基于PLC技術的鉆井管柱自動輸送系統設計
2024-08-31 00:00:00吳枝國薛程盛益劉鵬吳德慶
機械制造與自動化 2024年3期





摘 要:常規鉆井管柱自動輸送系統由于在模塊間缺少邏輯控制,導致鉆井管柱輸送成功率較低,因此設計基于PLC技術的鉆井管柱自動輸送系統。通過分析系統的基本功能需求,將PLC作為自動輸送系統的控制核心,通過供電滑觸線、管柱朝向檢測模塊、管柱翻轉模塊、管柱提升模塊和PLC控制模塊設計系統硬件部分,對模塊間進行邏輯控制;在系統硬件設計基礎上設計軟件部分,根據自動輸送系統的工作特點,對單根管柱與多層多列管柱的輸送路徑進行規劃,結合系統硬件完成自動輸送系統的設計。實驗結果表明:所設計的系統在不同輸送速度下的總成功率都在98%以上。
關鍵詞:PLC技術;鉆井管柱;自動輸送;系統設計
中圖分類號:TD41文獻標志碼:B文章編號:1671-5276(2024)03-0172-05
Design of Automatic Transportation System for Drilling String Based on PLC Technology
Abstract:For the low success rate of drilling string transportation due to lack of logic control between modules in the conventional drilling string automatic transportation system, the automatic transportation system of drilling string based on PLC technology is designed. According to the analysis of the basic functional requirements of the system, the PLC is taken as the control core of the automatic conveying system to design the hardware of the system by the power supply sliding contact line, the pipe orientation detection module, the pipe column turnover module, the pipe column lifting module and the PLC control module, and the logic control between the modules is carried out. Based on the hardware design of the system, the software part is designed. According to the working characteristics of the automatic conveying system, the conveying path of single string and multi-layer multi row string is planned, and the automatic conveying system is designed with the system hardware. The experimental results show that the total success rate of the designed system is over 98% at different transportation speeds.
Keywords:PLC technology; drilling string; automatic conveying; system design
0 引言
在鉆井管柱輸送工程中,當前大多采用人工定點輸送管柱的操作方式。該方式極大地限制了工作效率,同時存在輸送總成功率低的不足[1-2]。因此,迫切需要一套自動化程度較高的輸送設備來解決以上問題。目前常用的自動輸送系統有:文獻[3]提出的自動化鉆機管柱輸送控制系統,但該系統管柱輸送過程中的運算量較大,流程煩瑣,因此系統性能還有待研究;文獻[4]提出的基于路徑規劃的大容量鉆桿自動輸送系統,因該方法忽略了系統各參數變化的影響,故輸送效果較差。鑒于此,本文提出基于PLC技術的鉆井管柱自動輸送系統設計,利用PLC技術的可編程控制功能對系統的模塊部分進行邏輯控制,綜合提高系統輸送的總成功率。
1 鉆井管柱自動輸送系統總體結構
為確保地面鉆桿自動輸送系統研制成功,在系統總體架構設計時應滿足自動化程度高、可靠性和時效性強的要求。本文設計的系統主要包括機械和輸送兩部分,管柱自動輸送系統的機械部分主要包括管柱庫、管柱裝拆、管柱排放和管柱舉升裝置四部分。管柱排放裝置用于將已經接好的管柱按順序排放,方便取用;管柱舉升裝置可將管柱從地面水平狀態舉升至與鉆井平臺垂直的相應位置,方便鉆臺管柱處理裝置的操作[5]。以上各個裝置采取液壓傳動方式,監控系統通過對各個裝置液壓系統的控制,使各個執行機構按照預設程序執行相應動作;系統對不同位置傳感器采集數據判斷與分析,完成對整個系統狀態的實時監控,以便在系統出現故障時及時切換為手動控制模式或停機檢查,避免造成安全事故[6]。
2 系統硬件設計
系統硬件部分的設計是管柱輸送過程的自動化能否達到井場要求的主要因素之一。系統硬件部分主要包括系統供電滑觸線、管柱朝向檢測模塊、管柱翻轉模塊、管柱提升模塊、PLC控制模塊,能夠有效實現自動控制與狀態監視,節省人力和時間成本,提高井場設備自動化水平和安全系數。
2.1 系統供電滑觸線
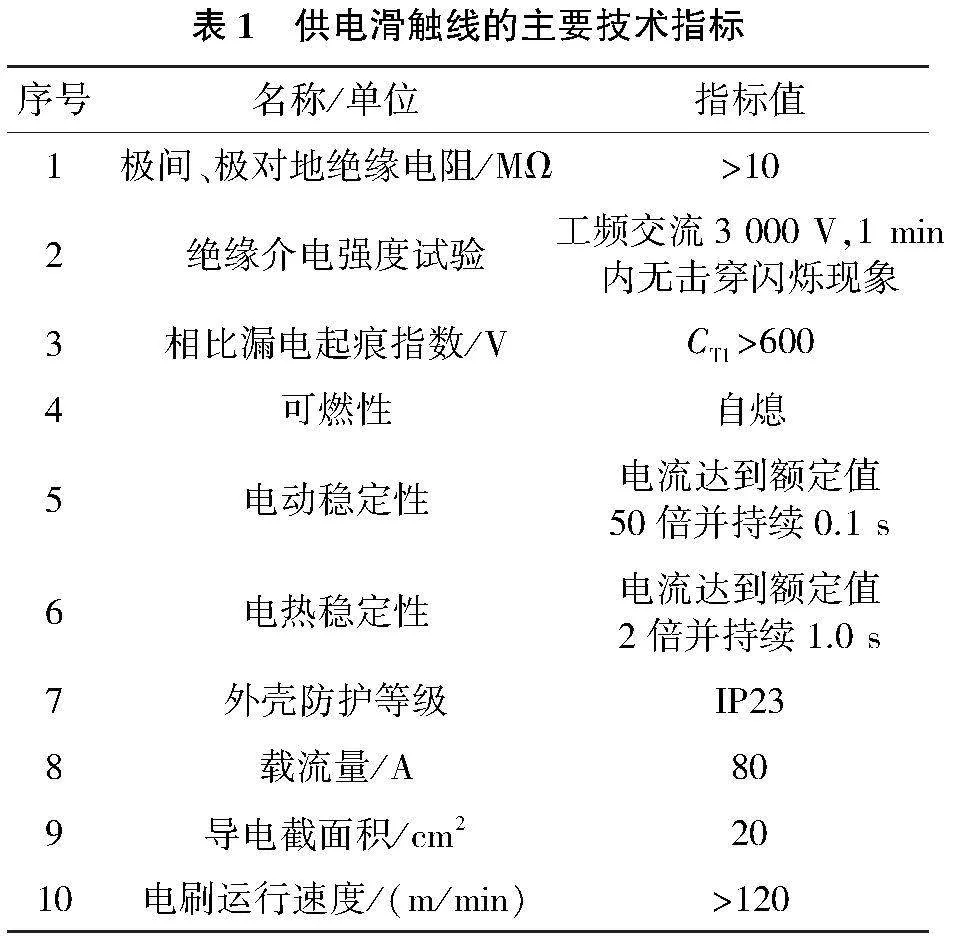
本系統在輸送過程中的供電方式為三相供電,選用型號為DHG-4-10的銅排滑觸線。為實現系統的便攜性以及考慮到用電的安全性,在滑觸線外圍設置兩臺三相交流變壓器。該變壓器可實現將380 V轉換為240 V的交流電[7]。滑觸線在240 V的交流電下為系統供電,同時,變壓器又將240 V交流電升壓至380 V,為PLC控制提供電能。供電滑觸線的主要技術指標如表1所示。
導電刷作為滑觸線的輔件,安裝用于系統輸送車運行的不銹鋼矩形軌道上方,從滑觸線處獲取到240V交流電后,通過鋁絞線將電能輸送到取電車的電源上,而電源插座將電能提供給系統的機械部分、管柱檢測、翻轉以及提升機構。為了保證電能輸送的流暢性,需要增大導電刷與滑觸線的過流面積。所以,導電刷的選型為銅基石墨的雙聯導電刷,其過流面積為50cm2,過流能力高達500A。由于供電滑觸線為銅基石墨壓鑄制成,所以具有極強的潤滑性,可提高導電刷的耐磨性和延長使用壽命。導電刷與其底座之間使用了彈簧,保證了其與線軌之間始終存有一定壓力,同時能夠自由伸縮,避免出現導電刷在返回管柱排放裝置時由于受力不均勻而產生斷裂的現象。
2.2 管柱朝向檢測模塊
朝向檢測的目的是檢測出管柱的朝向。根據兩個水平設置磁性傳感器感應的信號判斷平躺放置的管柱是大端朝向鉆井還是小端朝向鉆井,實現對平躺狀態的管柱朝向檢測[8]。管柱的大小頭朝向檢測程序流程如圖1所示。預先規定大頭鉆井的朝向狀態為正,將檢測結果記錄在事先設計好的專用數據區域中。當朝向為反時,則需要對翻轉模塊發出指令,對管柱執行翻轉動作并再一次檢測管柱朝向。若正常,則進行下一步操作。
2.3 管柱翻轉模塊
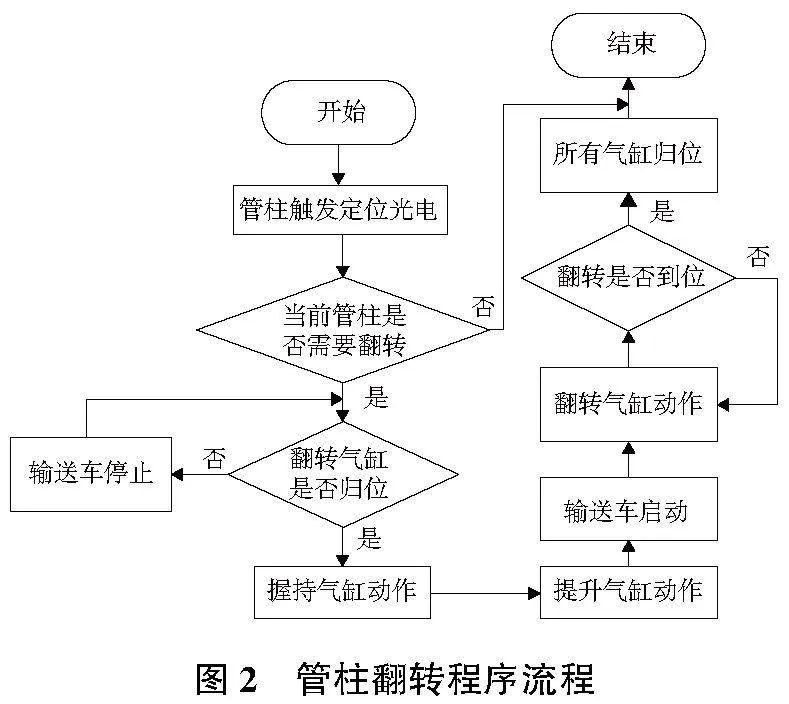
翻轉程序的目的是對管柱進行選擇性翻轉。首先讀取管柱的朝向狀態檢測結果,對比預先設置好的朝向,當朝向相反時,管柱則需要翻轉。翻轉時,握持氣缸、翻轉氣缸和提升氣缸這3個氣缸按照順序協調動作,翻轉程序流程如圖2所示。管柱翻轉模塊是下一道工序,用于識別提升管柱的位置狀態并進行修正操作,確保所有管柱位置狀態均與預先設置的狀態一致。當接收到來自管柱檢測模塊的翻轉命令時,PLC將會讀取此時的管柱位置狀態信息,核實與預先設置的狀態是否一致,若一致,則不執行翻轉動作,并垂直握持管柱,緩慢下放,之后立即啟動自動輸送車;若不一致,則進行翻轉操作。翻轉過程為:同時伸縮握持氣缸和提升氣缸,當管柱被提升至一定高度直到與自動輸送小車完全脫離后,伸縮翻轉氣缸,將管柱翻轉180°,之后所有氣缸同時伸縮,將翻轉到位的管柱放置于自動輸送小車上,接著松開管柱,這樣完成整個管柱翻轉動作。
2.4 管柱提升模塊
提升程序的任務是通過定位光電傳感器,將管柱從1.4m的自動收集輸送帶上提升到1.8m的主傳輸輸送帶上,提升程序流程如圖3所示。當管柱經過翻轉校正位置狀態,到達提升模塊后,該模塊的末端配有光電傳感器,傳感器被觸發后,輸送小車將自動停止輸送。管柱提升模塊包括兩套氣缸,分別用于提升和將提升上來的管柱推入到主傳輸傳送帶上。
2.5 PLC控制模塊
將PLC作為自動輸送系統的控制核心,利用其可編程控制功能,負責接收并處理系統硬件傳輸的信號數據以及各模塊間的邏輯控制。對輸入信號進行相應的預處理后,傳輸給模塊單元并輸出能夠控制驅動電路的信號,進而達到自動輸送的目的。
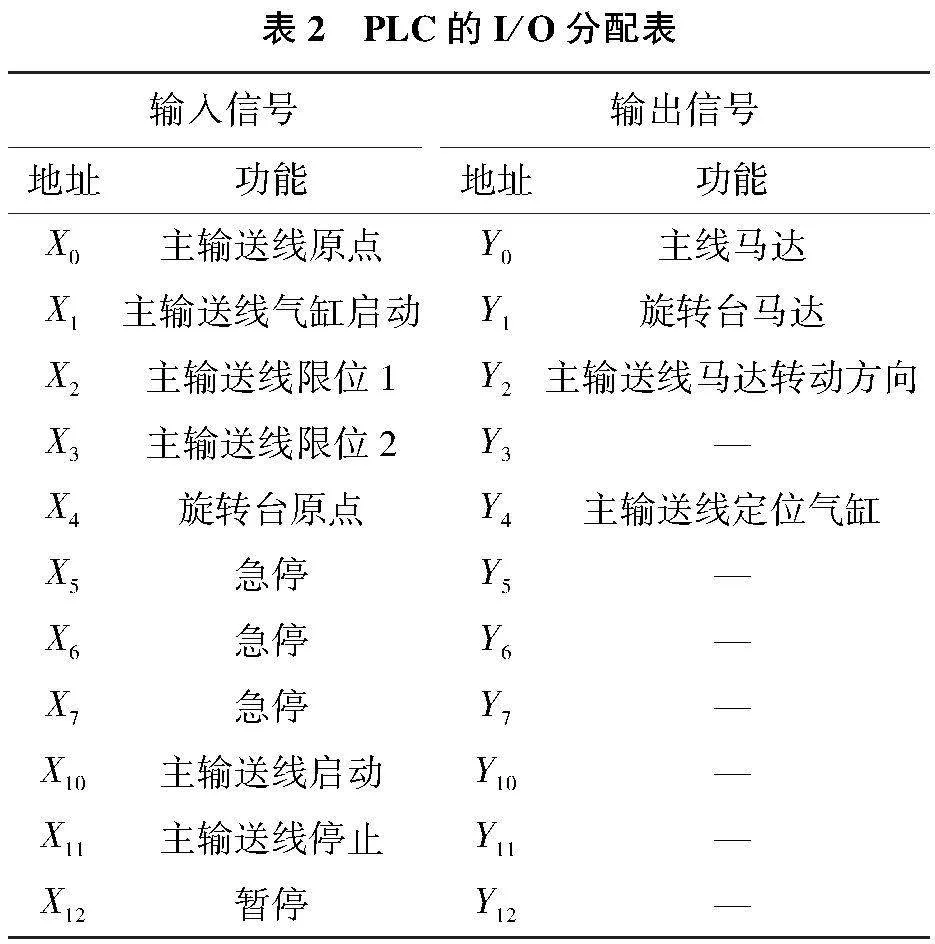
根據系統的需要,在滿足系統要求的前提下,選用性價比較高的CPM1A- 30CDR- A型號PLC,該型號PLC的輸入端子為18個,輸出端子為12個,其端子數量滿足系統要求且無大量端子剩余。PLC的I/O分配表如表2所示。
表2中輸入地址的輸入端子為系統啟動按鈕的信號輸入端子,輸出地址是自動輸送機系統主回路接觸器線圈輸出端子。輸入部分為系統啟動、系統停止、系統故障顯示、電路復位以及保護限位開關、解除輸入信號等。輸出和輸入部分與軟件部分均采用RS232通信。
實現鉆桿輸送系統的自動化,需要將各位置的限位開關、現場控制器、工作站以及軟件程序結合起來進行綜合考慮。通過對管柱朝向檢測模塊、翻轉模塊、提升模塊、PLC控制模塊以及供電滑觸線的設計,完成自動輸送系統硬件部分的設計。
3 系統軟件設計
基于上述系統硬件部分的設計,設計系統軟件部分,根據自動輸送系統的工作特點,對單根管柱與多層多列管柱的輸送路徑進行規劃,具體流程如下。
3.1 單根管柱輸送路徑規劃
根據自動輸送系統的工作特點,對于單根管柱的輸送路徑,其路徑起始點為初始放置位置,終點為提升模塊的輸送終點。因此,分別定義3個坐標系,即基準坐標系O、起始坐標系S和終點坐標系E。3個坐標系的原點均為管柱的質心,且鉆井方向為+x,向上提升方向為+y,垂直質心方向為+z。
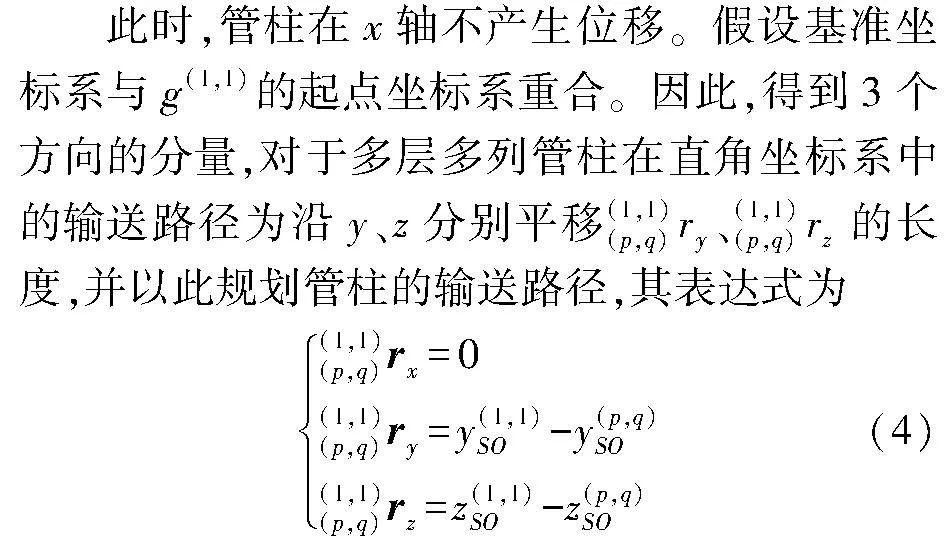
以基準坐標系為第一坐標系,即管柱在起始坐標系和終點坐標系上的位移量均是相對于基準坐標系而言的,故起始坐標系與終點坐標系在x、y、z軸上的位移分量是不相同的。因此,需將管柱的起始坐標系和終點坐標系沿基準坐標系的3個坐標軸分別進行平移。平移的路徑向量為
r=(xEO,yEO,zEO)-(xSO,ySO,zSO)(1)
式中:(xEO,yEO,zEO)表示管柱在終點坐標系中沿x,y,z軸的位移量;(xSO,xSO,xSO)表示管柱在起點坐標系中沿x,y,z軸的位移量。則得到管柱在直角坐標系中3個方向的位移,管柱在直角坐標系中的輸送路徑為沿x、y、z分別平移rx、ry、rz的長度,通過3個方向位移,規劃管柱的輸送路徑,其表達式為
3.2 多層多列管柱輸送路徑規劃
式中p、q分別表示管柱的列數和行數,且1≤p≤n,1≤q≤m。
根據上述規劃的單根管柱輸送路徑和多層多列管柱輸送路徑,完成鉆井管柱自動輸送,最后結合系統硬件完成自動輸送系統的整體設計。
4 系統測試
鉆井管柱自動輸送系統能夠自動將輸送車上的管柱取出并投入到鉆井中,大大提高了工作效率。為測試本文設計系統的工作效果,對系統進行性能試驗。
4.1 測試準備
整個系統輸送線主要分為5段設計,各模塊均依靠變頻器進行調速,實現各模塊順利、有序地進行。輸送線路示意圖如圖4所示。
輸送線1為自動收集模塊,其速度為V1,速度較慢;輸送線2、3分別為主傳輸1#、2#,其速度為V2、V3,速度較快;輸送線4為檢測模塊路徑,其速度為V4;輸送線5為提升模塊路徑,其速度為V5。自動收集模塊輸送線速度V1較慢,主傳輸皮帶輸送比較長,分為兩段,其任務是將收集好的鉆井管柱快速地輸送到下一道工序,且為了拉開管柱之間的距離,后一段輸送速度要大于前一段,即V2<V3;管柱檢測模塊的任務是將主傳輸輸送來的管柱進行朝向檢測,然后再進行提升。同樣,為了拉開管柱之間的距離,檢測模塊的輸送速度要大于提升模塊的速度,即V4gt;V5。管柱輸送過程中的動作參數如表3所示。
將表3中沿相同坐標系移動的參數值與管柱起點坐標相加,其中,正向取“+”,負向取“-”,實現輸送路徑的起點與終點的重合,消除了路徑偏差對測試結果的影響。
4.2 測試說明
試驗分為A區和B區兩個區域,在兩個區域中各隨機選取5根供鉆井管柱進行檢測,進行管柱高通量輸送系統聯機自動運行輸送試驗。A區選取的行號為9、14、65、80和111;B區選取的行號為18、24、51、100和138。試驗時,觀察鉆井管柱的提升和放置過程、管柱移動過程和各機械的運行狀態,同時對每根管柱送檢時間進行計時。試驗開始后,系統依次從管柱排放裝置中提取管柱并輸送到指定位置。
4.3 系統輸送效果實驗
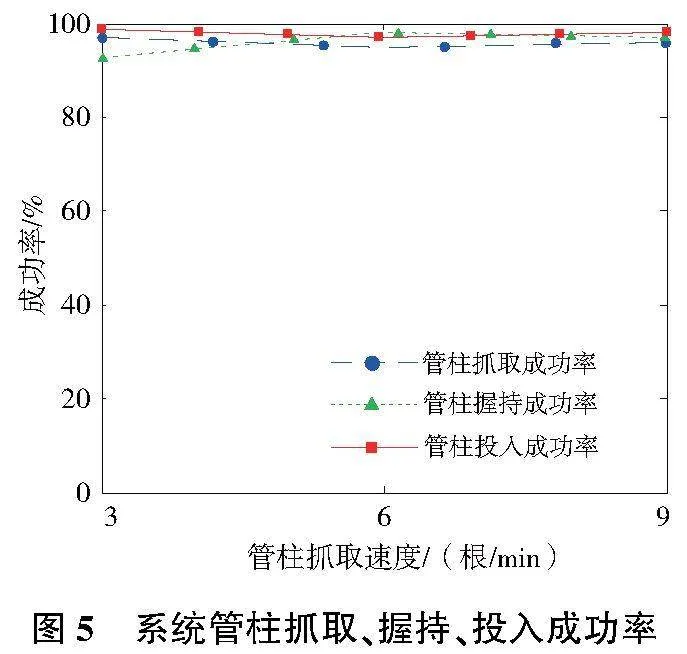
本文設計的鉆井管柱自動輸送系統的工作過程主要分為管柱抓取、管柱握持和管柱投入三部分,只有這三個環節全部完成才算成功。因此,在本試驗設計中,由專人分別統計抓取、握持及投入作業成功時的管柱個數,對其結果進行統計分析并得出相應的抓取成功率、握持成功率及投入成功率。
由于系統的作業成功率與輸送速度有關,因此,實驗中分別在3根/min、6根/min和9根/min這3個輸送速度下對系統進行測試,并統計輸送成功率。得到的各過程成功率統計結果如圖5所示。
根據圖5可知,本文系統的管柱抓取、管柱握持與管柱投入的成功率均達到了95%以上,成功率較高,具有實用性。
4.4 輸送成功率對比試驗分析
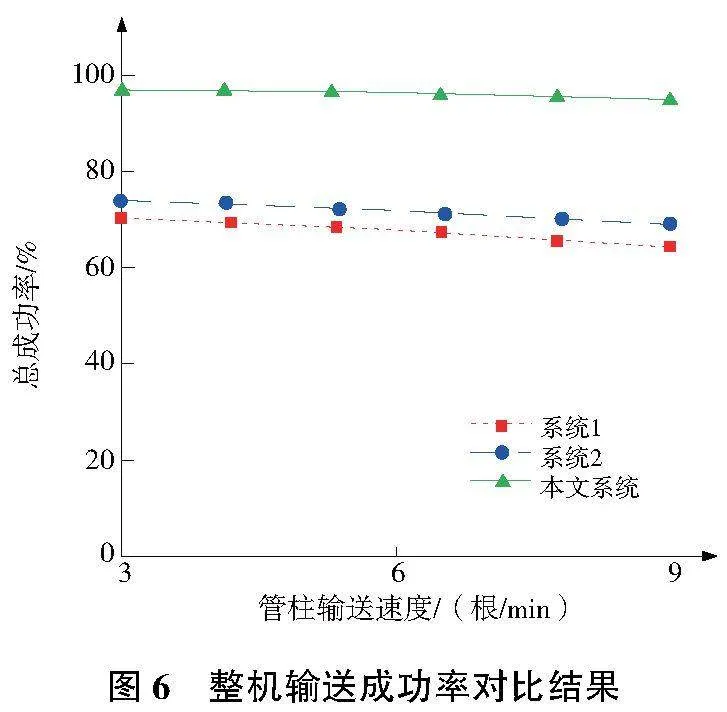
為更加直觀地體現出設計的系統整體性能的優越性,分別采用文獻[3]設計的自動化鉆機管柱輸送控制系統(系統1)和文獻[4]設計的基于路徑規劃的大容量鉆桿自動輸送系統(系統2)與本文設計的系統進行整機輸送成功率試驗,并對比分析結果,如圖6所示。
由圖6可以看出,本文系統的總成功率最高,這是由于本文設計的系統采用PLC技術,實現對系統的精細控制,不同輸送速度下的總成功率都在98%以上,明顯優于其他兩種系統,可滿足實際設計要求。
5 結語
本文利用性能穩定、可靠性高的PLC技術設計了鉆井管柱自動輸送系統。系統以PLC作為控制中心,實現硬件的輸入控制和軟件模塊的邏輯控制。經系統測試,本輸送系統運行良好,有效提高了系統自動輸送鉆井管柱的總成功率。
參考文獻:
[1] 劉媛. 基于PLC與組態軟件的工業生產線柔性加工自動控制系統[J]. 湖南文理學院學報(自然科學版),2022,34(4):31-37.
[2] 王娟,葛懿圓. 基于PLC和WinCC的電機變頻調速系統設計[J]. 工業儀表與自動化裝置,2022(5):38-41,57.
[3] 李建亭. 推扶式管柱自動化處理系統優化及發展建議[J]. 機械制造與自動化,2020,49(4):192-195.
[4] 王清峰,陳航. 基于路徑規劃的大容量鉆桿自動輸送系統研究[J]. 礦業安全與環保,2020,47(1):1-6.
[5] 謝國強,駱廣兵,王永濤,等. 基于PLC的半鋼智能分揀機器人控制系統的設計[J]. 橡塑技術與裝備,2022,48(10):63-66.
[6] 呂偉珍,金曉華. 開關柜自動鉚接的PLC控制系統設計與實現[J]. 自動化儀表,2022,43(9):40-45.
[7] 周志宏,周祺暢. 基于PLC的自動化控制系統的配置及組態分析[J]. 時代汽車,2022(17):13-15.
[8] 辛莉蓉. PLC通風機遠程監控系統設計與應用[J]. 山東煤炭科技,2022,40(8):146-148.