五軸機(jī)床的銑車轉(zhuǎn)換編程及切削優(yōu)化應(yīng)用研究
2024-08-31 00:00:00韓偉羅邦芬鄺錦富葉九星
機(jī)械制造與自動(dòng)化 2024年3期






摘 要:針對(duì)五軸數(shù)控機(jī)床加工新能源汽車電動(dòng)機(jī)缸套鋁合金零件時(shí),需使用機(jī)床車削功能加工缸套內(nèi)、外壁回轉(zhuǎn)體形狀的生產(chǎn)需求,研究運(yùn)用宏指令在五軸復(fù)合機(jī)床上進(jìn)行銑車轉(zhuǎn)換編程應(yīng)用,將機(jī)床主軸定向鎖緊及安裝車削刀具,并通過機(jī)床搖籃工作臺(tái)內(nèi)裝置的力矩電機(jī),使工作臺(tái)具備高速旋轉(zhuǎn)和抵抗車削加工抗力功能。分析五軸機(jī)床轉(zhuǎn)換為立式車削中心后的加工受力情況,運(yùn)用VERICUT軟件模擬缸套零件車削加工過程,根據(jù)機(jī)床受力仿真圖表和極限值設(shè)定調(diào)整切削深度和工件轉(zhuǎn)速等加工參數(shù),提高了缸套銑車復(fù)合加工精度的質(zhì)量和效率。
關(guān)鍵詞:五軸機(jī)床;銑車轉(zhuǎn)換;模擬切削;極限值優(yōu)化
中圖分類號(hào):TG659文獻(xiàn)標(biāo)志碼:A文章編號(hào):1671-5276(2024)03-0062-04
Research on Milling and Turning Conversion Programming and Cutting Optimization Application of Five-axis Machine Tools
Abstract:When machining aluminum alloy parts of new energy automobile motor cylinder liner with five axis NC machine tool, it is necessary to use the turning function of machine tool to process the shape of rotating body on the inner and outer walls of cylinder liner. This paper studies the application of macro instruction five axis compound machine tool for milling conversion programming, locks the spindle of the machine tool in an orientation and installs the turning tool, and equipts the workbench with the function of high-speed rotation and resistance to turning with the torque motor installed in the workbench of the cradle of the machine tool.The machining stress of five axis machine tool after being converted to vertical turning center is analyzed. The virtual cutting function of VERICUT is used to simulate the turning process of cylinder liner aluminum alloy parts, and the cutting depth, width, feed rate and other parameters are set and adjusted according to the stress simulation chart and limit value. The reserch and application improve the accuracy, quality and efficiency of milling and turning compound machining of aluminum alloy parts.
Keywords:five axis machine tool;milling conversion;simulated cutting;limit value optimization
0 引言
高速發(fā)展的科技時(shí)代工業(yè)零件的形狀趨向復(fù)雜,單純的軸類車削加工或銑削加工機(jī)床已經(jīng)不能滿足現(xiàn)代工業(yè)零件復(fù)雜的要求,采用集成銑車復(fù)合功能的五軸復(fù)合機(jī)床加工復(fù)雜多面體零件,已成為現(xiàn)代數(shù)控加工提高編程效率和解決復(fù)雜零件加工的有效手段。五軸銑車復(fù)合轉(zhuǎn)換加工能有效減少工件在銑、車床兩種機(jī)床上的輔助裝夾時(shí)間,縮短產(chǎn)品制造工藝鏈,減少裝夾次數(shù)。避免在銑、車兩種機(jī)床上分別進(jìn)行裝夾時(shí),應(yīng)用不同定位基準(zhǔn)造成的誤差積累,提高加工精度和生產(chǎn)效率。通過西門子CYCLE127和CYCLE128循環(huán)指令能使五軸銑車復(fù)合機(jī)床實(shí)現(xiàn)銑、車兩種切削方式快速轉(zhuǎn)換,將復(fù)雜形狀零件的多種加工內(nèi)容簡(jiǎn)單化。圖1(a)所示的新能源汽車鋁合金缸套零件即為典型銑、車復(fù)合加工零件,其外形尺寸為130mm×160mm,質(zhì)量13.5kg。在五軸銑車機(jī)床上進(jìn)行加工時(shí)的裝夾示意圖如圖1(b)所示。其中側(cè)面的槽孔需要用銑削方式加工,而回轉(zhuǎn)體形狀的缸套內(nèi)、外壁形狀則需要采用車削加工。銑、車兩種加工方式的變換使用將使五軸機(jī)床加工工藝和受力情況更加復(fù)雜化,故運(yùn)用VERICUT軟件模擬機(jī)床、工件、切削刀具和切削參數(shù)等物理過程,并且進(jìn)行切削效果模擬以及切削受力情況的模擬,調(diào)整并修改數(shù)控編程參數(shù)編制更安全更高效的數(shù)控程序,具體的研究應(yīng)用過程詳述如下。
1 鋁合金薄壁缸套加工工藝及五軸車銑復(fù)合功能轉(zhuǎn)換應(yīng)用
電動(dòng)機(jī)缸套是承載電動(dòng)機(jī)轉(zhuǎn)子工作的關(guān)鍵動(dòng)力零件,缸套前期采用工藝過程復(fù)雜的鋁合金低壓鑄造工藝成型,在進(jìn)入數(shù)控加工工序前零件已經(jīng)含有較高的制造成本。因此需要根據(jù)零件的結(jié)構(gòu)和材質(zhì),科學(xué)嚴(yán)謹(jǐn)制定數(shù)控編程加工工藝參數(shù),避免數(shù)控加工環(huán)節(jié)的廢品產(chǎn)生。使用宏指令將五軸機(jī)床的A軸旋轉(zhuǎn)動(dòng)作鎖定,能將復(fù)雜的軌跡編程變成簡(jiǎn)單的內(nèi)、外圓車削手工編程,再運(yùn)用VERICUT切削力、切削厚度極限值約束優(yōu)化方法選擇最佳的加工工藝參數(shù),實(shí)現(xiàn)高效精密的缸套五軸銑車復(fù)合加工。
1.1 五軸銑車復(fù)合功能轉(zhuǎn)換和VERICUT切削優(yōu)化編程加工的流程
在五軸機(jī)床上進(jìn)行銑車復(fù)合轉(zhuǎn)換的前提是機(jī)床應(yīng)具備銑車復(fù)合的結(jié)構(gòu),國(guó)內(nèi)僅有少數(shù)企業(yè)生產(chǎn)的五軸機(jī)床具有此種結(jié)構(gòu)特點(diǎn)。其中江門某公司出產(chǎn)的JK65-828型五軸機(jī)床銑車復(fù)合加工中心即為此種機(jī)床,如圖2所示。在其主軸的軸芯前端通過環(huán)形液壓缸、環(huán)形活塞和齒盤的配合,實(shí)現(xiàn)車削主軸和銑削主軸之間的功能變換。同時(shí),在機(jī)床所使用的旋轉(zhuǎn)工作臺(tái)內(nèi),安裝了具有高速旋轉(zhuǎn)和具有較大轉(zhuǎn)矩抗力的力矩電機(jī),使得機(jī)床工作臺(tái)能夠如同車床卡盤一樣高速旋轉(zhuǎn),此機(jī)床成為立式車床,可對(duì)鋁合金缸套內(nèi)、外壁進(jìn)行車削加工,實(shí)現(xiàn)車削加工的工件旋轉(zhuǎn)運(yùn)動(dòng)。
在JK65-828型機(jī)床添加了西門子840D系統(tǒng)的CYCLE128和CYCLE127兩個(gè)宏指令,從而實(shí)現(xiàn)兩種機(jī)床功能的變化轉(zhuǎn)換。當(dāng)使用CYCLE127時(shí)觸發(fā)PLC控制的動(dòng)作命令,啟動(dòng)主軸內(nèi)左、右端面齒盤與環(huán)形液壓缸共同作用鎖緊軸芯內(nèi)的套筒,機(jī)床主軸成為鎖緊固定的車削刀架,同時(shí)A軸的搖籃式擺動(dòng)功能被鎖定。使用CYCLE128指令時(shí)主軸軸芯內(nèi)左、右端面齒盤與環(huán)形液壓缸嚙合解除,A軸的擺動(dòng)鎖定也隨之解除,機(jī)床則回到正常立式五軸銑削功能狀態(tài)。
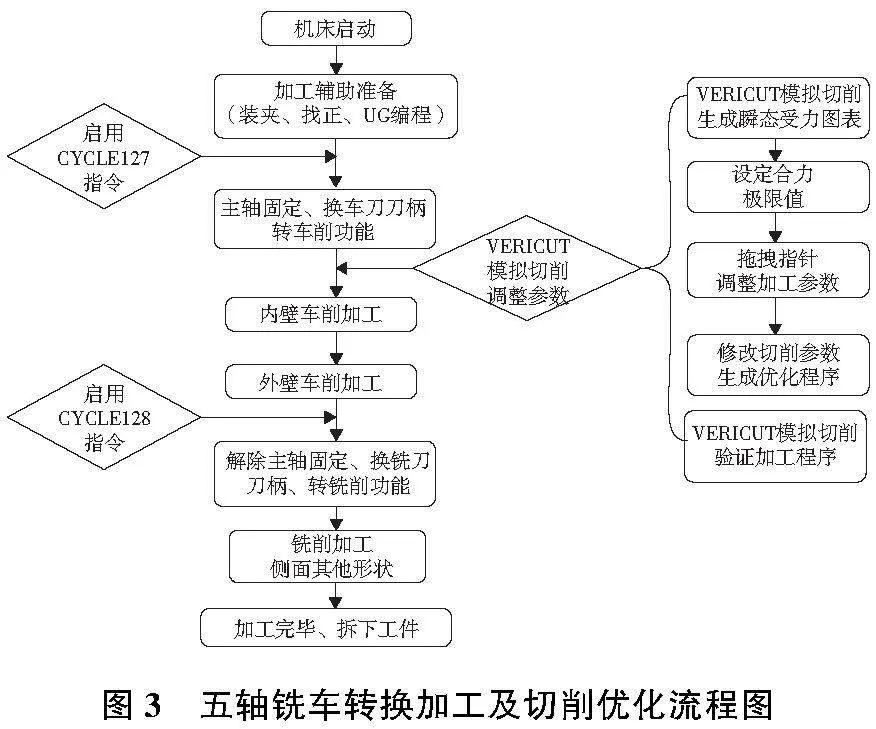
在銑、車兩種切削功能交替轉(zhuǎn)換使用過程中,原來的機(jī)床、工件和刀具相互間的受力情況發(fā)生改變,容易出現(xiàn)刀具運(yùn)用、切削厚度、切削寬度與切削進(jìn)給率之間不匹配造成的過切、欠切以及鋁合金零件局部變形等缺陷。并且由銑削轉(zhuǎn)為車削加工后,切削力的過大變化波動(dòng)還可能損害五軸機(jī)床的精度。因此需要運(yùn)用VERICUT模擬切削加工過程,修正優(yōu)化切削參數(shù),并運(yùn)用切削合力極限值約束優(yōu)化等功能,提高加工安全性并加強(qiáng)對(duì)貴重的五軸機(jī)床保護(hù),銑車轉(zhuǎn)換和ERICUT運(yùn)用流程如圖3所示。
1.2 銑車功能轉(zhuǎn)換宏指令運(yùn)用及缸套車削加工編程
電動(dòng)機(jī)缸套殼外形尺寸為130mm×160mm,質(zhì)量13.5kg,材質(zhì)為A356.2鋁合金,壁厚最小處為3mm。缸套與新能源汽車動(dòng)力系統(tǒng)其他多個(gè)零件相互裝配,側(cè)面有許多方向槽、孔等定位精度要求較高的形狀,需要一次裝夾后加工成形,為保證多個(gè)方向形狀的加工精度采用搖籃式五軸聯(lián)動(dòng)數(shù)控加工中心。如圖1(b)所示,機(jī)床的5個(gè)軸為x、y、z再加A、C 2個(gè)旋轉(zhuǎn)軸。編程時(shí)先用CYCLE128指令確認(rèn)當(dāng)前為銑削模式,再使用CYCLE127指令將機(jī)床轉(zhuǎn)為車削模式,其中電動(dòng)機(jī)缸套120mm內(nèi)壁車削加工程序如下:
啟用五軸機(jī)床的車銑復(fù)合功能進(jìn)行車削加工后,x、y和A軸均成為固定軸,機(jī)床暫時(shí)變成了立式車削中心。加工完成后,應(yīng)用CYCLE128后A軸恢復(fù)繞x軸拍動(dòng)功能,機(jī)床回到銑削加工狀態(tài)。
2 缸套車削加工的VERICUT切削優(yōu)化分析及應(yīng)用
VERICUT軟件不但能直接導(dǎo)入G指令程序和零件3D模型,代替CAM軟件仿真模塊進(jìn)行程序加工軌跡模擬,還能根據(jù)編程人員限定的切削合力或切削深度極限值,模擬加工程序運(yùn)行過程的機(jī)床受力情況,進(jìn)行切削力動(dòng)態(tài)圖表和切削參數(shù)優(yōu)化,并生成切削參數(shù)優(yōu)化匹配圖表和切削參數(shù)極限值選用圖表。編程者可根據(jù)模擬切削受力圖表結(jié)果,選擇合理的安全極限值,具體的工作過程如下。
2.1 鋁合金缸套車削加工受力分析
在進(jìn)行缸套零件的圓筒狀內(nèi)、外壁車削加工時(shí),會(huì)進(jìn)行長(zhǎng)時(shí)間的較大切削量加工作業(yè)。熔點(diǎn)較低、熱膨脹系數(shù)較高的鋁合金零件長(zhǎng)時(shí)間與刀具切削摩擦作用,容易發(fā)生應(yīng)力變形和過熱變形等缺陷,切削參數(shù)設(shè)置需要科學(xué)嚴(yán)謹(jǐn)[1]。機(jī)床轉(zhuǎn)變成車削加工狀態(tài)時(shí),雖然x、y和A軸均固定不運(yùn)動(dòng),但依然承受著強(qiáng)大的切削抗力,機(jī)床的切削抗力依然由x、y、z、A、C5個(gè)軸的切削抗力之和組成。運(yùn)用VERICUT進(jìn)行模擬切削時(shí),VERICUT軟件將五軸機(jī)床的剛性、加工零件的材質(zhì)、幾何力學(xué)模型、每個(gè)程序所用的刀具和切削深度等諸多因素的受力情況進(jìn)行擬合,生成五軸機(jī)床的銑削或車削加工合力模型并通過瞬時(shí)力學(xué)傳感器,以總切削力的圖表數(shù)據(jù)形式表現(xiàn)出來[2],如圖4所示。
2.2 VERICUT主軸受力極限值控制的優(yōu)化方式應(yīng)用
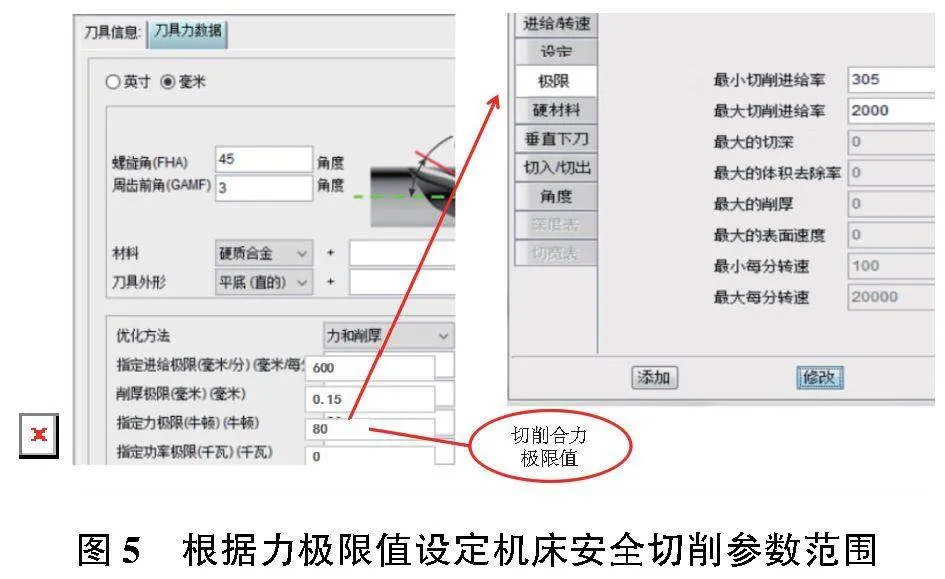
首先在VERICUT軟件中導(dǎo)入電動(dòng)機(jī)缸套零件圖和內(nèi)壁車削加工原始程序,并設(shè)定機(jī)床類型為五軸機(jī)床,加工材料為鋁合金;然后運(yùn)行程序生成受力圖表;再選擇切削優(yōu)化方法為力和切削厚度,根據(jù)VERICUT生成的切削力波動(dòng)圖表設(shè)定五軸機(jī)床切削總力極限值,對(duì)導(dǎo)入的原始程序進(jìn)行加工切削受力情況模擬[3];并根據(jù)模擬產(chǎn)生的結(jié)果優(yōu)化選擇合理的參數(shù),以達(dá)到機(jī)床切削合力全部限定在極限值之內(nèi)的要求。再反復(fù)修正模擬驗(yàn)證并生成最后的加工程序,如圖5所示。
VERICUT中的模擬力應(yīng)變感應(yīng)器可對(duì)五軸機(jī)床加工過程切削總力以及切削厚度等進(jìn)行動(dòng)態(tài)測(cè)量并形成圖表,編程者再根據(jù)系統(tǒng)的受力波動(dòng)情況修改切削寬度、切削深度、進(jìn)刀弧度和進(jìn)給速度。此種優(yōu)化方式適用于五軸機(jī)床粗加工切削余量變化較大的情況。如圖6所示,根據(jù)VERICUT初步模擬情況,將80N定為鋁合金缸套車削加工的切削合力極限值,分析超出切削總力80N極限值的加工軌跡部分發(fā)生原因,調(diào)整切削進(jìn)給量和進(jìn)給速度等參數(shù),保留極限值80N以下的刀路和設(shè)定應(yīng)用,減少機(jī)床主軸的切削力波動(dòng)。
圖6中1為優(yōu)化前機(jī)床主軸受力原始數(shù)據(jù)曲線圖,2為優(yōu)化結(jié)果曲線圖。編程者選定了切削總力極限值之后,運(yùn)用VERICUT生成切削參數(shù)優(yōu)化匹配圖表和切削參數(shù)極限值圖表進(jìn)行選擇和設(shè)定。如圖7所示,VERICUT優(yōu)化后產(chǎn)生的參數(shù)包括每次進(jìn)刀切削深度和主軸轉(zhuǎn)速范圍以及根據(jù)不同刀具大小得出的進(jìn)給速度最大及最小極限值范圍。編程人員通過拖拽指針動(dòng)態(tài)修改各參數(shù),得出綜合優(yōu)化結(jié)果,再依據(jù)指針范圍進(jìn)行車削編程切削參數(shù)設(shè)定,再通過多次調(diào)整模擬,即可得到合理優(yōu)化的參數(shù)組合。
3 結(jié)語
在搖籃式五軸機(jī)床上配置了力矩電機(jī)和主軸鎖定功能后,使用宏指令將五軸機(jī)床的C軸旋轉(zhuǎn)動(dòng)作和A軸旋轉(zhuǎn)動(dòng)作鎖定,可使機(jī)床成為立式車床對(duì)零件進(jìn)行車削加工,將復(fù)雜的軌跡編程變成簡(jiǎn)單的車削手工編程,實(shí)現(xiàn)對(duì)電動(dòng)機(jī)缸套內(nèi)外壁回轉(zhuǎn)體形狀的車削加工。通過VERICUT軟件模擬切削過程,可以運(yùn)用切削力、切削厚度極限值約束優(yōu)化的方法選擇最佳的加工工藝參數(shù),進(jìn)行安全、高效的五軸銑車復(fù)合加工。
參考文獻(xiàn):
[1] 張飛鵬,雒鈺花. 基于Vericut的動(dòng)梁龍門五軸銑床虛擬仿真研究[J]. 現(xiàn)代制造工程,2016(12):84-88.
[2] 吳志清. VERICUT虛擬機(jī)床技術(shù)在五軸加工中的應(yīng)用研究[J]. 機(jī)床與液壓,2016,44(16): 66-68,76.
[3] 馮松濤,吳玉厚,侯寶佳,等. 基于VERICUT的刀具切削參數(shù)的仿真優(yōu)化[J]. 制造業(yè)自動(dòng)化,2010,32(6):47-49,118.