陣列天線自適應裝配系統設計
2024-10-25 00:00:00高鵬輝田威王長瑞廖文和
機械制造與自動化 2024年5期
關鍵詞:機械設計


摘 要:針對在傳統裝配模式下陣列天線存在裝配狀態不可知、裝配過程不可控、裝配一次成功率低等問題,在分析陣列天線裝配需求的基礎上,以模塊化的形式詳細設計一套陣列天線自適應裝配裝備,并對關鍵硬件進行選型與校核。設計并編寫系統裝配流程硬件控制方案與控制程序,結合Unity軟件開發簡易虛擬調試平臺,實現了硬件狀態實時同步、模型運動干涉仿真、三維仿真環境漫游等功能,驗證了機械設計和運動控制方案的合理性。
關鍵詞:陣列天線;裝配系統;機械設計;TwinCAT3;裝配仿真
中圖分類號:TH122" 文獻標志碼:A" 文章編號:1671-5276(2024)05-0259-05
Design of Array Antenna Adaptive Assembly System
Abstract:Aimed at the unknowable assembly status, uncontrollable assembly process, and low assembly success rate of array antennas in the traditional assembly mode, a set of array antennas adaptive assembly equipment was designed in a modular form on the basis of analysis of assembly requirements of array antennas, and its key hardware was selected and checked. The hardware control scheme and control program of the system assembly process were designed and written, and a simple virtual debugging platform was developed in combination with Unity software, which realized the functions of real-time synchronization of hardware status, simulation of model motion interference, roaming of 3D simulation environment, etc., and verified the rationality of mechanical design and motion control scheme.
Keywords:array antenna;assembly system;machine design;TwinCAT3;assembly simulation
0 引言
隨著“星鏈”、“一網”等國際低軌通信衛星的部署實施以及5G與低軌互聯網的融合,各國對太空基礎設施和服務的依賴性日益凸顯,同時對衛星數據傳輸能力的需求也日益增長[1-2]。基于衛星平臺的有源相控陣天線(active phased array antenna,APAA)突破了傳統天線孔徑小、增益低等難題,具有大口徑輕型結構及高增益、遠覆蓋距離、快速波束掃描等能力。相控陣天線以陣列天線為基礎,每個天線輻射陣元連接了對應的收發組件(transmitter/receiver,T/R),通過控制T/R組件中的移相器可以改變天線合成波束的發射方向及天線方向圖的最大指向[3]。
星載陣列天線服役環境特殊、在軌周期長,中等規模的天線由發射、接收等數十個分系統組成,元器件數量達百萬級[4],傳統的人工裝配效率低、返工量大且難以保證陣列天線裝配的一致性及最終的電性能。因此,亟需研制一種陣列天線自適應裝配系統,該系統采用多種傳感器及智能決策算法,從而保證陣列天線高質量、高效率的生產裝配。
1 陣列天線裝配項目需求分析
1.1 陣列天線組成與特征分析
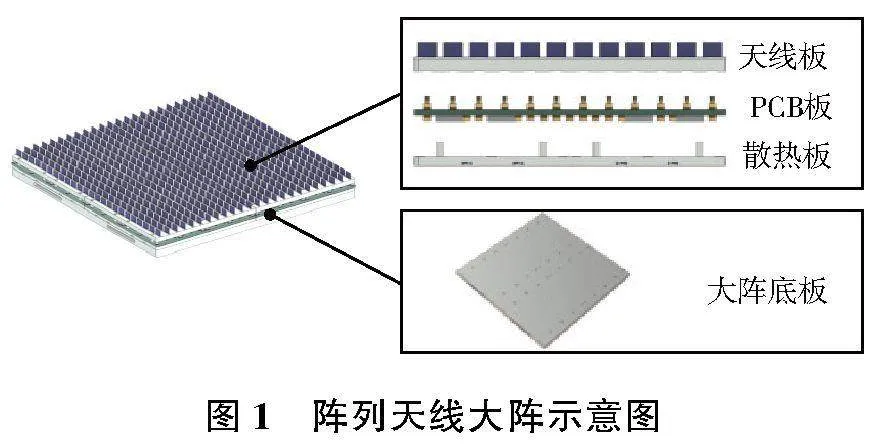
某型高精密一體化陣列天線采用子陣級布局,由成千上萬塊陣列天線大陣拼接而成,每個陣列天線大陣底板上安裝有4個子陣組件。天線子陣由散熱板、功能母板、天線板3層垂直裝配而成,如圖1所示。散熱板與天線板由高精度數控銑床對整塊鋁合金立方體進行加工而成,板體誤差對裝配的影響可以忽略不計,功能母板由印制電路板(printed circuit board,PCB)、芯片及SMPM等元器件組成。印制板的生產過程需要經過顯影、刻蝕、層壓、鉆孔等復雜工序,尺寸精度難以得到保障,PCB板元器件焊接的裝配方式加劇了元器件的位置誤差。
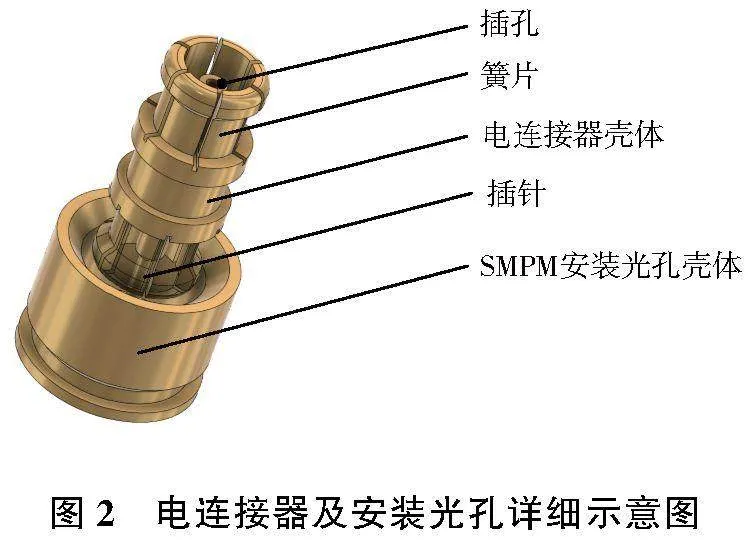
陣列天線子陣采用直式雙陰頭射頻電連接器傳輸天線板與PCB功能母板之間的信號,某型號的電連接器外形如圖2所示。電連接器主要由絕緣子、插孔、殼體等組成。殼體兩端的接觸頭采用6槽簧片結構的漲口工藝。插孔采用兩槽簧片的收口工藝,對應的SMPM安裝光孔內有插針[5]。在向光孔內安裝電連接器時,光孔插針需要插入電連接器插孔中,且不能使光孔插針發生形變。
1.2 自適應裝配系統設計要求分析
根據上文對系列化陣列天線結構的分析,可以得出陣列天線自適應裝配系統需要滿足以下設計要求。
1)通用性
系列化陣列天線產品子陣尺寸跨度范圍大、元器件分布無規律、電連接器型號多樣,這就要求自適應裝配系統具有良好的通用性,在不更改設計的前提下,盡可能裝配更多型號的天線子陣。
2)魯棒性
陣列天線自適應裝配系統的故障會直接導致陣列天線裝配停機,造成陣列天線交付延期。陣列天線裝配系統的設計,需要保證電連接器及螺釘自動供料順暢,末端執行器抓取及裝配穩定,子陣位置精度檢測準確,電連接器及天線插裝力-位控制精準。
3)智能化
印制電路板作為系列化陣列天線產品子陣的核心,由于焊接工藝原因,其上元器件一致性難以保證,陣列天線自適應裝配系統需要對待裝配的印制電路板等核心零件進行特征識別與特征匹配,確保零件在合理的容差范圍內。同時,系統在裝配過程中可以根據印制電路板的尺寸及形變、電連接器與螺釘孔的位置布局等特征對裝配流程做出合理規劃,自適應裝配系統同樣需要做到自裝配、自檢測,即通過末端執行器對電連接器、天線板、螺釘等進行裝配并采用視覺的方式對裝配結果進行檢測評估,針對其中裝配質量未達標的零件,通過智能控制算法采取相應的解決措施。
4)高精度
陣列天線子陣中的電連接器在裝配時需要將電連接器插孔準確套住光孔內的插針,單個電連接器裝配徑向容差為±0.15mm,軸向容差為±0.1mm;子陣裝配涉及到兩種規格以上的螺釘,自適應裝配系統需要對不同型號的螺釘進行高精度轉矩控制,保證螺釘擰緊可靠及由螺釘擰緊引起的PCB板形變在容差范圍內。
2 自適應裝配系統結構設計
2.1 系統總體方案設計
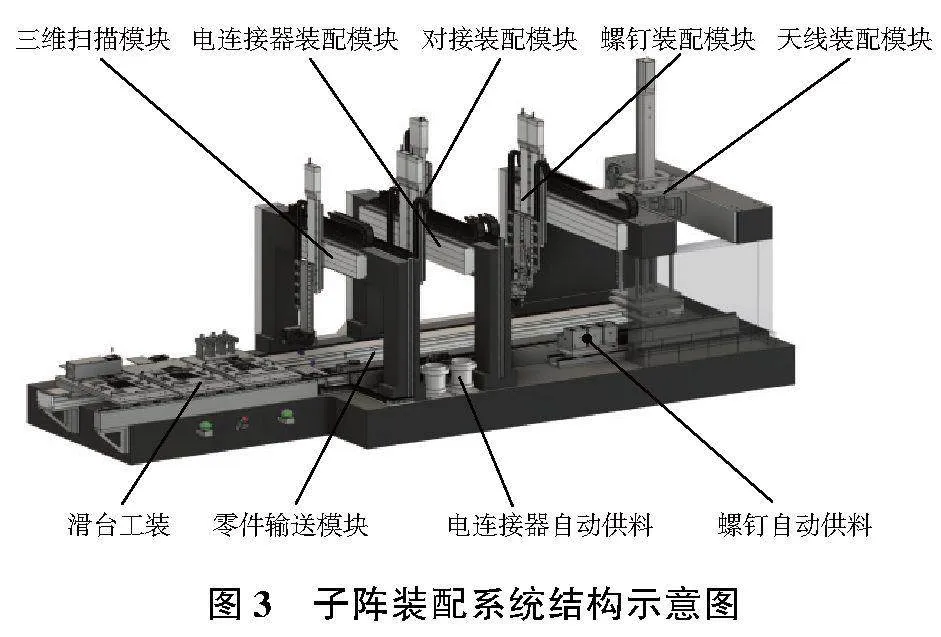
裝配系統是系統陣列天線自動化裝配的核心,本文以模塊化的形式對系統功能進行設計,系統主要包括三維掃描模塊、對接裝配模塊、螺釘裝配模塊、電連接器裝配模塊、天線裝配模塊與零件輸送模塊,如圖3所示。
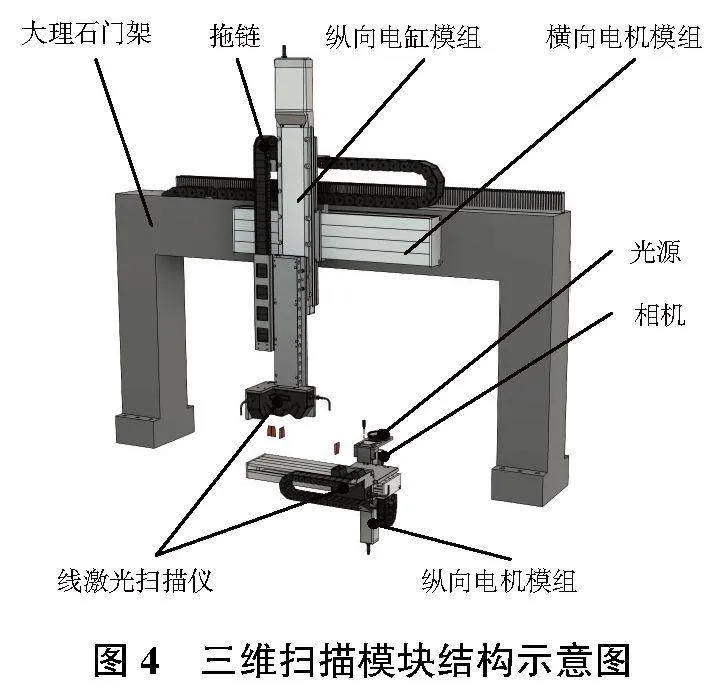
2.2 三維掃描模塊設計
根據陣列天線零件結構特點與掃描精度需求,設計了以大理石門架與直線電機模組為主體、線激光掃描儀為末端的三維掃描模塊,如圖4所示。某型號電連接器的插針直徑是陣列天線的最小設計尺寸,設備的檢測精度一般比最小可檢測尺寸小1個數量級,故以0.015mm作為三維掃描模塊的精度,根據奈奎斯特采樣定理,需將當前測量精度需求的1/3,即0.005mm作為最終采樣精度需求。
某型號陣列天線樣件的長寬均為156.5mm,根據檢測效率需求規劃分5次完成整個板面的掃描,故線激光掃描的測量范圍需要大于31.3mm,考慮到兩次掃描之間需要有一定的點云重疊以便后續的點云拼接,最終將測量范圍(寬度)確定為35mm。三維掃描模塊的結構類似于懸臂梁結構,故進行線掃時速度不能過快,當運動速度為50mm/s時,檢測樣件的總消耗時間為31.3s,滿足檢測效率的要求。
線激光掃描儀的內部坐標系一般將垂直于線激光且指向激光發射器內部的方向定義為z軸正方向,將投射出的激光線定義為x軸,將激光的運動方向定義為y軸。將測量范圍與測量精度帶入式(1)中可得出最小輪廓采樣數據數量為7 000,將y方向運動速度與y方向測量精度帶入式(2)中可得采樣周期為10kHz。通過查找相關產品手冊,綜合考慮高度方向測量范圍、價格、耐久性等因素,最終選擇了LJ-X8080 2D線激光測量儀,控制器采用型號為LJ-X8000ASO的3D開發版控制器,該控制器搭配所選的線激光可以實現最高16kHz的采樣頻率,滿足當前精度需求下的采樣周期要求。模塊中的直線電機模組采用帶有光柵尺的直線電機模組,經校核后滿足需求。
式中:Fov為線激光測量范圍,mm;Dx為x方向測量精度,mm;R為最小輪廓采樣數據量;H為采樣周期,Hz;v為y方向運行速度,mm/s;Dy為y方向測量精度,mm。
2.3 對接裝配模塊設計
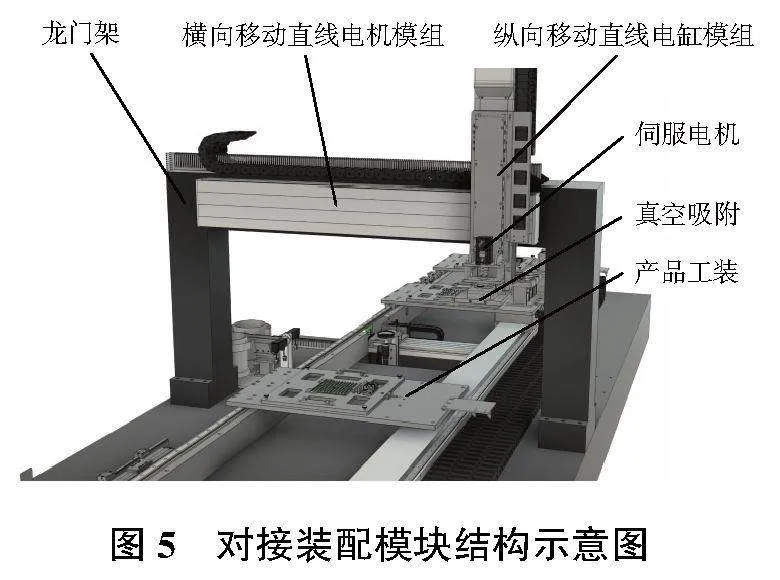
對接裝配模塊負責散熱板與功能母板多軸孔的同時裝配以及功能母板與天線板多電連接器的預裝配,故需要在保證足夠運動精度的同時,末端能夠提供一定的預裝配壓力,對接裝配模塊主要由大理石門架、直線電機模組、電缸模組、伺服電機、真空吸盤快換夾具、工業相機及其他結構連接件組成,如圖5所示。
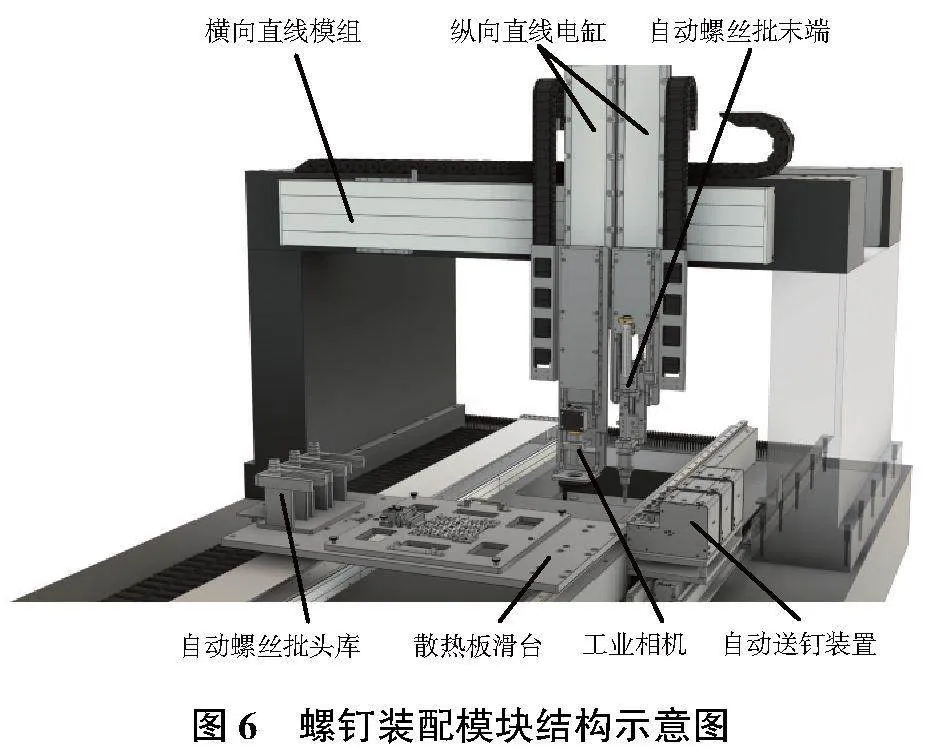
2.4 螺釘裝配模塊設計
系列化陣列天線產品采用螺釘搭配彈平墊的方式分別實現散熱板與功能母板和天線板的連接。為保證螺釘擰緊裝置運行的穩定性,選取ASG的螺絲批標準件作為末端執行器,通過更換不同型號的螺絲批頭來裝配陣列天線中不同型號的螺釘,并由相應的標準送釘機供應螺釘。螺釘裝配模塊結構如圖6所示。
2.5 電連接器裝配模塊設計
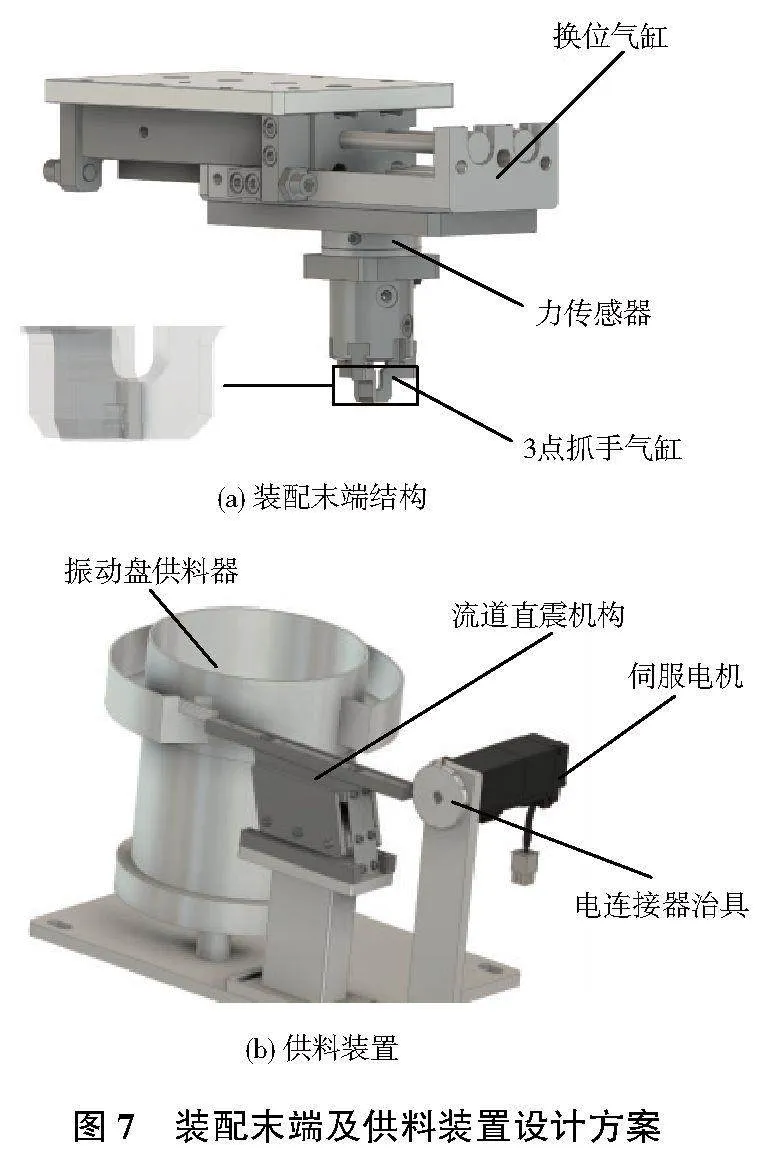
電連接器裝配是陣列天線裝配的核心環節之一,其裝配質量的好壞直接影響著陣列天線的電性能及后續天線板能否順利裝配。電連接器裝配模塊同樣以大理石門架為主體,通過直線電機控制裝配末端運動,根據電連接器的結構形式,設計了3點夾爪抓取電連接器,并在夾爪上方安裝力傳感器來對電連接器插裝過程中的插裝力進行實時監測。力傳感器安裝在換位氣缸上實現不同抓取位置的轉換,電連接器裝配末端結構如圖7(a)所示。電連接器采用改裝的振動盤進行供料,并由流道流入電連接器治具中,供料裝置如圖7(b)所示。
2.6 天線裝配模塊設計
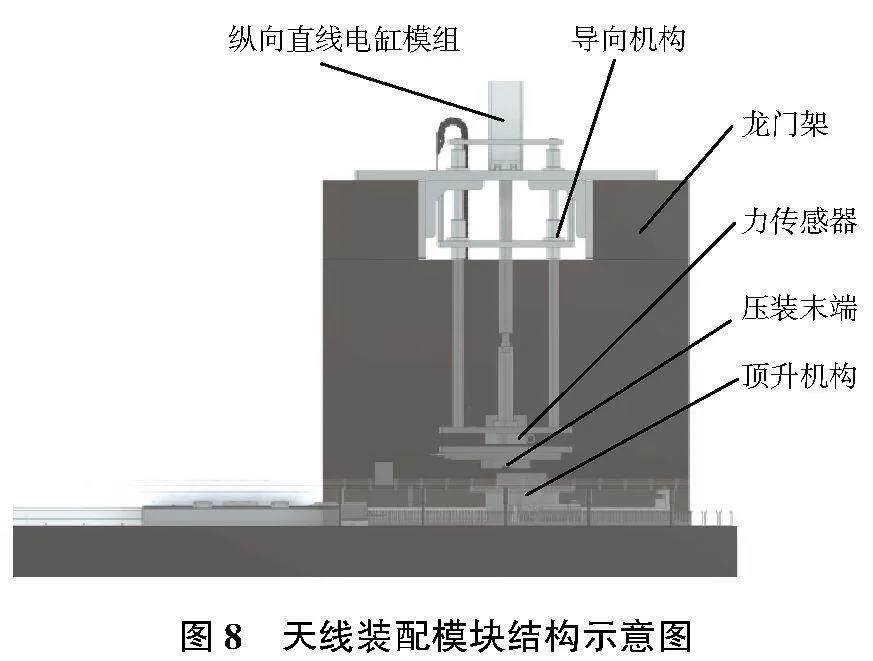
天線裝配模塊負責將預裝配完成的子陣組件壓裝至最終狀態,壓裝位移影響著電連接器在天線板上SMPM插座的插裝深度,最終影響著整個天線子陣的電性能。圖8所示為天線裝配模塊的結構,該模塊由龍門架、直線電缸模組、力傳感器、壓裝末端、頂升機構和導向機構組成。
3 硬件控制系統設計與仿真
3.1 硬件控制系統架構
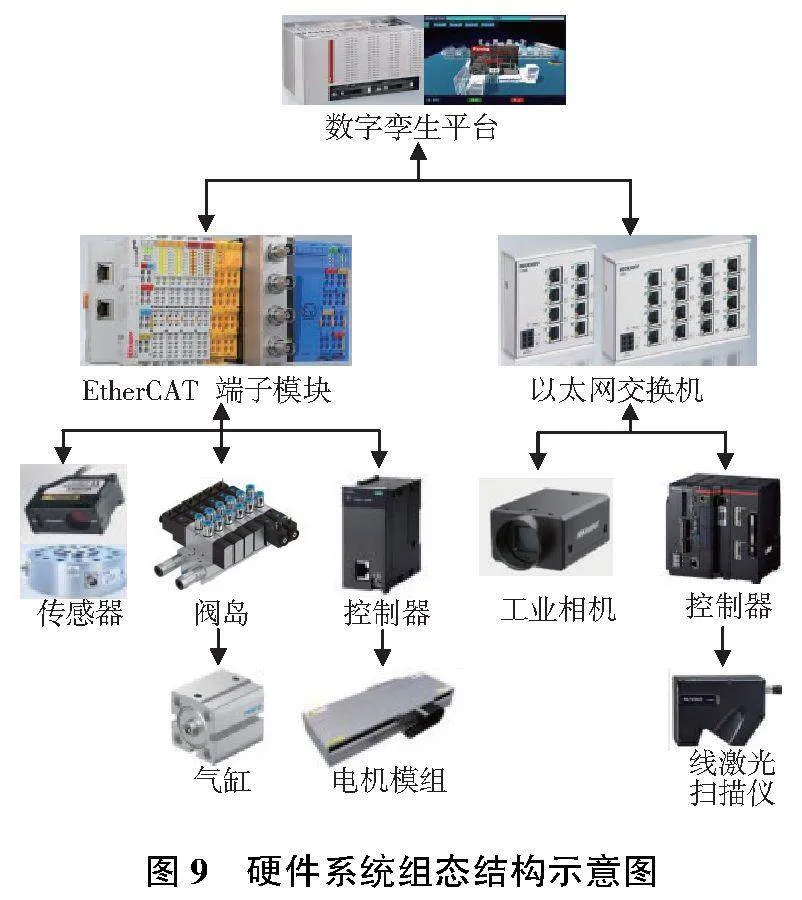
陣列天線自適應裝配裝備采用孿生平臺作為上位機、硬件控制系統作為下位機的控制方法,孿生平臺通過通信協議與硬件控制系統進行數據交互。本文采用工業自動化中常用的硬件控制方法,使用EtherCAT現場總線模塊與裝配裝備中電機驅動器、接近開關、位移傳感器、力傳感器、閥島等硬件進行通信,使用以太網作為相機、線激光掃描儀與孿生平臺的通信方式,使用工業自動化軟件作為硬件核心控制系統,軟件通過讀取當前端子模塊信號實現硬件狀態的獲取,并通過寫入控制字、控制變量等方式對硬件狀態進行控制,組態結構如圖9所示。
3.2 硬件控制系統設計
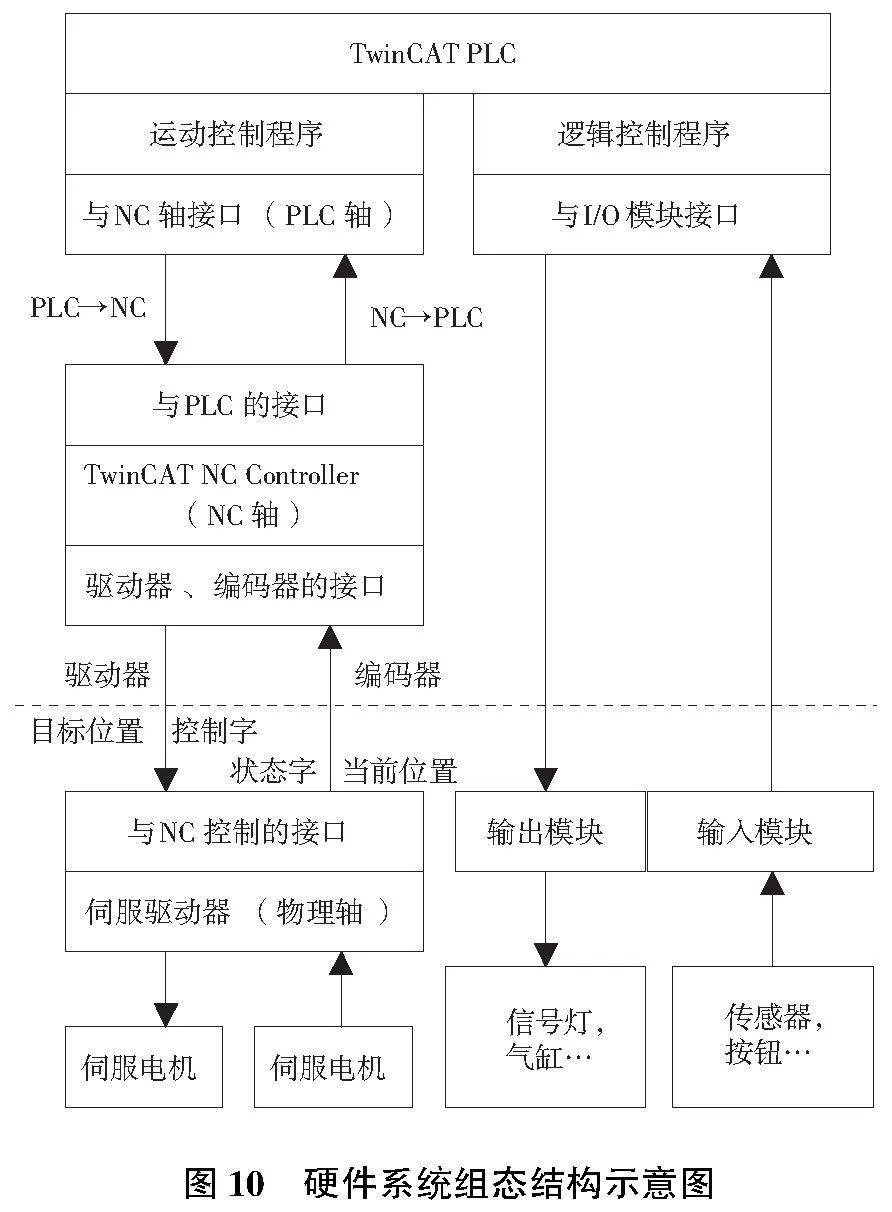
陣列天線各模塊主要是由直線模組或電缸組成的滑臺與相應的功能末端組成,硬件控制系統根據陣列天線智能化裝配流程對各模塊滑臺與功能末端進行運動控制。通常情況下,一個運動控制系統由控制器、驅動器及執行器3個關鍵部件組成。控制器是自動化系統的大腦,可根據所需的輸入信號控制執行器;驅動器是控制器與執行器之間的橋梁;執行器是運動控制的執行部分,例如直線電機、伺服電機等。本文采用倍福自動化最新的工業自動化軟件TwinCAT3作為陣列天線自適應裝配裝備硬件的軟PLC控制系統,一方面,采用結構化文本編寫陣列天線自適應裝配系統各功能模塊裝配流程控制子程序,軟PLC以一定的時間周期不斷刷新主程序中的子程序,由孿生平臺發送某個子程序運行信號,PLC捕獲該信號并跳轉執行相應的功能子程序,完成陣列天線相應環節的裝配工作;另一方面,通過TwinCAT自帶功能塊實現對陣列天線各功能模塊中的PLC軸的控制,并通過鏈接關系將對PLC軸的控制映射到NC軸上,NC軸再通過驅動與編碼器接口將控制傳輸到物理軸上。其中,PLC軸是在PLC程序中定義的軸變量,NC軸是在NC配置界面定義的Axis,物理軸是在I/O配置中掃描或者添加的運動執行和位置反饋的硬件[6],3層軸的交互關系如圖10所示。
3.3 系統運行干涉仿真
陣列天線自適應裝配裝備涉及到多個功能模塊的功能驗證與調試,為減少返工量、提高系統調試效率[7],在Unity 3D上開發了一套虛擬調試平臺,界面如圖11所示。該平臺可以根據用戶需求導入仿真模型,使用倍福ADS通信建立與TwinCAT軟件數據交互,通過實時更新PLC程序中電機、氣缸等硬件程序的狀態,實現PLC程序的運行可視化;平臺還在Unity自帶的網格碰撞器的基礎上編寫干涉碰撞檢測功能,以窗口的形式彈出仿真過程中發生干涉的模型名稱,可以通過場景漫游的方式觀察發生干涉處的細節,然后再根據具體原因修正機械設計方案或硬件控制的PLC程序。
4 結語
本文首先分析了高精度、一體化陣列天線的組成與特征,總結出陣列天線自適應裝配系統的設計需求;然后確定了自適應裝配系統的總體結構形式,并以模塊化的方式對陣列天線子陣裝配系統進行了結構設計;最后設計了陣列天線裝配系統硬件運動的控制架構,編寫了系統硬件運動控制程序,并基于Unity進行了運動控制程序仿真,驗證了系統設計的合理性。目前,該系統已經完成制造,正在進行調試。
參考文獻:
[1] 肖飛,鄭作亞,陸洲,等. 天地一體化信息網絡應用需求和模式的研究方法探討[J]. 中國電子科學研究院學報,2021,16(3):220-226,238.
[2] 田步寧,王博偉,李巖,等. 星載高集成度有源陣列天線現狀與展望[C]//第十三屆衛星通信學術年會論文集. 北京:中國通信學會衛星通信委員會,中國宇航學會衛星應用專業委員會,2017:16-21.
[3] 李靖,王金海,劉彥剛,等. 衛星通信中相控陣天線的應用及展望[J]. 無線電工程,2019,49(12):1076-1084.
[4] 郭華. 陣列天線綜合及子陣列劃分的研究[D]. 西安:西北工業大學,2015.
[5] 李明,孔祥龍. 一種高精度電連接器自動化裝配質量控制研究[J]. 電子機械工程,2021,37(4):47-50.
[6] 王少甲,高榮慧,翟華,等. EtherCAT技術在振動臺三臺陣同步運動控制應用[J]. 機械設計與制造,2018(12):168-171,176.
[7] 王金江,牛曉彤,黃祖廣,等. 數字孿生驅動的數控機床虛擬調試技術研究[J]. 制造技術與機床,2022(10):127-132.
猜你喜歡
機械工業標準化與質量(2023年6期)2023-09-26 06:43:34
建材發展導向(2021年18期)2021-11-05 09:19:30
活力(2021年4期)2021-07-28 05:35:10
湖北農機化(2020年4期)2020-07-24 09:07:20
湖北農機化(2020年4期)2020-07-24 09:07:16
湖北農機化(2020年4期)2020-07-24 09:07:12
湖北農機化(2020年4期)2020-07-24 09:07:12
建材發展導向(2019年10期)2019-08-24 06:25:34
電子制作(2018年8期)2018-06-26 06:43:40
山東工業技術(2016年15期)2016-12-01 05:31:51