溫度和時長對6061鋁合金的4004釬料真空釬焊影響研究
2024-06-09 17:13:08馮學文楊炳元
機械制造文摘·焊接分冊 2024年2期
馮學文 楊炳元
摘要: 以6061-T6鋁合金為研究對象,采用4004 鋁合金作為釬料對其進行真空釬焊,并通過控制釬焊高溫段的溫度和時長焊接出具有不同釬縫的6061鋁合金水冷板。用氣密測試臺、水浸超聲波檢測儀、微距攝像機、金相顯微鏡對試驗件的釬焊情況及釬縫微觀形貌進行分析表征。結果表明,釬焊高溫段溫度低或者保溫時間短,釬料的流動性不足,釬縫存在脫焊。反之,釬焊高溫段溫度高或保溫時間長則會造成焊縫熔蝕。當爐內真空度≤2.0×10-3Pa時,釬焊高溫段溫度595 ?℃,保溫時間80 ?min,真空釬焊的6061鋁合金焊縫具有良好的成形性和密封性能。
關鍵詞: 6061鋁合金;4004釬料;真空釬焊;溫度;時長
中圖分類號: TG 454
Study on the effect of temperature and duration on vacuum brazing of 6061 alu minum alloy with 4004 filler metal
Feng Xuewen, Yang Bingyuan
(GuizhouYonghong Heat Transfer & Cooling Technology Co.Ltd, Qiannan 550600,Guizhou,China)
Abstract: In this work, 6061T6 alu minum alloy was employed as the research object. Uses 4004 alu minum alloy as the filler material for vacuum brazing, and controls the temperature and duration of the hightemperature section to brazing 6061 alu minum alloy watercooled plate with different brazing seams. The brazing condition of the test piece and the microstructure of the brazed seam were analyzed and characterized using the airtight test bench, the water immersion ultrasonic detector, the macro camera and the metallographic microscope. The results indicate that the temperature in the hightemperature section of brazing is low or the duration is short, the fluidity of the filler material is insufficient, and there is detachment of the brazing seam. On the contrary, high temperature or long duration in the hightemperature section of brazing can cause weld ablation. When the vacuum degree of the furnace is ≤ 2.0×10-3 Pa, the temperature of hightemperature brazing section is 595 ?℃, and the during of brazing is 80 ?min, the 6061 alloy brazing seam formed by vacuum brazing process good formability and sealing performance.
Key words: ?6061 alu minum alloy; 4004 filler metal; vacuum brazing; temperature; duration
0前言
鋁合金具有密度小,力學性能優異,加工性能和防腐蝕性能良好等諸多優點,被越來越多地應用于國防工業、航空航天、汽車制造及電子醫療等各個領域[1-3]。真空釬焊工藝成熟穩定、可同時焊接多條焊縫,所焊接產品精度高,焊縫防腐蝕性能良好,使用壽命長,是生產制造鋁制板翅式散熱器、水冷板、機箱等產品過程中最為關鍵的工藝[4-6]。
6061鋁合金屬于6XXX系列AlMgSi系鋁合金,相較于其他系列鋁合金,其耐蝕性能極佳,并可通過熱處理進一步加工強化力學性能。4XXX系AlSi合金熔體流動性好,耐蝕性能優良,是用于散熱器和水冷板釬焊的典型填充金屬材料。4004鋁合金則作為4XXX系的代表合金之一,常用于6063等合金的釬焊。受自身元素成分影響,6061鋁合金的固相線溫度較低(約582~595 ?℃),采用普通的AlSi共晶釬料(熔點約577~582 ?℃)進行釬焊時易發生未焊透和熔蝕過燒等問題,因此其釬焊生產一直是行業內的難題[7-13]。目前雖然已有諸多國內外學者對6061鋁合金的真空釬焊進行深入研究,但研究方向主要集中在開發低熔點高性能的釬料方面,而對溫度、時間等參數對6061鋁合金的4系釬料真空釬焊的影響的研究甚少[14-17]。文中通過控制釬焊溫度、釬焊時間這兩個最主要的釬焊參數,對采用6061鋁合金和4004釬料裝配的水冷板進行真空釬焊,并對產品的釬縫進行表征研究,試圖尋找出6061鋁合金4系釬料真空釬焊的最佳參數條件,為該合金的穩定批量真空釬焊生產奠定基礎。
1試驗材料和方法
原材料為6061鋁合金擠壓型材,真空釬焊所用釬料為4004釬料,具體成分如表1所示。結合實際生產經驗及所查閱的文獻資料,將釬焊參數控制為釬焊溫度585~600 ?℃,釬焊時間60~90 ?min (文中中的釬焊時間,特指產品在爐溫設定高于577 ?℃的高溫段的保溫時長),釬焊高溫段真空度≤2.0×10-3 Pa。試驗時,首先將釬焊溫度固定為595 ?℃,釬焊時長分別設定為60 ?min、70 ?min、80 ?min、90 ?min,通過焊接篩選出釬焊效果最佳的時長,在此基礎上固定釬焊時長,將釬焊溫度分別設定為585 ?℃、590 ?℃、595 ?℃、600 ?℃,篩選出最佳的釬焊溫度。
采用NaOH溶液、HNO3溶液及清水對零件進行清洗,將洗凈的零件按照某型號冷板圖紙進行裝配,試驗件輪廓尺寸400 mm×250 mm×20 mm,隨后采用不同的釬焊參數對所裝配試驗件進行真空釬焊。在生產過程中,各試驗件除所采用的釬焊參數不相同,零件原料及其他生產測試參數保持完全一致。焊縫裝配方式如圖1所示。
使用上海恒舟NK500閥門氣密性試驗臺對試驗件釬縫氣密性能進行測試;用上海恒舟4DSB電動試壓泵對試驗件釬縫的承壓性能進行測試;用重慶環納HN301A全自動水浸超聲波檢測設備對焊接面的釬著率進行檢測,使用Leica DM6000M金相顯微鏡對釬縫金相形貌進行觀察。
2試驗結果
2.1不同釬焊時長對焊縫釬著率的影響
釬焊高溫段焊接溫度為595 ?℃時,不同釬焊時長下各產品表面實際溫度隨時間的變化如圖2所示。焊縫形貌如圖3所示,不同焊接時長下,各試驗件的最高溫度均達到582 ?℃左右。高溫段焊接時長為60 ?min的產品在577 ?℃以上溫度區間停留時間僅約為30 ?min,其余各試驗件在577 ?℃以上的溫區間所停留的時間,則隨著高溫段焊接時間延長至70 ?min、80 ?min、90 ?min而分別增加至約40 ?min、50 ?min、60 ?min。焊接不同時長的產品焊縫處外觀形貌如圖3所示。高溫段釬焊60 ?min試驗件的焊縫被釬料完全覆蓋,熔融釬料沿產品壁面向上爬升約10 mm的距離。釬焊時間延長為70 ?min時,釬料向上進一步爬升覆蓋了整個產品側面。當釬時長增加至80 ?min,釬料爬升覆蓋整個產品壁面并在焊縫處出現堆積。至于釬焊90 ?min時,產品焊縫處的釬料進一步堆積,沿焊縫形成了一排連續的凸起。由此不同焊接時長的釬縫外觀形貌對比可見,隨著焊接高溫段時間的延長,產品的最高溫度并未隨之升高,但釬料的熔化程度則在逐步增加。
采用水浸超聲波掃描對圖3所對應的各產品內部的釬焊情況進行檢測,檢測結果如圖4所示。圖中綠色表示該區域為空心,對應產品的內部流道或者虛焊區,紅色表示該區域為實心,表示焊縫釬著良好。釬焊時長60 ?min的產品,其超聲波掃描圖譜出現了大面積雜亂分布的綠色區域,表明產品存在嚴重的虛焊。釬焊時長為70 ?min時,產品整體的釬著率較釬焊60 ?min產品有明顯提升,但在局部區域仍存在明顯的虛焊。隨著釬焊時間的進一步延長,80 ?min釬焊產品的整體釬著率進一步提升,除在流道進出口位置存在較少面積的虛焊外,其余部分均釬焊完好,不存在虛焊情況。然而,當釬焊時間進一步延長至90 ?min時,產品又出現了虛焊,且虛焊面積比60 ?min及70 ?min產品的更大。
2.2不同釬焊溫度對焊縫釬著率的影響
在相同的時長(80 ?min)內,不同溫度下焊接時各產品的實際溫度如圖5所示。在585 ?℃溫度下焊接的產品,其釬焊過程中的最高溫度為578 ?℃,僅略高于4004釬料的理論熔化溫度577 ?℃,且在577 ?℃以上溫度區間的保溫時間僅約40 ?min。而在590 ℃、595 ℃、600 ?℃溫度下保溫的產品,其最高溫度和在577 ?℃以上高溫區間停留的時間分別為580.5 ?℃/48 ?min,582.5 ?℃/55 ?min及584 ?℃/60 ?min。由此可見,增加高溫段的焊接溫度,產品的實際溫度及其在577 ?℃以上的高溫區間所停留的時間也明顯增加。
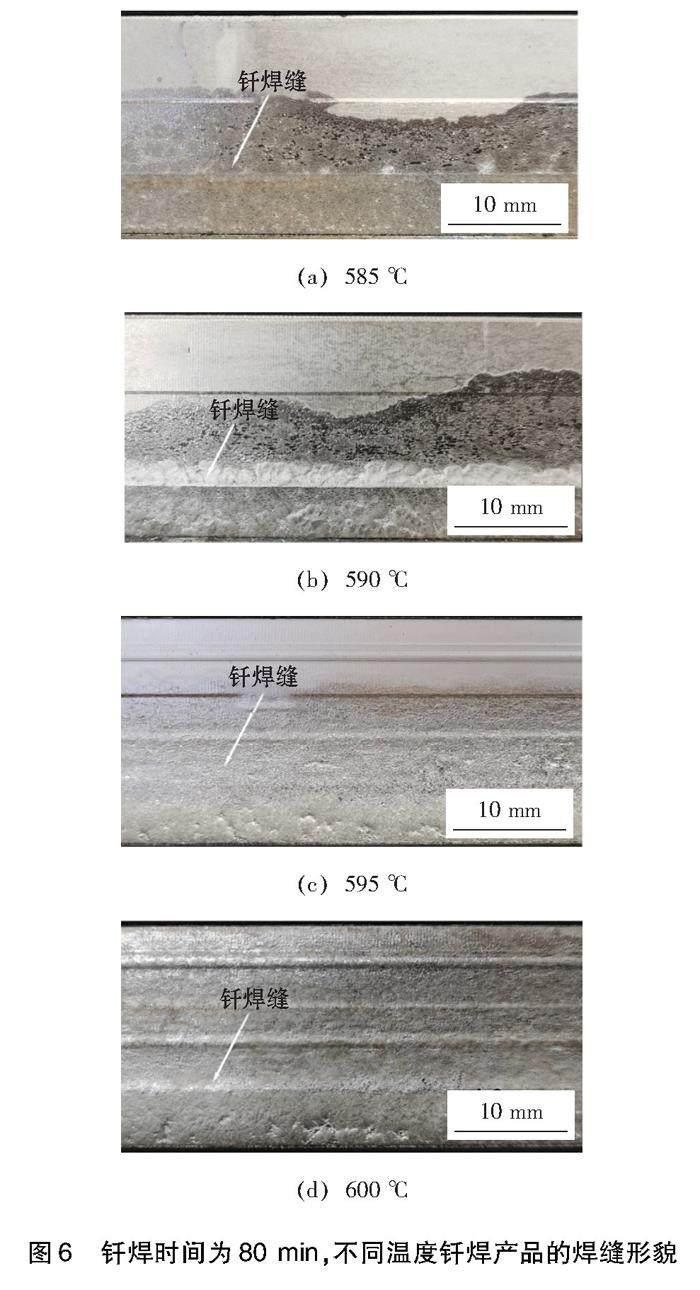
圖6為在不同溫度下釬焊80 ?min后各產品焊縫處外觀形貌。由圖可見,焊接溫度為585 ?℃的試驗件,其焊縫外僅有一層薄薄的釬料覆蓋,焊接溫度上升至585 ?℃時,試驗件表面有明顯的釬料漫流和堆積,表明在該溫度和時間條件下進行釬焊時,釬料的熔化程度較585 ?℃試驗件有所提升。當釬焊溫度提升至590 ?℃時,焊縫周圍的釬料漫流現象比前三個試驗件更嚴重,產品表面已經覆蓋了一層更厚的釬料層。若溫度繼續提高至595 ?℃,漫流的釬料爬升覆蓋整個產品的表面,且在釬縫下方出現明顯堆積。
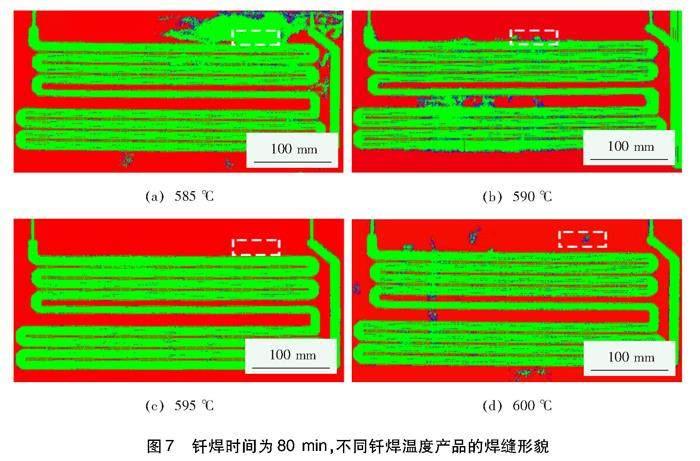
用水浸超聲波掃描儀對產品焊縫進行掃描,掃描結果如圖7所示。由圖7(a)可見,585 ?℃試驗件在流道外的釬接面出現連片的綠色區域,即該產品出現了虛焊,焊縫沒有被釬料完全填充。圖7(b)中590 ?℃試驗件在中間的非流道區域出現局部虛焊,但整體的釬著率比585 ?℃試驗件得到極大的提升。595 ?℃試驗件的測試圖譜與585 ?℃100 ?min試驗件測試結果較為接近,如圖7(d)所示,樣件的局部非流道區域出現虛焊情況。圖7(c)所顯示的590 ?℃試驗件超聲波掃描圖譜與產品的內部通道結構完全吻合,且通道空腔區域與實心區域分界線清晰,沒有出現雜亂分布的綠色色塊,表明該試驗件的釬焊十分良好,所有釬焊面均已釬著,焊縫飽滿無孔隙。
2.3釬焊溫度對焊縫成形影響
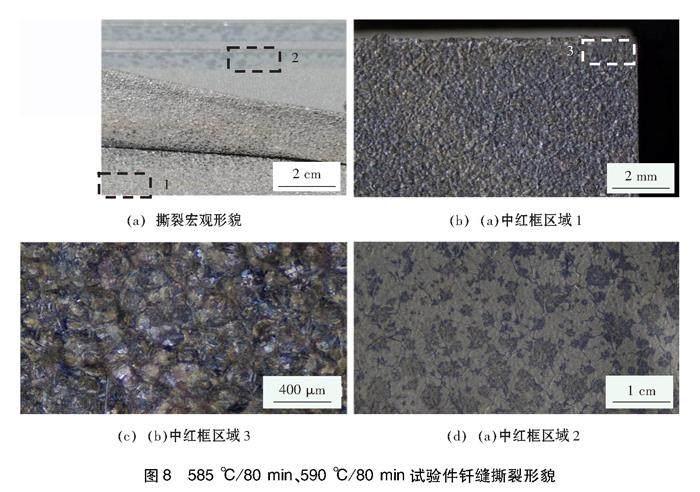
為進一步判斷產品的焊接情況,對各產品圖7中對應的白色框線區域進行取樣觀察金相。切割取樣過程中,發現585 ?℃/80 ?min試驗件與590 ?℃/80 ?min試驗件存在脫焊情況,如圖8(a)~8(c)所示,其釬焊焊縫在較小的作用力下便出現撕裂現象,撕裂后的焊縫上下兩個交界面的表面形貌相同,均由凹凸不平的金屬顆粒組成,這與釬接板上釬料自由熔化鋪展的狀態截然不同,如圖8(d)所示。進一步觀察585 ?℃/80 ?min試驗件與590 ?℃/80 min試驗件圖7中白色框線區域的金相可發現,兩試驗件缺陷處的釬縫存在一條明顯的脫焊間隙,釬接板熔融的釬料并未將復合板與6061鋁合金焊接連接在一起。當焊接參數改為595 ?℃/80 ?min時,試驗件的金相與前其他三者相比較,其釬焊焊縫飽滿均勻,無熔蝕發生,AlSi相均勻分布在αAl相之中,表明該試驗件的焊接參數與產品互相匹配,在該焊接參數下焊接的焊縫成形良好。然而,當釬焊溫度進一步增加到560 ?℃時,即使釬焊時間有所縮短,試驗件的釬縫開始出現孔洞缺陷,如圖9(d)所示仔細觀察可發現,孔洞缺陷所在的位置均為原本AlSi相區,即孔洞缺陷是由于AlSi相熔蝕所致,表明在560 ?℃/70 ?min參數條件下焊接時樣件的熱輸入量過大,從而導致釬縫熔蝕,這與圖1中該試驗件焊縫外觀出現釬料漫流的結果相吻合。
2.4釬焊溫度對焊縫密閉性能影響
產品密閉性能檢測(氣密檢測)可直接反應釬焊焊縫質量,釬焊質量越高,產品氣密合格率越高。將與實驗樣件材質、結構相同的一批產品均分為4份,采用4組不同溫度時間的釬焊參數對各批產品進行焊接,進一步驗證不同釬焊溫度對6061鋁合金的焊接影響。測試結果如圖10所示,釬焊參數為585 ?℃/80 ?min的試驗件的釬焊合格率為49%,當將溫度和時間匹配改為590 ?℃/80 ?min時,試驗件的合格率提升至62%,而將溫度和時間進一步調整為595 ?℃/80 ?min時,產品的合格率提升至88%。然而在溫度為600 ?℃,時間為80 ?min的時候,試驗產品的合格率缺出現明顯下降,合格率僅有70%。進而言之,隨著釬焊溫度的降低和釬焊時間的延長,產品氣密合格率現增加后降低,在釬焊參數為595 ?℃/80 ?min的時候,所釬焊的產品具有最佳合格率。
3分析與討論
6061鋁合金的固相線與AlSi 釬料的熔點的溫度區間相差較小,因此釬焊過程中對產品溫度的控制要求極其嚴格,在實際的焊接生產過程中常有溫度不足或者溫度過高而導致的脫焊或者熔蝕問題。因此,在6061鋁合金的釬焊過程中必須嚴格控制產品的均溫性,而控制均溫性,除了需要在釬焊爐的性能及產品裝夾方面進行控制外,必須要設置合理的釬焊溫度釬焊時長。
結合圖7可以看出585 ?℃/80 ?min試驗件與590 ?℃/80 ?min試驗件的脫焊,顯然是由于熱輸入量不足的原因引起的,兩者雖然釬焊時間適中,但釬焊溫度較低,在該加熱條件下,但釬焊爐的實際溫度達到所設置溫度時,產品的熱量吸收速率較慢,產品需要較長的時間達到釬料熔融溫度。在此較長時間的保溫加熱階段,釬料所含的Si和Mg等低熔點元素易過度溶解至6061合金基體內。一方面,低熔點元素的溶解將降低母材熔點而導致母材表層產生熔蝕。另一方面,元素流失會造成釬料熔點升高,由于所設的釬焊溫度較低,導致產品熱輸入量不足,此消彼長之下,釬料難以完全熔融或流動性不足,從而難以在6061合金基材表面鋪展滲透,最終導致焊縫虛焊或脫焊,如圖7、圖8(a)、圖8(b)。
如若釬焊溫度過高,即使保溫時間較短,釬料中的低熔點元素也會大量流失,且6061合金會發生接頭的軟化現象,同樣會造成熔蝕。尤其是產品靠近加熱帶的部分,熱輸入量大于向產品內部低溫區傳遞的熱量,熱量堆積導致溫度過高,母材更易發生熔蝕。在釬焊高溫段的保溫時間與保溫溫度相匹配(595 ℃/80 min)時,釬料所含的合金元素的流失程度相對較輕,釬料可在所設定的釬焊時間內熔融并充分鋪展在6061合金表面,此狀態下形成的焊縫均勻飽滿,無夾渣熔蝕缺陷,AlSi共晶在αAl中均勻分布,αAl則向封條側擴展并與封條母材互相熔合,形成交錯咬合的牢固釬焊界面,如圖9(c)所示。
4結論
(1)高溫段的釬焊溫度和時間對6061鋁合金真空釬焊有重要影響,溫度低或者焊接時間短會導致釬料熔化不充分,焊縫脫焊;溫度高或保溫時間長則會造成焊縫熔蝕,從而降低焊縫性能。
(2) 在真空度≤2.0×10-3Pa條件下,高溫段釬焊溫度595 ?℃,保溫時間80 ?min,所焊接的6061鋁合金焊縫具有良好的成形性能和密封性能。
參考文獻
[1]徐良,李康寧,楊海鋒,等. 微織構特征對鋁合金-CFRTP激光焊接頭力學性能的影響[J]. 焊接學報, 2024, 45 (2): 75-81.
[2]展旭和,崔輝,徐良,等. 軌道交通鋁合金型材激光-電弧復合焊工藝適應性[J]. 焊接, 2023, (10): 60-64.
[3]Wu Xiaowei,Fu Junhong,Wei Shoujing,et al. Bonding mechanisms of SiO2 glass and 1060 Al by ultrasonic assisted active metal soldering process [J]. China Welding, 2023, 32 (2): 52-62.
[4]劉靜安, 謝水生. 鋁合金材料的應用與技術開發[M].北京:冶金工業出版社, 2004.
[5]李龍, 陳鑫, 宋友寶, 等. 鋁合金釬焊技術研究進展及展望[J]. 焊接技術, 2017, 46(6):1-9.
[6]劉懷玉. 汽車用鋁合金油冷器真空釬焊工藝研究[D]. 重慶:重慶大學, 2010.
[7]張啟運, 莊鴻壽. 釬焊手冊[M]. 北京:機械工業出版社, 2008.
[8]羅弦, 伍玉嬌, 陳犇. 鋁合金釬焊用釬料的研究進展[J]. 熱加工工藝, 2016, 45(7): 14-16.
[9]張金鳳, 程建平, 鞏瀛洲. 高精度真空釬焊爐焊接 6061 機載計算機機箱[J]. 真空, 2009, 46(1): 6~8.
[10]鄭欣, 王廣海, 陳建, 等. 6061鋁合金真空釬焊技術的發展[J]. 輕合金加工技術, 2014, 42: 4-12.
[11]張文瑋, 譚元標,趙飛, 6061鋁合金在真空釬焊爐中溫度均勻性有限元模擬[J]. 熱加工工藝, 2022, 51(17): 116-120.
[12]曾天俊, 6061鋁合金真空釬焊表面溶蝕的成因及控制[J]. 金屬加工(熱加工), 2021, 10: 46-49.
[13]Kayamoto Takashi, Kim Jong Hoon, Saito Shinji, et a1. Brazing of AlMg alloy and AlMgSi alloy with AlGe based filler metals[J]. 溶接學會論文集, 1994, 12(10): 495-501.
[14]Chang S Y, Tsao L C, Li T H. Joining 6061 alu minum alloy with AlSiCu filler metals[J].Journal of Alloys and Compounds: An Interdisciplinary Journal of Materials Science and Solidstate Chemistry and Physics, 2009(488): 174-180.
[15]牛志偉, 黃繼華, 劉凱凱, 等. AlSiGeZn釬料釬焊6061鋁合金接頭組織與性能分析[J].焊接學報, 2017, 38(9): 97-101.
[16]戴瑋. Sr、Ti、Ce對6061鋁合金用釬料性能及組織的影響[D].南京:南京航空航天大學, 2013.
[17]崔反東. 合金元素對Sn9Zn釬料釬焊6061鋁合金的影響[D]. 呼和浩特:內蒙古工業大學, 2015.
收稿日期: 2024-01-10
馮學文簡介: 中級工程師;主要從事熱交換器的焊接方向研究;fengxingyue881@sina.com。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2015年1期)2015-08-13 02:23:50
設備管理與維修(2015年12期)2015-04-09 06:57:24
玩具(2009年10期)2009-11-04 02:33:14
