220千伏以上變壓器/電抗器原材料組件質量控制
2024-12-25 00:00:00劉偉倫
消費電子 2024年10期
[關鍵詞]變壓器;原材料;組件;質量控制
引言
近年來,隨著經濟的蓬勃發展,我國的電力發電量和用電量規模持續擴大,電網建設進入快速發展的新階段,作為輸配電行業關鍵組成部分的變壓器制造業也迎來了密集供貨時期。此外,輸配電設備安全穩定運行的關鍵是保障質量。在此過程中,組件和原材料的質量控制是設備生產制造過程中至關重要的質量管控環節,其地位不容忽視。為此,變壓器、電抗器在產量增加的同時,確保產品質量成為首要任務。基于以上背景,本文深入分析了220千伏及以上的變壓器電抗器設備在主要原材料和組件方面存在的質量問題,并在此基礎上提出了一系列旨在加強細節管控的措施,以期進一步提高設備質量,確保設備在電網上的安全可靠穩定運行。
一、進廠檢驗和生產制造過程發現的質量問題
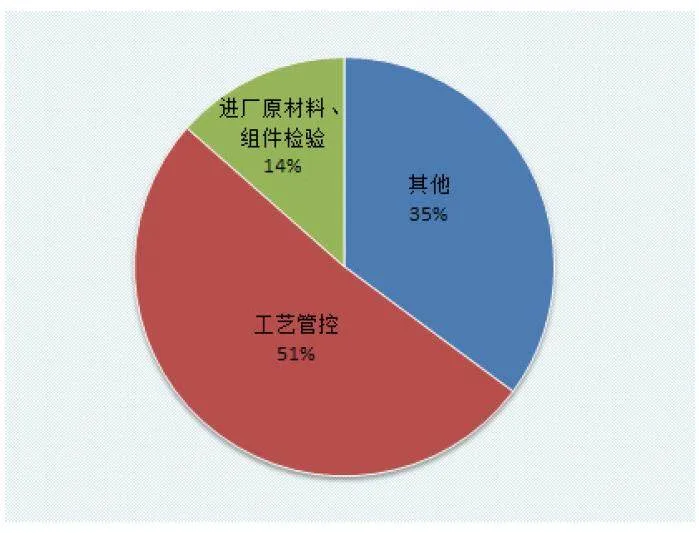
研究經過對220千伏及以上變壓器/電抗器生產制造流程的細致分析,系統性地歸納出其中存在的質量問題。具體而言,原材料及組件的質量瑕疵占據了總問題的14%,其他類型的質量問題占據了35%,工藝管控方面的問題占比高達51%,成為了影響產品質量的主要因素。通過進一步分析發現,進廠原材料組件的質量問題,在全年所有質量問題中位列第三大類,具體如圖1所示。提高變壓器的整體質量,需要從源頭上截斷不合格原材料和組件的流入,確保生產制造過程的順利進行。這不僅是變壓器質量控制的首要任務,還是保障產品安全、可靠、高效運行的關鍵所在。
在生產制造流程中,部分問題得到了及時的識別與處理,從而限制了其帶來的負面影響。然而,亦有部分問題未能及時察覺,直至試驗階段才顯露其不合格性,使得產品必須經歷返工過程,這對企業的生產成本、產品質量等多個維度均產生了較為顯著的負面影響。具體而言,問題中涉及組件類與原材料的比例最高,達到了46%,具體如圖2所示。由此可見,盡管原材料組件質量問題在總量上占比相對較少,其引發嚴重問題的比例卻最為突出。因此,針對220千伏及以上電壓等級的變壓器/電抗器,對其進廠原材料組件實施嚴格的質量控制措施,對于企業的整體質量管理工作而言,具有舉足輕重的意義。
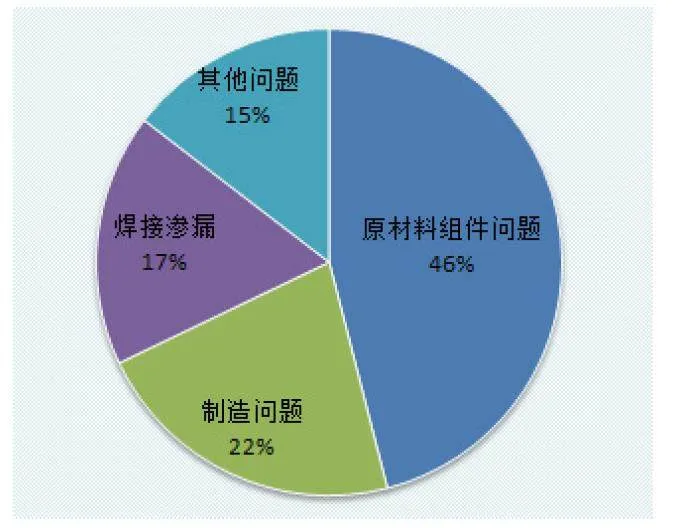
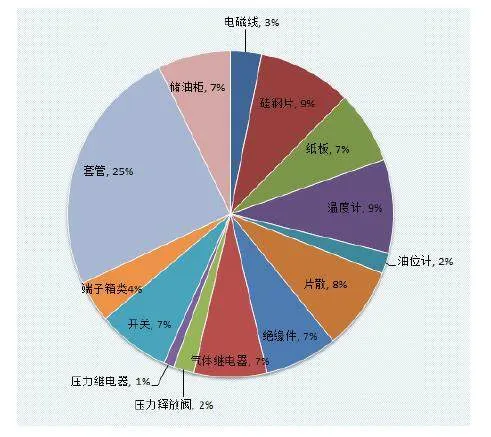
圖3的統計結果全面反映了各原材料及組件在生產制造過程中出現的質量問題分布情況。具體而言,在220千伏及以上所有變壓器/電抗器產品的完整生產制造流程中,套管的質量問題占據了總數的25%,是占比最高的部分。硅鋼片與溫度計各自占比9%,片散的問題占比為8%,同樣不容忽視。此外,儲油柜、紙板、絕緣件、氣體繼電器、開關等部件的問題均各自占據了7%的比例,顯示出一定的普遍性。端子箱類的問題占比為4%,電磁線的問題占比為3%,均處于相對較低的水平。油位計與壓力釋放閥的問題則各自占比2%。壓力繼電器的問題最少,僅為1%。
(一)套管主要質量問題
套管在入廠檢查和生產制造過程中發現的主要問題有:端子材質不符合技術要求、鍍層厚度未達到圖紙要求、套管出廠資料丟失、套管瓷套部位磕碰損傷、銘牌內容與試驗報告不一致、套管法蘭接地孔或末屏端子與圖紙要求位置不一致、內部性能局放測量超標等問題。
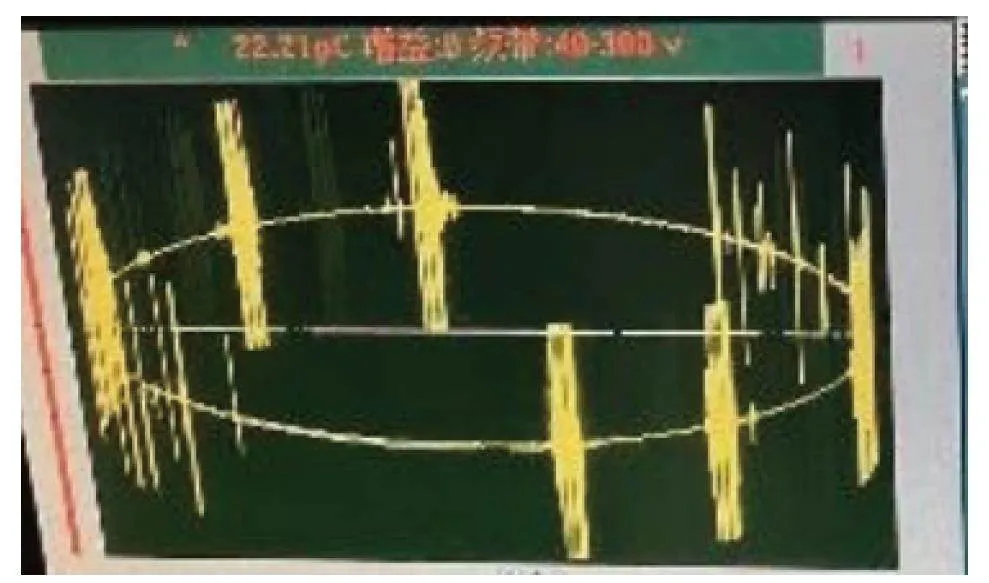
比如,在某產品的直流電阻測量試驗過程中,采用直流電阻測試儀對高壓A相直流電阻值進行檢測時,遭遇了無法獲取有效數據的情況。為深入排查問題,該產品被返廠處理,并進行了局部放電試驗,發現當試驗電壓逐步提升至6kV時,局部放電波形顯著表現為懸浮放電特征(如圖4所示),且局部放電量異常偏高,達到了900,000 pC。此數據表明該套管內部存在連接異常,具體為懸浮電位存在。隨后,針對A相套管進行了詳盡的內部解體檢查,檢查過程中,發現了套管內部結構存在明顯異常,具體表現為套管油中下端導電桿發生了斷裂,相關情況如圖5和圖6所示。


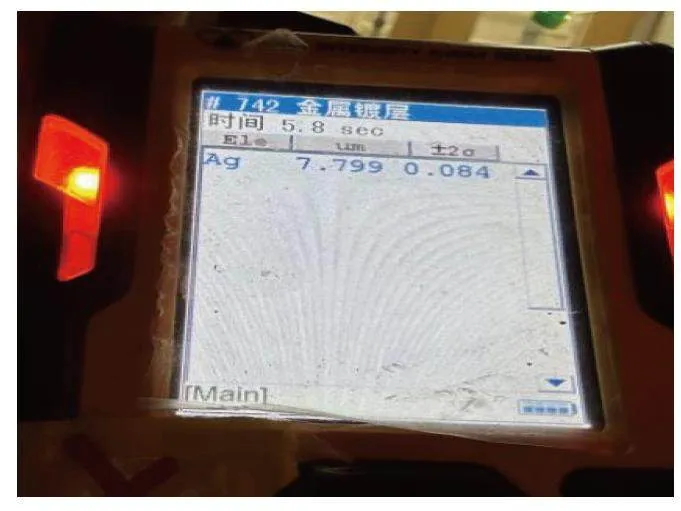
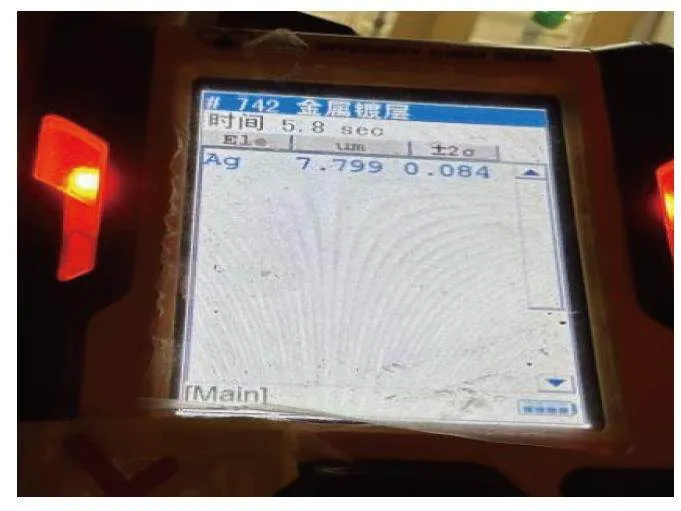
而在某個項目的檢驗過程中,針對某項目圖紙所規定的套管上、下接線板鍍銀層厚度為15 μm的要求。經實測驗證,實際厚度僅為7-9 μm,未能達到圖紙規定的標準(如圖7所示),存在明顯不符的情況。此外,在套管下接線板的鍍銀層表面,還發現了鍍銀不均勻的問題,并伴有露銅現象,這進一步影響了其質量符合性。
另外,在某項目的套管入廠檢驗過程中,發現瓷套瓷釉上存在一條長達27.74 mm的劃痕(如圖8所示),此缺陷嚴重影響了產品的外觀質量,判定為不合格品。
(二)硅鋼片主要質量問題
在硅鋼片的入廠檢驗及生產制造環節中,關鍵性問題主要包括表面銹蝕現象及剪切過程中產生的毛刺等。比如,某批次硅鋼片在進廠檢驗階段,由于其卷軸遭遇了顯著的撞擊損傷(如圖9所示),從而影響了硅鋼片邊緣的平面度,誘發了邊緣開裂及毛刺的產生,進而對變壓器鐵心制造過程中的疊片平整度構成了不利影響,并最終導致鐵心損耗的加劇。此外,在運輸過程中,還存在因包裝松動導致的物料受潮問題。這一問題在硅鋼片進廠檢驗時尤為顯著,具體表現為硅鋼片表面出現大面積銹斑(如圖10所示)。而通過對這一問題批次硅鋼片進行抽樣磁性能檢測后,發現其鐵損指標超出了既定的標準要求。


另外,硅鋼片切鐵設備經過長時間使用可能會出現刀刃鈍化等問題,從而導致其在使用過程中容易切出翹邊或毛刺,這不僅會大大降低切片效率,影響切片質量,還有可能引起硅鋼片片間短路的問題,甚至導致鐵心柱局部過熱。
鑒于硅鋼片在長時間儲存環境濕度大時,容易受潮導致生銹,因此硅鋼片從倉庫儲存到切片成型,準備生產使用階段,應嚴格控制廠房的干濕度;硅鋼片切片后應及時用塑料膜封存或表面涂防銹液。
(三)溫度計主要質量問題
溫度計主要存在以下質量問題:首先,某項目的繞組溫度計在進廠檢查中,其開關配置與圖紙要求不符。即圖紙明確要求配備5對開關,每對開關需具備三個接點,但實物為6對開關,且每對開關僅有兩個接點;其次,針對油面溫度計,圖紙要求毛細管外保護管材質為PVC,但實物為金屬材質且外保護管缺失;再次,在某項目繞組溫度計的測量中,圖紙要求溫包長度120 mm,然而實測結果僅為103 mm,與圖紙要求差距較大;最后,關于某項目油面溫度計的溫度顯示精度,技術要求明確指出數值誤差不大于±3℃,然而在設定溫度為75℃的條件下,實際顯示為83℃,大大超出了允許的誤差范圍。
溫度計不僅可以用于指示溫度頂層油溫,還可以在溫度超過設定值時,負責起動冷卻器驅動電動機和報警裝置。且溫度計采用的復合溫度傳感技術,能同時輸出Pt100熱電阻信號或達到油溫遙測遙控。因此,溫度計的溫度顯示誤差精度應嚴格控制在允許范圍之內。以確保設備的正常運行。
(四)片散主要質量問題
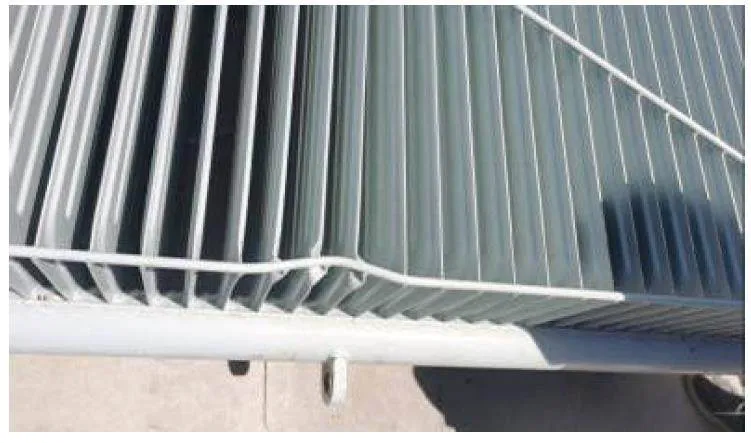
在入廠檢查和生產制造過程中識別出以下核心問題。首先,進廠檢驗揭示出部分片散存在表面磕碰現象,且漆膜厚度未能達到既定的合同或相關技術要求。其次,針對片散的注油工藝,特定項目要求抽取一組進行注油操作,并靜置30分鐘后取油樣,以檢測油樣在90℃下的介質損耗因數;然而,實際檢測結果顯示為2.1%,這大大超過了標準限定的1%,不符合技術要求。再次,關于某項目合同的漆膜厚度技術規格,明確規定漆膜厚度應不小于190 μm,但無論是出廠報告(120 μm)還是后續的實測結果(130~170 μm),均不符合技術要求。最后,在進廠檢驗某項目片散時,發現一組片散的加強筋及多個單片遭受了嚴重的磕碰與損壞,如圖11所示,其外觀質量顯然未能達標。
(五)絕緣紙板、絕緣件的主要質量問題
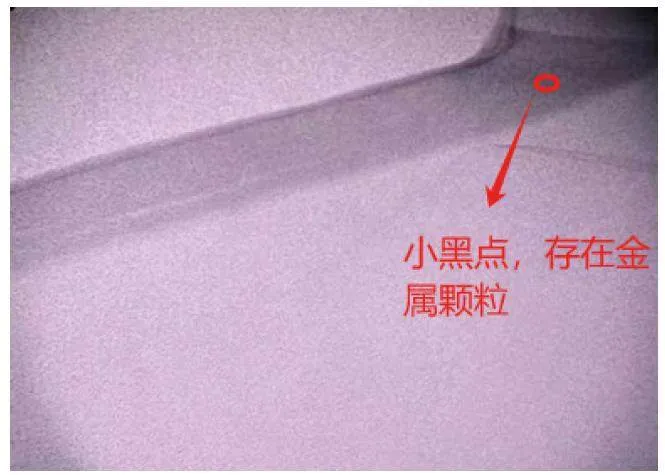
絕緣紙板、絕緣件在入廠檢查發現的主要問題有運輸包裝保護不當,導致成型及異形絕緣件及紙板彎折、破損、臟污、受潮等問題。生產制造過程也存在因存儲、保護不當對絕緣件造成的污染,具體表現在:某項目絕緣圈上有一貫通的缺口,缺口寬約2 mm,深約3 mm(如圖12所示);某項目一批絕緣件在進廠檢驗X光時發現有一件內部存在小黑點(如圖13所示),且絕緣件中有金屬異物,不符合要求。一般而言,絕緣件是決定變壓器絕緣裕度的關鍵材料,絕緣件發生質量問題很容易引發變壓器試驗不合格,從而在絕緣試驗中產生局放或擊穿等危險情況。另外,還存在某批瓦楞紙板進廠檢驗發現沿厚度方向開裂的情況(如圖14所示)。


二、主要原材料組件質量控制措施
(一)套管質量控制
控制套管質量應該著重關注局部放電量、介損、電容量、尺寸、外觀質量等等主要技術參數指標。為此,在套管進廠檢驗和生產使用過程中,需要重點檢查以下內容:1.檢查套管合格證及試驗報告是否齊全、有效,內容應符合合同、相關技術文件及標準要求。2.確認安裝尺寸及外形尺寸符合圖紙及其他規定。3.檢查瓷套部位有無磕碰、損傷;4.關注套管金屬部位有無尖角、毛刺、開裂、氧化或損傷等現象,表面是否光滑、無銹蝕;接線板表面是否光滑,無損傷、氧化等現象,鍍層是否均勻、無脫落;法蘭密封面是否光滑、潔凈、無損傷。5.檢查銘牌內容是否正確且與試驗報告一致,是否符合合同、相關技術文件及標準要求。6.根據項目特殊要求進行檢查,必要時測量套管的介損和局部放電量。7.套管轉運、拆裝過程中應檢查作業防護措施,避免套管磕碰。8.長期存放時應嚴格按照套管廠家規定處理。
(二)硅鋼片質量控制
硅鋼片應該著重關注最大鐵損P1.7(W/kg)、最小磁極化強度B800 (T)、尺寸偏差、涂層電阻系數和涂層附著力等主要技術參數指標。在硅鋼片進廠檢驗和生產使用過程中,需要重點檢查以下內容:1.每卷都要有質量證明書,且內容齊全有效,各項指標要符合合同和相關標準要求。2.檢查外觀,表面應光滑,不得有銹蝕、孔洞、折痕、氣泡、分層或重皮等缺陷,絕緣涂層應均勻,附著性好,不得有脫落現象。3檢查尺寸的片厚、片寬、毛刺、平面翹曲度尺寸偏差等是否符合技術要求。4.檢查磁性能是否滿足技術標準。
(三)溫度計質量控制
溫度計應該著重關注外觀質量、安裝尺寸、溫度顯示值和絕緣試驗等主要技術指標。
在溫度計進廠檢驗和生產使用過程中,需要重點檢查以下內容:1.試驗報告和說明書內容是否正確、齊全且有效符合要求。2.檢查外觀有無損傷,銹蝕等缺陷,型號和表頭刻度范圍是否與圖紙相符。3.將溫度計傳感器插入恒溫水槽中(溫包全部浸入),水槽加溫至恒溫以校驗溫度計示值精度。4.檢查溫度計開關與接地端子間絕緣電阻是否滿足技術要求。5.檢查溫度計安裝尺寸、溫包尺寸、毛細管尺寸等。
(四)片散質量控制
溫度計應該著重關注集油管內部清潔度、尺寸、外觀等主要技術參數指標。
在片散進廠檢驗和生產使用過程中,需要重點檢查以下內容:1.試驗報告內容應齊全、正確且有效,報告內容應符合合同、圖紙和相關技術標準。2.檢查外觀有無損傷,脫漆、生銹等損壞現象,表面漆膜或熱鍍鋅層是否均勻平整,厚度和顏色是否符合要求。3.檢查尺寸應符合合同、圖紙和相關技術標準。4.檢查片散集油管內部清潔度是否符合要求,保證清潔、無異物。
(五)絕緣紙板、絕緣件質量控制
絕緣紙板、絕緣件應該著重關注電氣強度、緊度、抗張強度、伸長率、收縮率、水抽提液電導率、體積電阻率、表面電阻率、吸油率等主要技術指標。
在絕緣紙板進廠檢驗和生產使用過程中,需要重點檢查以下內容:1.檢查廠家報告和合格證是否齊全,試驗數據是否符合技術標準。2.對于有特殊要求的產品用紙板,理化試驗指標應進行入廠抽樣復測或抽樣送第三方檢定。3.紙板進廠應檢查紙板包裝是否完好,單板紙板是否平整,厚度是否均勻一致,切邊是否整齊潔凈,無翹曲、鼓包、壓痕、壓折、表面裂紋等現象。
在絕緣件進廠檢驗和生產使用過程中,需要重點檢查以下內容:1,檢查試驗報告是否內容正確、齊全且有效,符合標準或合同要求。2.絕緣件內外是否表面平整,厚薄均勻,色澤基本一致,無皺褶,無明顯凹凸、氣泡、粒塊、孔洞、雜質和污染斑點,無分層、縫隙和裂紋等缺陷;其邊緣是否平滑,無尖角毛刺、炭化現象;是否保持清潔,無塵埃或其它異物污損痕跡。3.對線圈和器身裝配關鍵部位的絕緣件進行X光檢驗,確保其合乎標準。4.絕緣件轉運、安裝過程中是否嚴格按照工藝標準執行。
(六)質量管控措施
隨著全球化的發展,提高變壓器產品質量,適應國際市場需求是重要的行業發展方向。因此,對于變壓器/電抗器的外購組件和原材料質量都需要進行嚴格管控。從供應商的評審與認定,到組件和原材料的進廠檢驗,再到設備生產制造,建立一個全過程的質量控制措施(如圖15所示)。為此,應在外購組件和原材料之前,組織相關技術部門,聯合對各品類供應商進行嚴格的評審與認定,對供應商提供的質量體系認證證書及近五年產品檢測報告等材料文件、供應商的生產現場環境和生產能力進行考察,最終確認供應商并納入合格供方。
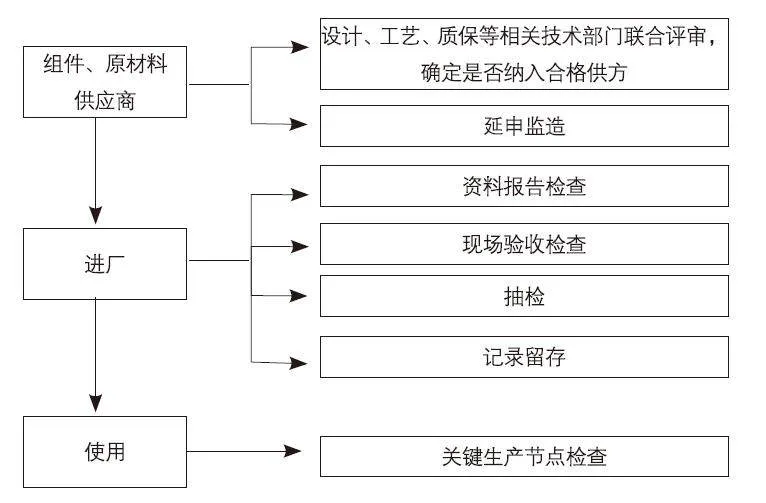
輸變電設備生產廠商應當對已被納入合格供應商名錄的供應商,實施延伸駐廠監造措施。在此過程中,設備生產廠商需精心編制關鍵組件及原材料的延伸監造計劃以確保對產品質量的全面把控。設備監造廠商有權依據自身的生產進度安排,定期指派專職人員,前往各供應商處執行延伸檢驗任務,以確保所采購物資的品質符合既定標準。
外購的組件及原材料運到輸變電設備生產廠后,需要對進廠的物料開展具體檢驗工作。工作主要涉及對物料的資料報告進行檢查,檢查套管、氣體繼電器、壓力釋放閥、溫度計等組件的外觀尺寸及電氣性能是否符合技術要求;對硅鋼片、絕緣紙板、絕緣件、電磁線等原材料進行取樣抽檢,做理化檢驗,檢驗關鍵性能指標是否達標等。此外,還要對記錄測得的關鍵數據進行留存。
結語
本文總結分析了220千伏以上變壓器/電抗器所用組件及原材料在進廠檢驗和生產制造過程中出現的顯著問題,并針對這些問題提出了對各物料的質量控制標準與相應措施。實施以上質量控制措施,能夠及時識別并處理存在質量問題的原材料與組件,將問題消滅在萌芽狀態,從而避免質量不合格品流入220千伏以上變壓器/電抗器的生產制造流程中,顯著提高質量管控的效率水平。
猜你喜歡
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
通信電源技術(2018年3期)2018-06-26 06:33:30
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
科技視界(2016年20期)2016-09-29 13:11:33
科技視界(2016年20期)2016-09-29 13:10:51
科技視界(2016年20期)2016-09-29 13:10:08
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46