立焊自動焊機在集裝箱生產中的應用
2009-06-02 06:58:52倪曉暉
集裝箱化 2009年4期
關鍵詞:焊縫
倪曉暉
0引言
集裝箱前后角柱與側墻板以及前角柱與前墻板連接處共有6條比箱體高度略短的直線搭接焊縫,焊縫高度約(標準箱)或(高箱),其焊接質量直接影響集裝箱的總體質量和外觀。
過去,操作人員使用升降臺手工焊接前后角柱與側墻板連接處,焊縫質量不夠穩定,焊縫成型不夠美觀。在焊接前角柱與前墻板連接處時,操作人員將前端框水平放置,使用半自動焊機完成焊接,其間需不時調節十字拖把手柄。由于搭接焊縫為水平焊接,焊縫呈棍狀,且經常出現虛焊、咬邊等焊接缺陷,難以滿足質量要求。針對上述問題,筆者設計全新的立焊自動焊機,其自動化程度較高,焊出的焊縫完全符合質量要求,且較為美觀。
1結構簡介
本焊機由焊縫跟蹤裝置、跟蹤滑移小車、配重滑移小車、自動控制裝置以及機架和動力裝置等5部分組成,整體結構見圖1。

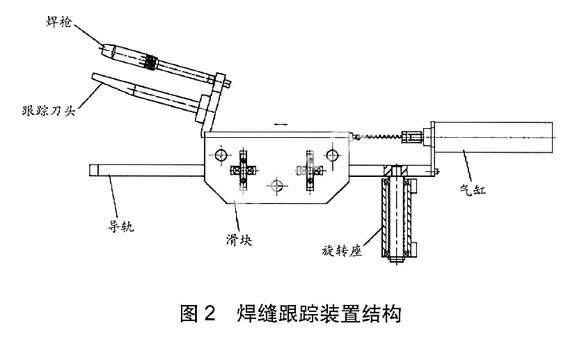
1.1焊縫跟蹤裝置
焊縫跟蹤裝置是該自動焊機的核心部件。如圖2所示,立焊自動焊機采用機械式跟蹤頭,鍥型跟蹤刀頭在隨跟蹤滑移小車下降的過程中跟蹤立焊縫,跟蹤頭依靠向一側偏移的重力作用始終緊靠搭接縫。焊槍安裝在緊靠跟蹤頭的上方,焊槍和跟蹤頭共同安裝在滑移導軌的滑塊座上,導軌向下傾斜,確保滑塊座始終保持向下滑動的趨勢,從而使跟蹤頭緊靠焊縫。滑塊座后部連接氣缸,焊接時氣缸伸出,焊接結束時氣缸收回,完成收槍動作。導軌副固定在傾斜的旋轉軸上,可旋轉擺動。由于采用偏心安裝的方式,因此跟蹤刀頭可始終跟蹤焊縫。
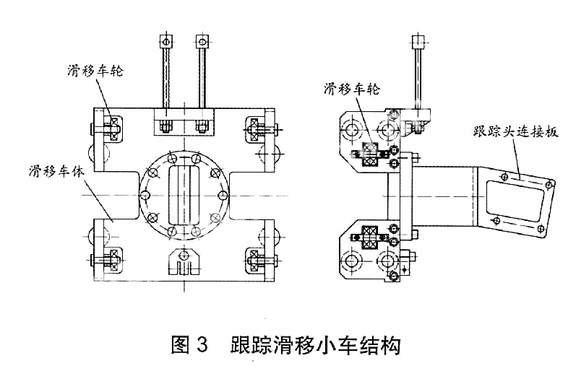
1.2跟蹤滑移小車
焊縫跟蹤裝置安裝在沿垂直方向滑動的滑移小車上。在小車向下移動的過程中,焊槍隨跟蹤頭向下施焊,完成焊接工作。小車由渦輪減速機帶動鏈條拖動,配重塊在立焊機架的另一側通過鋼絲繩平衡小車。小車與配重塊裝有軸承車輪,可在機架導軌面上滑動。跟蹤滑移小車的結構見圖3。
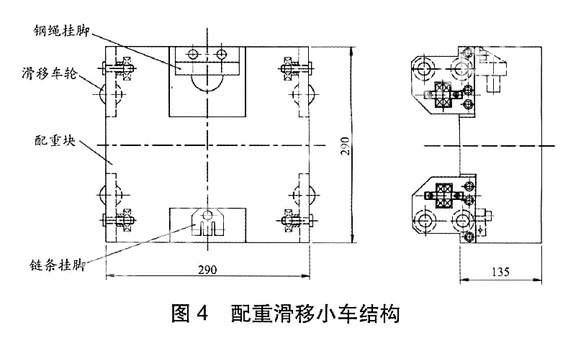
1.3配重滑移小車
與跟蹤滑移小車相對應的機架另一面裝有配重滑移小車。小車上端與牽引鋼絲繩相連,下端與傳動鏈條相連,其作用是與跟蹤滑移小車保持相對平衡。配重滑移小車的運動方向與跟蹤滑移小車相反,可確保焊接平穩,速度均衡,從而保證焊接質量。配重滑移小車的結構見圖4。
1.4自動控制裝置
自動控制裝置主要由3個行程開關和電磁閥等構成簡易控制線路,執行從起弧到焊接完畢的一系列連貫動作。其中,1個行程開關位于跟蹤頭附近,與電焊機開關相連,作用是保證焊接的正常進行,遇到意外情況可自動斷開焊機;另外2個行程開關分別位于滑移小車行程的起點和終點,控制焊接的起始位置和結束位置。電磁閥控制氣缸的收放,與行程開關的線路相連。
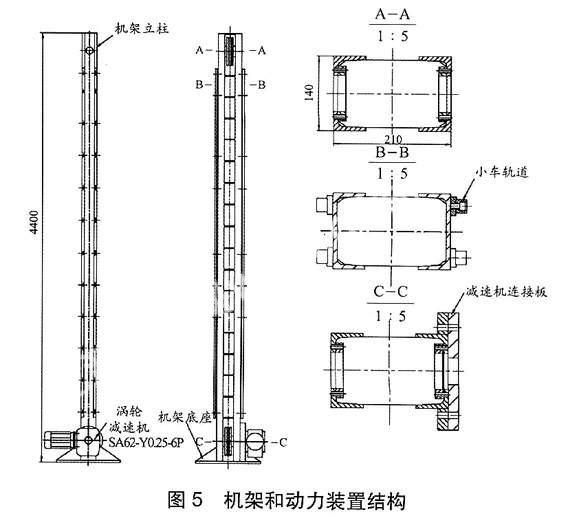
1.5機架和動力裝置
自動焊機架由槽鋼拼焊而成,結構簡單(見圖5)。機架頂端安裝配重鋼絲繩滑輪,鋼絲繩一端與跟蹤滑移小車頂部相連,另一端與配重滑移小車頂部相連。機架底部安裝渦輪減速機,減速機輸出軸帶動鏈輪輸出動力,鏈條一端與跟蹤滑移小車底部相連,另一端與配重滑移小車底部相連。這樣,跟蹤滑移小車和配重滑移小車通過鏈條和鋼絲繩的連接形成閉合整體。
2焊接過程
(1)跟蹤頭在箱頂起始位置待命,待箱子到達焊接位置停下后,操作人員將自然偏置狀態下的跟蹤頭轉到焊縫起始處,同時打開氣缸開關,跟蹤頭刀口下滑抵達焊縫搭接處,操作人員打開焊機開關,開始焊接作業。正常焊接時,跟蹤頭與旁邊的行程開關始終保持接觸,直到焊接結束。
(2)在起弧后的整個焊接過程中,操作人員無需進行看管和調節。滑移小車行至箱底位置時,小車上的觸桿觸碰到機架底部的行程開關,行程開關發出信號,小車隨即停止運行,同時向氣缸電磁閥開關發出信號,氣缸完成收槍動作,跟蹤觸頭和焊槍脫離焊縫。跟蹤觸頭脫離焊縫后,由于與跟蹤頭連接的旋轉軸是傾斜的,跟蹤機構在重力作用下自動擺向旁邊,脫離箱體。
(3) 跟蹤機構復位后,控制系統發出信號,滑移小車開始上行,同時配重塊下行。當跟蹤滑移小車上行到箱頂初始位置時,配重滑移小車下行到箱底,配重滑移小車上的觸桿觸碰到另一個行程開關,發出信號,減速機停轉,滑移小車停止,等待下次焊接工作。一次完整的自動立焊動作至此完成。
3工藝評價
(1) 自動化程度較高作為適用于集裝箱制造業的機械跟蹤式立焊自動焊設備,該機能夠滿足總裝線立焊工位全程自動焊接的要求,除起弧需人工控制外,其他動作均自動完成,具有結構簡單、制造成本較低、自動化程度較高以及適于惡劣作業環境下使用的特點。除應用于集裝箱制造業外,本機還可以應用于其他行業的鋼結構焊接作業,為今后研制類似非標自動焊設備提供借鑒。
(2)生產效率明顯提高由于焊接過程無需照看,操作人員可以同時進行其他部位的焊接作業。本機投入使用后,單班集裝箱產量增加10個左右,生產效率明顯提高。
(3) 焊接質量得到保證前墻板與前角柱的焊縫質量大幅提高,棍狀焊縫現象徹底消除,前后角柱與側墻板的焊縫質量同手工焊相比有質的進步。
(4)工人勞動強度降低采用全自動焊技術后,手工立焊和需要手工調節的半自動水平焊均被取消。操作人員從高度緊張的焊接作業中解脫出來,可以從容地監控焊接過程,勞動強度有所降低。
4結束語
該立焊自動焊機的研發成功說明,針對集裝箱制造業的焊接特點,自行開發低成本的半自動及全自動機械跟蹤式焊接設備是可行的。外購的高精密機電式自動焊接設備不但價格高昂、維護成本高,而且可能難以適應惡劣的作業環境。集裝箱產品使用自動焊的部位很多,自動焊接設備具有廣闊的開發空間。
(編輯:張敏收稿日期:2008-12-16)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07