客滾船減搖鰭安裝工藝
2010-01-28 02:36:10,
船海工程 2010年4期
,
(泰州口岸船舶有限公司 設(shè)計(jì)工藝部,江蘇 泰州 225313)
45車900客客滾船主要用于瓊州海峽的“海安至海口航線”,該航區(qū)屬于沿海航區(qū)。根據(jù)規(guī)范要求,在8級(jí)風(fēng)力海況下?tīng)I(yíng)運(yùn)的客滾船必須設(shè)置一對(duì)減搖鰭[1-2]。該客滾船減搖鰭重51 t,單鰭面積為6 m2,減搖鰭所附屬主要設(shè)備見(jiàn)表1。
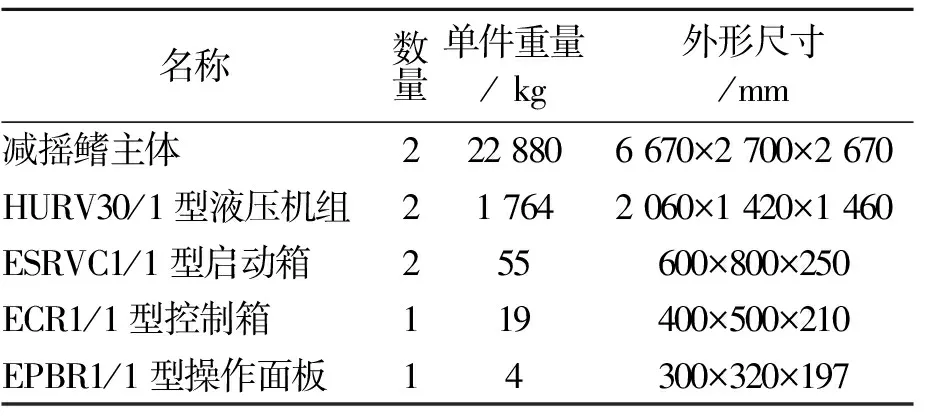
表1 主要設(shè)備
1 減搖鰭的安裝
1.1 安裝前的準(zhǔn)備
設(shè)備運(yùn)抵船廠后應(yīng)用枕木將減搖鰭墊高、墊平,以免減搖鰭所帶船體外板受力變形。
為方便施工,便于區(qū)分各分套設(shè)備,對(duì)各設(shè)備明顯部位的噴漆進(jìn)行標(biāo)記,設(shè)備中兩臺(tái)反饋裝置分別裝在左右兩臺(tái)液壓機(jī)組上,兩臺(tái)鰭角發(fā)送器分別裝在左右執(zhí)行機(jī)構(gòu)上,二者皆有“左”“右”區(qū)分,而四種易損設(shè)備中,兩臺(tái)伺服閥和手動(dòng)滑油泵是通用件,無(wú)左右區(qū)分,設(shè)備標(biāo)記見(jiàn)表2。
在鰭箱安裝前,附屬設(shè)備和新增加強(qiáng)肋骨應(yīng)提前進(jìn)艙,為確保減搖鰭安裝時(shí)船體的局部強(qiáng)度,船體開(kāi)口處以及上甲板應(yīng)用支撐臨時(shí)加強(qiáng)。
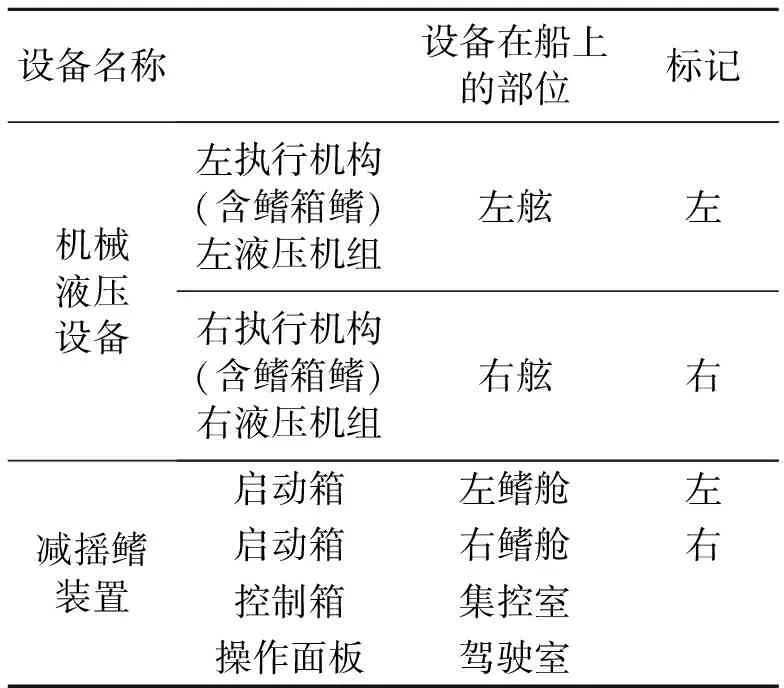
表2 設(shè)備標(biāo)記
1.2 減搖鰭定位順序
1) 首先在Fr64橫艙壁和Fr75橫艙壁上,分別標(biāo)出距船舯8 000 mm并垂直于基線的垂線,標(biāo)出距基線1 800 mm并平行于基線的橫線。如圖1,兩條線相交與O點(diǎn),做出標(biāo)記線后向檢驗(yàn)員報(bào)驗(yàn),合格后用洋沖打出永久標(biāo)記。
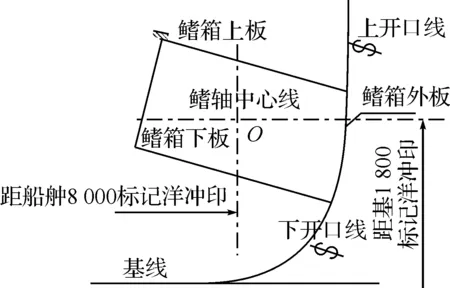
圖1 減搖鰭定
2) 減搖鰭外板開(kāi)口尺寸約為:8 500 mm×2 450 mm,位于FR63+250~FR77+350,左右舷對(duì)稱。在船體外板內(nèi)側(cè)劃好FR63+250、FR77+350肋位線并用洋沖打出永久標(biāo)記,見(jiàn)圖2。

圖2 減搖鰭外板定
3) 按照?qǐng)D1、2確定減搖鰭箱在分段上的安裝位置,并測(cè)量鰭箱外板尺寸修除船體相接部份外板余量。
4) 復(fù)核減搖鰭定位。核準(zhǔn)方法如下:左右舷兩鰭箱位置對(duì)稱,校準(zhǔn)鰭箱上標(biāo)出的FR67和FR77號(hào)肋位線與船上的FR67和FR77肋位線是否對(duì)齊;校準(zhǔn)鰭箱艏端標(biāo)出的距BL1 800 mm 定位水線及距中CL8 000 mm 縱剖線與船上相應(yīng)的定位線是否對(duì)齊;校準(zhǔn)鰭箱艉端標(biāo)出的距基線1 800 mm的定位水線和距CL8 000 mm定位縱剖線與船上相應(yīng)的定位線是否對(duì)齊。
1.3 減搖鰭吊裝
為防止設(shè)備在起吊時(shí)發(fā)生變形或鰭從鰭箱滑出,在鰭箱的船外板開(kāi)口處,應(yīng)用開(kāi)式索具螺旋扣和20#槽鋼將開(kāi)口固定,同時(shí)在減搖鰭箱體外殼上設(shè)置許用強(qiáng)度為30 t吊碼6只,吊裝步驟如下。
1) 減搖鰭吊裝采用垂直吊裝工藝進(jìn)艙,考慮到吊裝時(shí)受力情況復(fù)雜,吊裝方案見(jiàn)圖3。
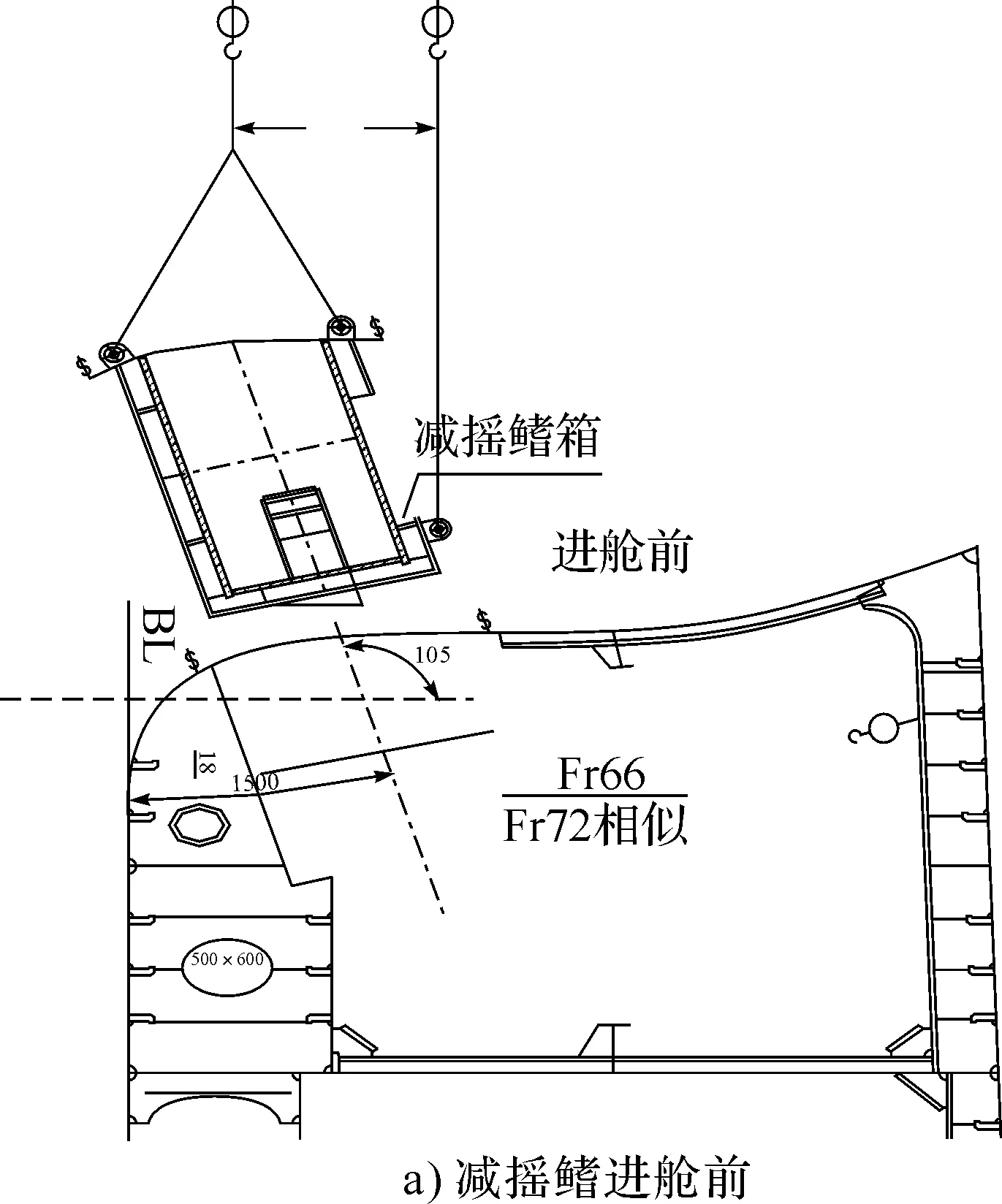
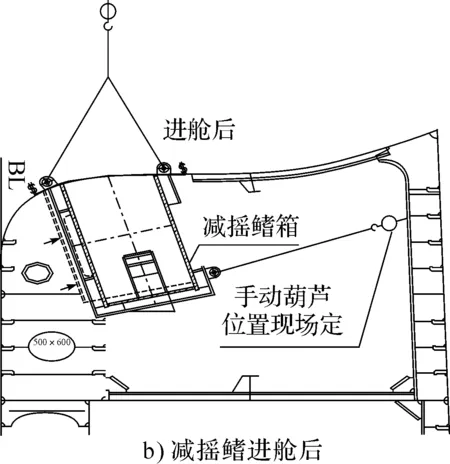
圖3 減搖鰭吊裝圖
2) 吊裝減搖鰭時(shí)要注意負(fù)荷的變化,加強(qiáng)指揮,避免設(shè)備與船體相碰,以確保設(shè)備完好。
3) 當(dāng)減搖鰭進(jìn)入艙內(nèi)后,用手動(dòng)葫蘆、千斤頂和調(diào)整螺栓精確調(diào)整減搖鰭位置,通過(guò)調(diào)整使鰭定位基準(zhǔn)線與船體定位基準(zhǔn)線完全一致。當(dāng)減搖鰭箱定位完成后,采用槽型碼板固定外板及箱體,避免使用點(diǎn)焊固定。
要讓病人保持良好的生活習(xí)慣,告訴病人要注意休息,保持充足的睡眠,多吃新鮮水果和蔬菜,避免吃辛辣食物。幫助病人起床,指導(dǎo)病人進(jìn)行必要的康復(fù)鍛煉,加強(qiáng)病人的抵抗力,加速病人的康復(fù)。建議病人根據(jù)醫(yī)生的要求服藥。加強(qiáng)心理咨詢,打消病人的所有擔(dān)憂。
2 減搖鰭的焊接
為了保證減搖鰭的使用功能,在焊接階段應(yīng)盡可能減小和控制鰭的變形[3-4]。
1) 為了檢查執(zhí)行機(jī)構(gòu)十字頭在船上焊接前、后的變形情況,可在鰭箱上、下兩殼板上標(biāo)記出幾個(gè)測(cè)量點(diǎn),并測(cè)量記錄對(duì)應(yīng)測(cè)量點(diǎn)之間的距離。待鰭箱焊接冷卻后再對(duì)上述部位測(cè)量點(diǎn)進(jìn)行數(shù)值測(cè)量并做記錄,然后和焊接記錄的數(shù)據(jù)以進(jìn)行對(duì)比,檢查變形是否滿足安裝要求。
2) 減搖鰭的外殼板與船體外板的焊接。鰭箱與肋骨等構(gòu)件的焊接采用CO2陶質(zhì)襯墊單面焊雙面成型工藝進(jìn)行焊接。
3) 坡口見(jiàn)圖4。坡口一律朝外,在外側(cè)施焊。焊接前應(yīng)對(duì)焊接坡口進(jìn)行清潔,清除坡口內(nèi)側(cè)及邊緣的雜質(zhì)和油污。
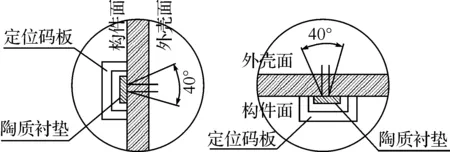
圖4 橫向和豎向焊接坡
為了減小過(guò)大的焊接殘余應(yīng)力引起的變形,焊接時(shí),由兩名焊工對(duì)稱進(jìn)行,采用分中分段退焊的方法。焊接順序見(jiàn)圖5。先焊橫焊縫1、2,再焊豎焊縫3,最后焊四角圓弧部分焊縫4。圖中的數(shù)小數(shù)點(diǎn)前的數(shù)表示焊縫編號(hào),小數(shù)點(diǎn)后的數(shù)表示焊接序號(hào)。如2.5即:編號(hào)為2的橫焊縫,焊接順序?yàn)?。
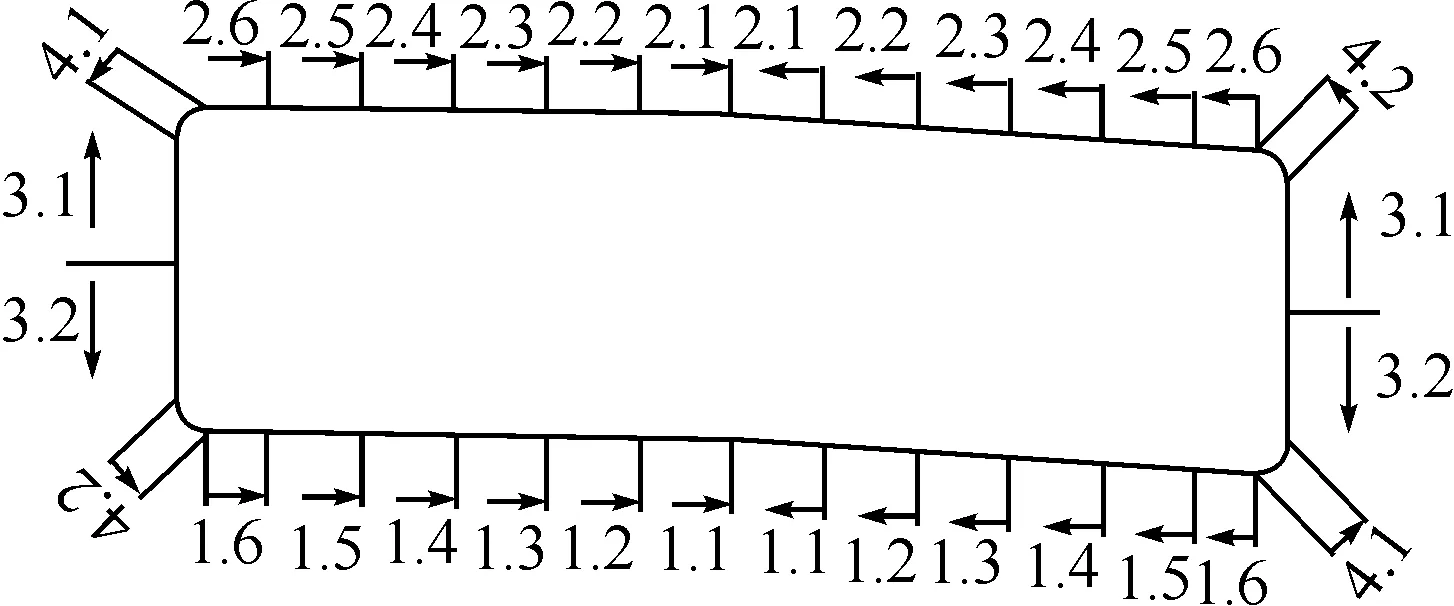
圖5 焊接順序圖
4) 焊接過(guò)程中,輕輕捶擊焊縫,以減少殘余應(yīng)力;焊完每段縫后要停下來(lái)測(cè)量焊接變形情況,如變形較大則要適當(dāng)調(diào)整焊接順序再施焊。
5) 焊縫質(zhì)量交檢。減搖鰭鰭箱的外板與船體外板四角處用RT進(jìn)行無(wú)損檢測(cè), 減搖鰭箱的外板與船體外板連接的4條長(zhǎng)焊縫用UT進(jìn)行無(wú)損檢驗(yàn)。
3 試驗(yàn)
1) 按照減搖鰭裝置系泊和航行試驗(yàn)大綱要求進(jìn)行投油,投油合格后給液壓機(jī)組加L—HM32號(hào)抗磨液壓油。
2) 進(jìn)行收放減搖鰭和轉(zhuǎn)鰭試驗(yàn),收放鰭和轉(zhuǎn)鰭壓力應(yīng)正常(不高于設(shè)備出廠時(shí)收放鰭和轉(zhuǎn)鰭壓力的20%),機(jī)械運(yùn)動(dòng)部分應(yīng)無(wú)異常噪聲。記錄起動(dòng)電流、運(yùn)行電流、電壓。
3) 鰭完全放出之后,檢查十字頭是否完全貼到十字頭承板上;
4 出塢前檢查
1) 船下水前應(yīng)檢查減搖鰭外板與船體外板焊縫的水密性。
2) 鰭箱的舷外部分浸水表面和鰭等,應(yīng)按照船體水下部分涂裝要求進(jìn)行涂裝。
5 結(jié)束語(yǔ)
船用減搖鰭的安裝、焊接及設(shè)備安裝后的調(diào)試工藝程序是保證減搖鰭安裝質(zhì)量的根本。嚴(yán)格遵循科學(xué)規(guī)律,用科學(xué)的態(tài)度制訂合理的工藝程序,并切實(shí)遵守工藝程序施工就可以保證減搖鰭的安裝質(zhì)量。所研究的安裝工藝被應(yīng)用在45車900客滾船的實(shí)船安裝過(guò)程中,試航結(jié)果表明安裝的精度滿足要求,減搖鰭運(yùn)行狀態(tài)良好。
[1] GJB2860—1997艦船減搖鰭裝置通用規(guī)范 [S].北京:國(guó)家標(biāo)準(zhǔn)化管理委員會(huì),1997.
[2] 中國(guó)船級(jí)社.鋼質(zhì)海船入級(jí)與建造規(guī)范[M].北京:人民交通出版社,2006.
[3] 芮樹(shù)祥.焊接工藝學(xué)[M].哈爾濱:哈爾濱工程大學(xué)出版社,1998.
[4] 吳純輝.船舶焊接工藝[M].哈爾濱:哈爾濱工程大學(xué)出版社,1996.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
