高壓線束支架多工位連續模設計
2024-12-31 00:00:00王富春蒙以嫦關來德蘇治德
科技創新與應用 2024年20期


摘 "要:該文分析高壓線束支架的沖壓成形工藝及排樣方法,闡述該連續沖裁模的結構及工作零件的加工方法,凹模采用鑲拼結構,節約模具鋼,零件加工難度降低,制造成本降低。實踐證明,該模具結構合理,沖件質量穩定,較好地滿足沖件精度和批量生產的要求。
關鍵詞:沖壓工藝;排樣;連續模;直通式;高壓線束支架
中圖分類號:TG385 " " "文獻標志碼:A " " " " "文章編號:2095-2945(2024)20-0127-04
Abstract: The stamping forming technology and layout method of the high voltage wire harness bracket are analyzed, and the structure of the continuous blanking die and the processing method of the working parts are described. The die adopts the insert structure, which saves the die steel and parts processing difficulty and the manufacturing cost. The practice shows that the structure of the die is reasonable, the quality of the stamping parts is stable, and meets the requirements of stamping precision and mass production.
Keywords: stamping process; layout; continuous die; straight-through type; high voltage wire harness bracket
汽車的高壓線是通過點火線圈傳輸電能以供火花塞點火作用,從而讓發動機做功的一種帶有“絕緣”裝置的“導線”,能在較高、低溫度下有良好的絕緣性和內部傳輸與導電功能。高壓線束支架屬汽車內部零件,主要用來固定高壓線束,結構比較簡單。要求外觀無毛刺,剛性強、孔距精度高。本文就該產品的形狀特點和成形性進行分析,確保產品質量,并對其沖壓工藝性、排樣設計及模具結構設計作了剖解。
1 "零件沖壓工藝性分析
圖1為高壓線束支架,材料為BLC沖壓用冷軋鋼,料厚2 mm,年產量6萬件。材料抗拉強度大于等于270 MPa,屈服強度140~270 MPa,斷后伸長率大于等于36%,含碳量小于等于10%,沖壓成形性能好。該零件形狀為L形,左側有Φ9 mm孔2個,異形孔10 mm×7 mm1個,右側有Φ6 mm孔1個,孔與孔之間距離的尺寸公差為IT7級,其余為未注尺寸公差,合適采用沖壓加工。該沖件如采用單工序生產至少需要2副模具,設備占用率高,生產效率低,而且基于該零件的特殊形狀,還存在沖件定位難度增加,沖件精度不高,操作麻煩、不夠安全等問題;如采用復合模則存在凸凹模強度不足的問題。針對該零件的形狀結構,設計了一副5個工位的連續模,以確保安全生產,有效提高生產效率和沖件質量,降低產品成本。
2 "排樣設計
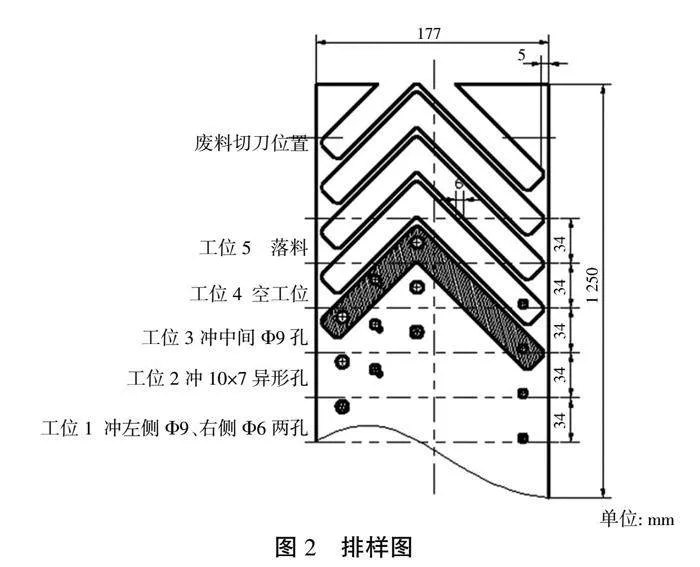
由于零件形狀為典型的L形,采用單排斜排的排樣方式可以提高材料利用率,排樣時還考慮了以下因素。
1)為了便于后續工序定位可靠、準確,減少累積誤差,提高沖件定位精度,優先安排沖左側Φ9 mm、右側Φ6 mm兩孔,作為后續各個工步導正和定位的工藝孔。
2)條料兩側設計了雙側載體,目的是為了提高條料的強度和剛度,確保工序件在整個生產過程中平穩送進及沖裁的正常進行。
3)為提高沖件精度,減少積累誤差,在保證凹模強度的情況下,工位數盡量減少,各工位間應排列緊湊,故該設計僅安排了3個沖孔工位、1個空工位、1個落料工位,共5個工位。
綜上所述,為降低產品成本,操作簡便,該沖件采用雙側載體、單排斜排的排樣方式,排樣設計如圖2所示,條料寬度為177 mm,側搭邊5 mm,工件之間搭邊6 mm,步距34 mm。沖裁工序:①沖左側Φ9 mm、右側Φ6 mm兩孔;②沖10 mm×7 mm異形孔;③沖中間直角處Φ9 mm孔,④空工位⑤落料。條料下料尺寸為1250×177×2.0件,材料利用率為64.4%[1-2]。
3 "模具結構設計
根據排樣設計,該模具結構總裝圖如圖3所示,模具長、寬、高3個方向的尺寸為440 mm×270 mm×210 mm,模具閉合高度為210 mm,根據模具的總體尺寸和沖壓總力,選用JN23-80壓力機(安裝時模具需增加墊板調整合模高度)。
該模具的工作過程如下。
工作時,將條料從前往后的方向沿導料板(件15)送至定位銷(件23),由定位銷對條料進行初步定位,上模下行,首次沖裁,沖孔凸模(件17、19)在條料上沖出左側Φ9 mm、右側Φ6 mm 2個孔,上模上行的同時彈性卸料板(件7)在彈簧回彈力的作用下將條料從凸模上卸下,緊接著將條料繼續往前送進一個步距,由定位銷(件27、23)分別插入Φ9 mm、Φ6 mm孔進行定位,沖出10 mm×7 mm異形孔,每次送進的步距為34 mm,工位2以后的沖裁均由定位銷(件23、27)進行精確定位,遂步送進,第三次送進完成沖中間Φ9 mm孔、第四次送進為空工步,重復完成前3個工步的工作,第五次進,完成落料工內容,不斷循環,直至條料不能再沖出工件為止。
該模具結構的主要特點如下。
1)定位方式采用導料板(件15)和條料限寬銷(件22)確保條料的送進導向,由定位銷(件23、27)控制每次的送進距離,件23同時還起到對條料進行首次定位的作用。
2)卸料、壓料方式采用由卸料板(件7)、卸料螺釘(件20)和卸料彈簧(件24)等組成的彈性卸料裝置。彈性卸料裝置沖壓開始前起壓料作用,防止沖裁過程中條料的滑移或竄動,沖壓完成后起卸料作用。按照該沖件卸料力的大小,共選用了10個中型矩形彈簧SWM 35 mm×75 mm,并將彈簧均衡的布置在卸料板(件7)的周圍。與此同時,為保證彈性卸料板(件7)工作時穩定可靠,不發生偏移和傾斜,有效保護好窄長的異形沖孔凸模(件25),在凸模固定板(件8)、卸料板(件7)與凹模體(件4)之間,共布置了2對內導柱(件12、28)。組成一個功能完善的彈壓卸料裝置。卸料板(件7)與內導柱(件12、28)之間的配合間隙為0.02 mm。
3)導向零件采用剛性好、導向精度高、方便安裝的MYP標準座式導柱組件導向結構,兩導柱布置于模具的中間位置,為了防止模具前后裝錯,兩導柱在Y方向上的安裝距離錯開10 mm,導柱與導套之間的配合代號采用H6/h5小間隙配合。
4)為確保模具工作時上模的行程始終保持一致,提高模具與設備壽命,特地設計了2對直徑為Φ38 mm的上、下限位柱裝置(件13、14),安裝模具時將上模調整到上、下限位柱剛好接觸,即為模具的閉合狀態。存放塊(件21)在模具不工時使用,將其放置于上、下限位之間,避免模具中的卸料彈簧承受上模重量的壓力,有效提高卸料彈簧壽命。
4 "模具重要零件的設計與制造
凸、凹模在模具當中不單起到沖裁作用,而且直接控制和影響著沖件的形狀和尺寸精度,是所有模具零件中最為重要的零件。凸、凹模工作過程中有時候還存在不對稱、不垂直及受力不均衡等特點,而且由于連續模通常都是在持續沖壓狀態下工作,工作零件凸、凹模的磨損比一般模具的快得多。因此,在進行連續模設計時,對凸、凹模材料的選用、熱處理要求以及制造精度有較高的要求,工作零件應選用強度硬度高、耐磨性和熱穩定性好的模具鋼,以適應高精度、高速度、壽命長和穩定沖壓的連續模生產需要。
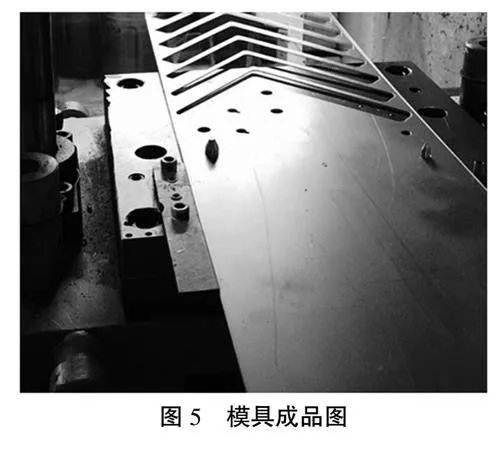
為了方便加工制造,降低模具零件加工難度,減少模具材料成本,落料凹模采用直通式鑲拼結構,嵌入式固定,為確保凹模零件固定的可靠性,落料凹模鑲塊與凹模體邊緣之間有凹凸相間的凸起和凹槽結構鑲接,所有沖孔凹模采用標準凹模鑲套,Φ9 mm、Φ6 mm的沖孔凸模采用標準凸模,異形沖孔凸模采用直通式結構,與固定板之間的配合精度為過盈配合(H7/r6),落料凸模、凹模零件材料選用Cr12MoV,淬火硬度為60~62 HRC,直通式鑲塊及直通式凸模采用線切割加工,凸、凹模之間雙邊間隙為0.246 mm,刃口部位的尺寸公差按IT6級制造,該模具工作零件的3D結構簡圖如圖4所示。
5 "結束語
該模具工作零件鑲塊(鑲套)采用直通式結構,制造加工容易,方便更換和維修。材料選用硬度高、韌性好、耐磨性高的Cr12MoV冷作模具鋼。經生產實踐證明,高壓線束支架多工位連續模操作簡便,結構設計合理,經試模修配后沖出了合格零件。目前該模具生產運行情況正常,滿足了用戶對產品尺寸精度、生產效率和模具壽命的使用要求,該模具成品圖如圖5所示。
參考文獻:
[1] 陳琰嗣.多工位級進模設計與制造[M].北京:機械工業出版社,2006.
[2] 陳加國,匡余華.接線固定支架多工位級進模設計[J].鍛壓技術,2020,45(12):146-150.
[3] 喻祖建,李建輝.支架成形工藝分析及多工位級進模設計[J].熱加工工藝,2014,43(7):144-146.
[4] 李昌雪,李捷.定位支架級進模設計[J].模具工業,2011,37(5):37-40.
[5] 邵振江,胡鵬飛,周峰,等.汽車用固定架級進模沖壓工藝研究[J].機械設計,2018,35(S1):318-319.
[6] 于仁萍,宮曉峰.支承座多工位級進模設計[J].鍛壓技術,2019,(3):107-110.