淺析商業綜合體幕墻項目工程施工技術要點及方案
2024-05-20 13:03:44胡曉宇
中國建筑裝飾裝修 2024年8期
胡曉宇
在商業綜合體幕墻項目中,不同幕墻系統交接、不同進出面及斜面造型的變化給項目施工帶來了困難。為呈現完美效果同時兼顧施工安全,要加強施工技術要點控制并制訂可靠的措施方案。本文中針對商業綜合體幕墻的技術要點與施工方案進行了論述,并對施工管理和方案實施過程中存在的問題提出了一系列有效的解決措施,這些對策將有助于進一步提升幕墻施工管理水平。
1 商業綜合體幕墻項目施工相關概述
1.1 商業綜合體幕墻組成
多種幕墻系統組合是商業綜合體幕墻主要的特點之一。常規商業綜合體前2 層外墻通常采用大板塊超白玻璃幕墻系統或者彩釉玻璃幕墻系統,第3 層外墻采用鋁板幕墻系統、陶土板幕墻系統、造型玻璃幕墻系統等,還有局部區域的不銹鋼幕墻系統、超大板塊玻璃幕墻系統、百葉幕墻系統。
1.2 商業綜合體項目幕墻施工特點
商業綜合體項目幕墻施工包含裙樓和塔樓2 個部分,不同施工區域采用不同的施工措施:常規塔樓為框架玻璃幕墻,通常采用吊籃進行施工;裙樓施工面積廣,主體結構造型復雜,施工措施會有多種選擇,如立面選用吊籃,懸挑區域采用腳手架及曲臂車等機械輔助。
2 商業綜合體裙樓幕墻施工技術要點
2.1 施工技術要點
2.1.1 基準點
因為整個主體部分是土建單位進行施工,所以要對整個主體建筑的基準點進行統一。主體結構基準點的移交和復核是保證施工精度的關鍵,因此要控制好各專業使用同一個基準點,達到整體外幕墻與室內精裝實現完美的交接收口。
通過已復核基準點對整個土建結構的控制軸線進行精度復核,明確偏差復核數據的同時要保證土建主體、幕墻、內裝、室外的基準點、基準線、標高線“三線”的一致性,對同一基準的測量和復核是保證數據的準確性與可指導性的關鍵。
2.1.2 建立內控基準體系
建立幕墻施工基準控制網,需要結合總包單位提供的水準基點或基準線,通過電子水準儀進行基準點檢測和復核。在不可封閉部位對已復核的軸線控制標記點進行涂漆標注,根據施工圖紙明確控制線間的距離及與土建主體的偏差關系。然后對橫縱向軸線外圍交點進行復核,確保坐標X、Y軸的偏差不大于2 mm。再以首層交點建立Z軸方向的標高控制線,從而建立一個完整的3D 控制網。
2.2 施工設備
2.2.1 腳手架
商業綜合體總高度在35~45 m,為體現建筑外飾的特點,展現裝飾效果,會有不同造型和進出關系。在幕墻龍骨施工階段通常采用腳手架,其特點是覆蓋面廣、安全性強。注意腳手架與結構墻的距離需要滿足幕墻龍骨系統的要求,連墻件對幕墻保溫層和封修部位的影響也應該在方案中充分考慮[1]。
2.2.2 吊籃
幕墻施工作業區域無特殊造型時,可以適當選擇吊籃來完成整個區域的幕墻施工。吊籃施工可以貫穿整個幕墻施工過程,特別是最后打膠收口防滲漏方面,與腳手架相比,吊籃施工更加靈活、方便。
2.2.3 曲臂車等機械
面材安裝階段可以與腳手架一同收尾,但收口打膠及細節部位處理的同時再次搭設腳手架所花費的時間和成本較高,因此,通常采用曲臂車等機械設備進行施工,根據不同高度選擇不同型號的機械設備。進出復雜造型的綜合體項目,需要在不同施工階段選擇不同的施工措施,滿足高品質、高效率的施工工程要求。
3 商業綜合體幕墻施工質量管控措施
3.1 幕墻材料管控
3.1.1 原材料采購管控
幕墻材料管理屬于很關鍵的幕墻施工質量管控手段,存在安全性能瑕疵的建筑幕墻體系將增加建筑使用者人身傷害風險,也不利于幕墻的外部美觀性。幕墻材料市場中存在一些不合格的幕墻施工材料,因此,幕墻施工單位的采購負責人須嚴格審核幕墻建筑材料,禁止可能產生人身風險威脅的幕墻材料出現在建筑工程現場[2]。
應選擇項目要求的品牌,材料生產前對生產廠家進行質量控制要點交底,并放樣,明確標準,驗收無誤后再進行批量生產。出廠前應通過驗收并出具合格證,并經項目管理人員到廠內進行抽檢質量,抽檢合格后進行發貨。同時,加工車間在收貨時要進行入廠前的檢查,根據訂單和技術要求進行檢驗,并核驗出場驗收記錄、合格證、質保書及出廠檢測報告,無誤后填寫檢測記錄,辦理入庫,不合格的材料應返廠處理。
3.1.2 材料加工管控
加工前對材料的外觀和型號進行檢查核對,確保無誤之后,按加工指導圖紙進行二次加工。工序完成后進行自檢,移交下道工序,再由質檢員嚴格按抽檢方案檢查,對產品的制作工藝流程進行全面質量控制,并做好檢驗記錄,檢查合格之后才進行下道工序,堅決杜絕不合格產品流入下道工序和出廠。管控措施包括:嚴格按工程部下發的設計施工圖紙進行生產加工;所有的材料零部件必須符合現行標準的規定;定期檢查加工現場使用的各類量具、工具;耐候膠須有性能指標、安全使用年限等質量保證書;各構件的加工精度允許偏差按行業標準的高精度級執行;質管部對質量記錄進行管理,質量記錄保存期10 a。
3.1.3 運輸及現場半成品保護
幕墻半成品要單樘包裝,在裝車前,需檢查幕墻半成品落地處是否有50 ~100 mm 厚方木墊。包裝的標準是幕墻翻窗執手和4 個角部都用包裝紙加厚包裝。然后,檢查包裝是否合格,如有不合格情況,把型號和操作者記錄下來,按包裝要求重新包裝。在裝車前,用50 ~100 mm 厚方木墊放在車廂內,標準型成品需2 個人抬裝,抬裝要求輕抬輕放,不得甩、摔、沖擊。如有已安裝玻璃的翻窗成品運輸,執手凸出部不許接觸玻璃,需用木方、木板、廢硬紙箱、草墊等隔開,與車廂也需用此方法隔開,以避免因摩擦、震動或剎車沖撞而造成壓傷、劃傷。裝車時,幕墻半成品應立放,不宜疊加平放,同時長途運輸裝車后要做防雨措施,發貨清單隨貨運輸。租用廂式貨車運輸前,應事先了解其規格及內腔凈空尺寸(長、寬、高),以選擇能滿足幕墻半成品運輸要求的廂式貨車。卸車時,成品產品暫時落地時,要選擇地平整,沒有水泥、砂漿、石子、磚頭、水坑等的地面。
3.2 施工質量管控
對整個項目的質量風險進行識別,對以往項目檢查過程中出現的質量風險項進行全面總結,所有分項工程開始前進行質量風險專項交底,明確哪些為質量風險項,然后再進行施工,過程中安排專人進行跟蹤[3]。
3.2.1 現場材料入場的管控
現場材料入場的管控有2 個方面需要注意,具體為:第1,型材進場驗收時,每批型材抽檢5%且不少于5根,驗收控制要點為壁厚、斷面尺寸、噴涂厚度、顏色、表面質量。采用游標卡尺對型材壁厚、斷面尺寸進行檢查,如果型材壁厚和截面尺寸偏差,不滿足規范要求,會影響結構受力;另外,噴涂厚度會影響型材的耐老化性,同時表面噴涂質量差,有氣泡、起皮、劃傷等,裝飾效果完工后會出現觀感質量差的現象。也要與樣板進行顏色對比,顏色對比不合格,需要更換型材,減少完工色差。第2,玻璃進場驗收時,抽檢數量為每批抽檢5%,且不少于10 塊,驗收要點為磨邊倒角、低輻射(Low-E)膜、雙面膠貼和附框位置、3C 標志等。采用目測方式進行驗收,磨邊控制磨輪目數應該在180 目以上,特別是邊角外漏的飾面,如鉆孔位、欄桿玻璃、雨棚玻璃應采用精磨邊。倒角寬度不小于1 mm,且一般不大于1.5 mm,否則磨邊粗糙、崩邊、倒角尺寸不合格會影響玻璃受力,容易產生玻璃自爆現象。可根據玻璃邊部靠近鋁間隔條的位置是否出現一道色彩分界線來判定玻璃除膜是否合格[4]。
3.2.2 安裝過程把控
幕墻安裝主要包含龍骨安裝、玻璃安裝及鋁板安裝,因為各個安裝階段常出現的問題不同,所以需要采取不同的管控措施。龍骨、玻璃及鋁板安裝管控要點分別如表1~表3所示。
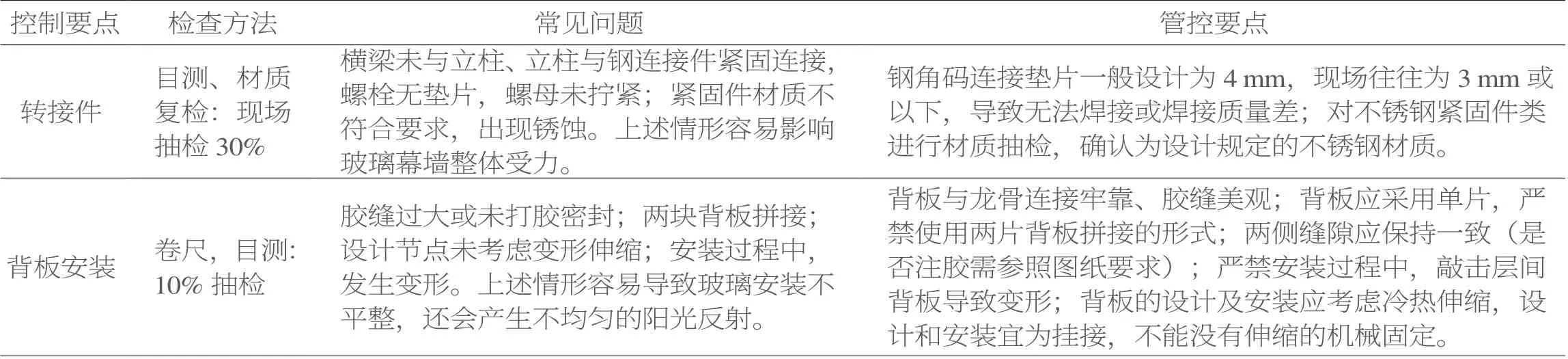
表1 龍骨安裝過程管控要點
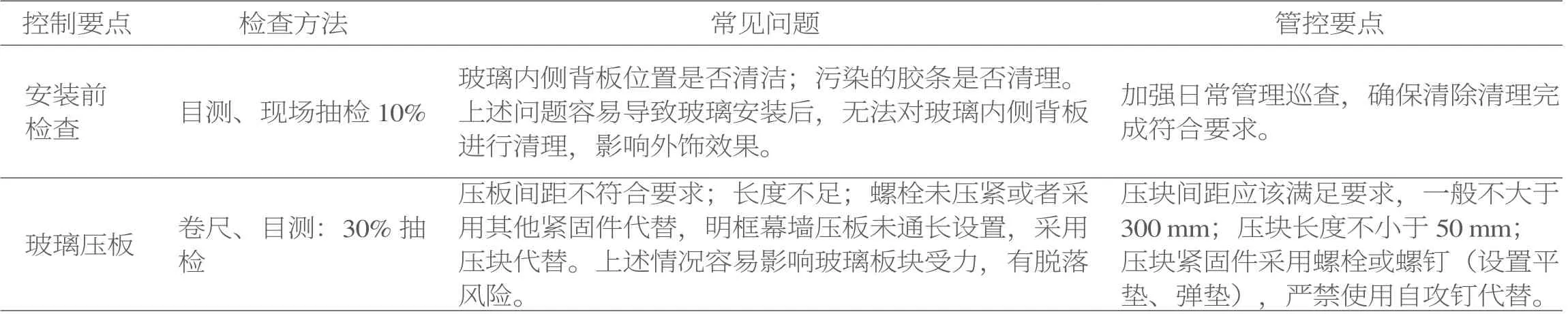
表2 玻璃安裝過程管控要點
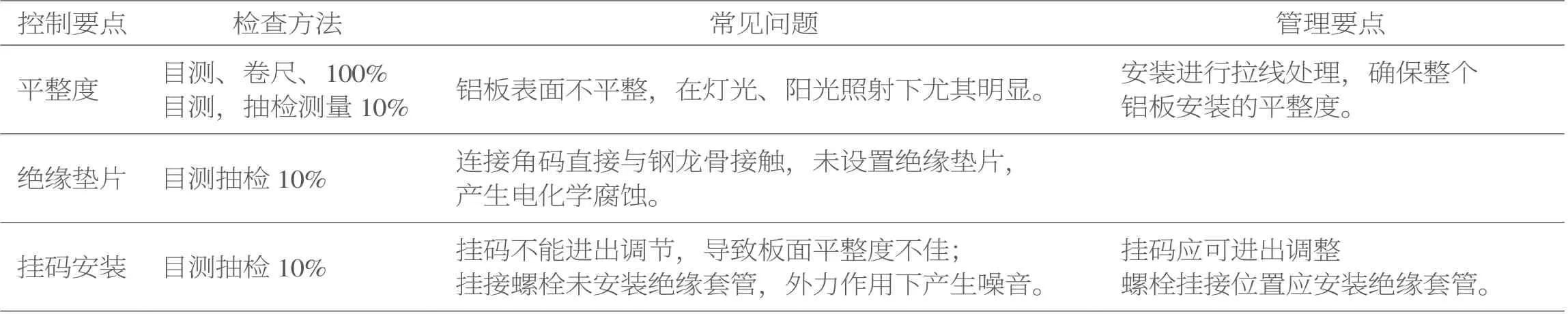
表3 鋁板安裝過程管控要點
3.2.3 完善施工質量管理和控制制度
管理制度包括7 個方面:第1,現場實行專人專崗、責任到崗制度,充分調動管理人員的積極性。第2,及時與設計人員溝通,發現問題及時解決。第3,施工前對作業工人交底,實行工序樣板報驗制度、樣板先行制度,專人專項施工,減少因質量標準不明確而導致的返工。第4,提高施工質量,制訂質量管理制度、質量驗收標準、質量獎罰措施。第5,在施工人員進場前對其進行考核,淘汰劣質班組。第6,工序驗收、停止點檢查是過程控制的重要環節,只有在上道工序驗收合格后方可進行下一道工序。第7,實測實量發現的質量問題必須在規定時間內整改完成。
控制制度包括8 個方面:第1,按圖施工,規范施工,加強對各級人員規范化施工的教育和管理。第2,變更項目確認后,統一施工指導文件。第3,不能按經驗行事,出現施工困難或無法施工的情況時應先與圖紙核對,明確是否為圖紙問題。第4,重視玻璃幕墻橫、豎框連接用釘規范問題。第5,重點關注玻璃磨邊、倒角、周邊除膜、結構膠合片。第6,重點根據圖紙核對鋁板表面質量、加強筋、掛碼高度。第7,鋁型材壁厚、噴涂膜厚實測實量。第8,玻璃、鋁板等主要材料安排人員駐工廠監督檢測,嚴格執行驗收質量標準[5]。
4 結語
建筑商業模塊化、區域化的進程越來越快,城市對幕墻呈現效果的要求越來越高。基于當前市場要求的提高和幕墻系統使用的復雜化,國家的也愈加重視幕墻施工的質量、安全性和美觀性。因此,參建各方需更加關注幕墻施工技術控制和質量可靠性。在商業綜合體幕墻項目施工中存在較多危險因素,需要提高施工質量,以有效減少事故的發生。本文根據商業綜合體幕墻的具體概念和質量控制的實際意義,總結了幕墻現場施工中存在的問題,針對幕墻施工要點管控和細節管控提出建議,希望能為商業綜合體幕墻施工提供參考。
猜你喜歡
中學生數理化·七年級數學人教版(2023年3期)2023-03-21 00:44:54
保健醫苑(2022年5期)2022-06-10 07:47:26
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年9期)2021-07-16 07:11:36
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
學校教育研究(2020年13期)2020-07-07 09:31:30
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國房地產業(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34