負載持續率對手工弧焊機空閑損耗的控制研究
2024-05-26 04:23:57黃曉東王凱孔高祥
中國標準化 2024年6期
關鍵詞:焊接
黃曉東 王凱 孔高祥


摘 要:焊接是一種常見的金屬連接方法,焊接過程中會產生大量的損耗,焊接結束后也會產生空閑損耗。本文旨在研究焊 接負載持續率對焊機空閑損耗的有效控制,以優化焊接過程,降低焊接空閑損耗,提高焊接質量。文章依據標準GB 28736— 2019的試驗方法對焊接電流500 A以下的手工弧焊機進行試驗驗證,通過固定焊接周期對焊接時間進行調整,最終得出10分 鐘為一周期的手工弧焊機在保證正常焊接質量前提下在63%~64%負載持續率時一分鐘的平均空閑損耗獲得最低值。
關鍵詞:焊接,手工弧焊機,負載持續率,空閑損耗
DOI編碼:10.3969/j.issn.1002-5944.2024.06.028
0 引 言
負載持續率是影響焊接空閑損耗的重要因素。 在理論上,焊接負載持續率的選擇應基于以下幾個 方面:焊接材料的特性,不同材料具有不同的熔點 和熱導率,因此需要根據材料的特性來確定焊接負 載持續率;焊接耦合裝置的形狀和尺寸,耦合裝置 的形狀和尺寸會影響焊接的熱傳導和熱擴散,從而 影響焊接負載持續率的選擇;焊接設備的性能,焊 接設備的性能包括焊接電流、電壓、功率因數和功 率等參數,這些參數會直接影響焊接負載持續率的 選擇。為了研究方便,本次試驗對焊接過程進行了 精確的控制[1],對不同的負載持續率對空閑狀態的 平均損耗進行了研究。
1 影響因素的排除
為了準確驗證焊接負載持續率對焊接空閑損耗的影響,山東省產品質量檢驗研究院進行了一系 列負載模擬試驗后又進行了實際的焊接工藝質量驗 證。為排除其他影響因素,依據GB/T 3091—2015選 取了焊接材料中最常見的公稱口徑(DN)為50 mm、 最小公稱壁厚為3 mm的焊接鋼管[2]為試樣,選擇2.5 mm藥芯焊條為焊接材料,試驗在環境溫度為40 ℃ 的恒溫試驗箱內進行,整體環境濕度保持相對穩定 的56%~57%,通過調整焊接時間來控制焊接過程。
2 樣機的選擇與試驗
試驗選取以下類型的焊機在10分鐘為一周期 的工況下進行試驗。為了保證試驗的安全和數據的 有效性,本次試驗用到的手工弧焊機均能在100% 工況下連續運行,試驗依據GB 28736—2019中 6.4.1、6.4.2、6.4.3規定的方法進行樣機現場布置和 測量裝置的選擇進行試驗,尤其注意應盡量減少由 于輸入電纜的布置帶來的電感,輸入電纜應折疊成 長度不超過40 cm的線束并不得打圈[3]。
為保證焊接質量的同時盡量減少焊接損耗,選 取以下常用負載持續率進行1小時焊接試驗(見表1) 在最后一個焊接周期取得空閑工況下的損耗數據。
以上數據顯示,五種額定焊接電流的手工弧焊 機在60%負載持續率時取得當前工況下最低平均空 閑損耗,按照平均空閑損耗的變化趨勢,五種焊機 均在60%~70%中的某一個負載持續率點取得最低 空閑損耗,需要在此負載持續率區間內進行下一步 試驗驗證,得出以下試驗曲線圖(見圖1)。
如圖1所示,ZX7-150、ZX7-225、ZX7-315、ZX7- 400、ZX7-500五種類型的焊接電源分別在負載持續 率為63%、63%、64%、64%、63%時取得空閑狀態最 小損耗值,最小損耗值為49.3 W、52.0 W、61.8 W、 57.2 W、70.2 W,之后平均空閑能耗值迅速升高。
模擬負載試驗后我們又通過實際工況對焊接 質量進行了評價,試驗工況見表2。
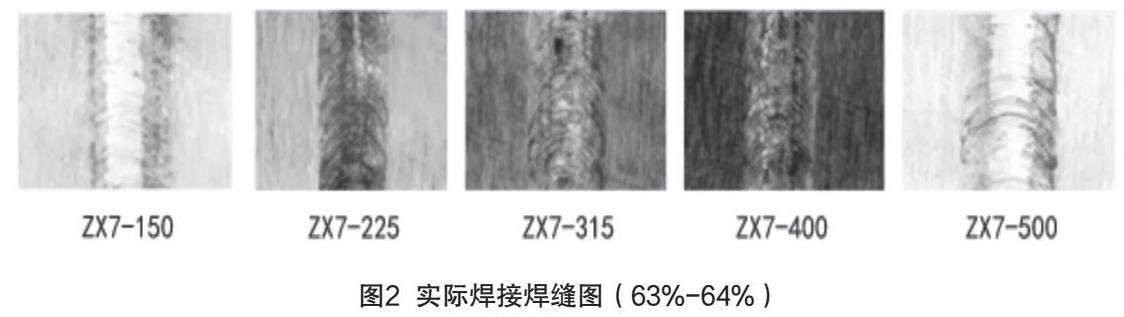
在以上條件下進行實際焊接作業,五種類型焊 機焊縫見圖2。
按照標準GB/T 19418—2003,山東省產品質量 檢驗研究院焊接工程師對焊縫適用性、焊縫厚度、 短缺陷、長缺陷、裂紋[4]等做了工藝質量評估,焊縫 適用性在規定條件下符合預定目標能力;使用焊縫 切片法對焊縫厚度進行測量,焊縫厚度與板材厚度 差值小于0.8 mm,符合厚度要求;在焊縫的任何100 mm長度范圍內未發現長度不超過25 mm的短缺陷; 在焊縫的任何100 mm長度范圍內未發現長度超過 25 mm的長缺陷;分別觀察五組焊縫未發現除顯 微裂紋、弧坑裂紋以外的其他裂紋。綜上,焊機在 63%~64%負載持續率工況下焊接質量符合工藝要 求,滿足焊接需求。
本次試驗通過對市場上常用到的中小規格的 焊機進行了試驗,并通過大量數據進行了對比分 析,通過控制變量的試驗方法得出結論,該種類型 手工弧焊機在63%~64%負載持續率時取得最小空 閑損耗值。其他類型焊機如在CCC認證范圍內的等 離子切割機、氣保焊或氬弧焊也可以參考以上研究 方法找出最小空閑損耗值對應的負載持續率,需要 注意的是,焊機在使用過程中不能只注重降低損耗 而忽略焊接或切割的質量,應該盡量做到兩者的平 衡,運用科學的方法找出最佳負載持續率的數據 點,既做到節能降耗,又保證焊割質量。
3 結 語
焊接設備是日常工程焊接、長輸管道工程建設 必須設備,隨著管道鋼強度等級的不斷提高,對焊 接設備的動態性、可靠性、自動化程度和節能化程 度也提出了更高的要求[5]。理論上采用效率更高的 IGBT模塊可降低逆變開關損耗[6],提高焊機整體效 率,但通過不同類型的焊機試驗證明效果并不明 顯,通過負載持續率的控制,即在63%~64%負載持 續率工況下工作反而取到了很好的效果。
歐盟在能效指令(EU)No 2019/1784《電焊機 的生態設計要求》[7]中對各類電焊機能效指標做了 強制性規定,尤其是對空閑狀態損耗更是達到了嚴 苛級別,要積極分析焊機數據狀態,努力探索壓縮 空閑狀態損耗的方法,實施嚴格節能管理制度[8], 降低焊機整體損耗以應對歐盟能效出口禁令。
參考文獻
闕榮,蘇鎧,雷志強,等.復雜工況條件下鋼結構厚板焊接質量控制技術[J].工程施工技術,2023,(16):125-127. 低流體輸送用焊接鋼管:GB/T 3091—2015[S].
電焊機能效限定值及能效等級:GB28736—2019[S].
鋼的弧焊接頭 缺陷質量分級指南:GB/T 19418—2003[S].
鄒業英.長輸管道焊接設備的現狀及展望[J].焊接設備與 材料,2023,52(8):70-74.
康清周,于德軍,黃德華,等.提高逆變焊機能效指標的 途徑[J].電焊機,2014,44(3):38-41.
Ecodesign requirements for welding equipment pursuant: (EU)No 2019/1784[S].
錢偉,季建明.供電電源對電弧焊機能效檢測的影響[J]. 應用技術,2014,(7):214-215.
作者簡介
黃曉東,本科,工程師,研究方向為電焊機試驗及標準。
(責任編輯:袁文靜)
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49