溫度控制保壓過程對制件質量重復精度的影響
2010-02-15 10:32:44謝鵬程楊衛民
中國塑料 2010年5期
關鍵詞:質量
吳 廷,安 瑛,謝鵬程,譚 晶,楊衛民*
(1.北京化工大學機電工程學院,北京100029;2.北京五洲燕陽特種紡織品有限公司,北京100076)
0 前言
注射成型過程分為充模階段、壓實階段、保壓階段和冷卻階段。由于保壓冷卻在很大程度上決定著制件的品質和收縮,同時對結品、取向等也有一定的影響,所以保壓冷卻又是最終決定注塑件品質的重要階段[1]。控制保壓階段即控制保壓壓力和保壓時間。好的保壓過程可以使制件獲得較高的表面品質,并且使質量趨于穩定。邱斌[2]和陳曦[3]證明了先恒壓后線性遞減的保壓曲線能使制件獲得較高的表面品質。但在具體操作中,由于注塑機不能很好地實現保壓壓力線性遞減,為了保證制件的品質,考慮采用階梯降壓保壓曲線。本文中各階梯的起始點和結束點都由近澆口的型腔溫度控制,并將這種保壓方法與傳統的恒定壓力保壓方式進行比較,以證實采用這種優異的過程控制技術可以獲得高品質的制件。
1 實驗部分
1.1 主要原料
聚丙烯(PP),粒料,F280Z,中國石油化工股份有限公司鎮海煉化分公司。
1.2 主要設備及儀器
壓力溫度傳感器,Kistler p-T-Sensor 6190,瑞士奇石樂儀器股份公司;
新型溫度傳感器、PT控制模塊,自制;
注塑機,HTK200,寧波海天集團;
電子天平,FA(N)/JA(N),上海民橋精密科學儀器有限公司;
注塑機動態參數采集分析系統,HR,上海好耐電子科技有限公司;
模溫機,KC0-200 3L-KS,川田機械制造有限公司。
1.3 實驗方法
基本參數設置:熔體溫度為210℃,注射壓力為8.2 MPa,注射螺桿注射起始位置為30.0 mm,模溫機溫度為55℃。
注射時間控制轉壓點,在恒壓控制下生產一組制件,保持其他工藝參數不變,在 PT控制條件下再生產一組制件作為對比實驗。當模具溫度在模溫機控制下上升到穩定狀態時,先生產50模制件使型腔溫度穩定,然后在每一種控制條件下生產50模制件,最后用電子天平對制件進行稱量。
螺桿位置控制和型腔壓力控制類似,各控制方式以及轉壓點的數值如表1所示。恒壓保壓壓力為50 MPa,PT控制的保壓過程參數設置如表2所示。制件的形狀及尺寸如圖1所示。
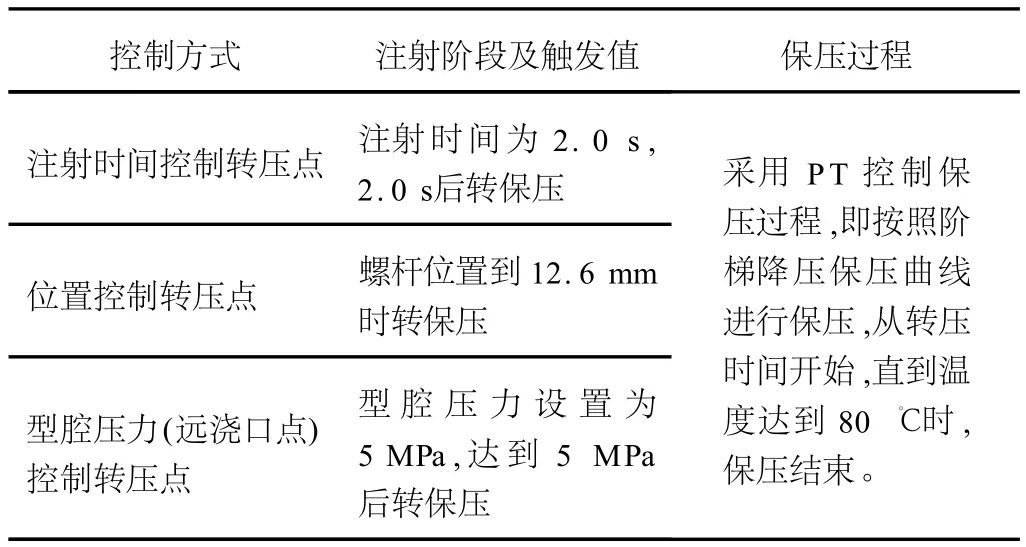
表1 3種不同的轉壓方式實驗值和觸發值Tab.1 Experimental and trigger results for the three different filling-to-packing switchover modes
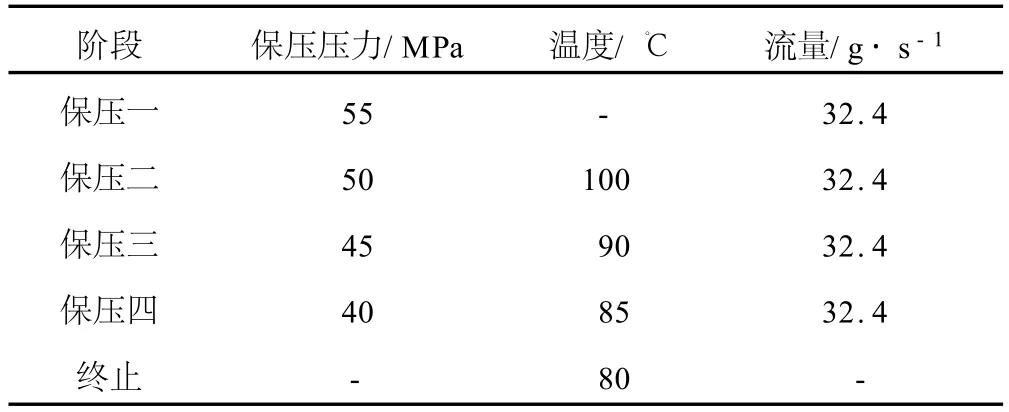
表2 保壓過程工藝參數Tab.2 Processing parameters during packing
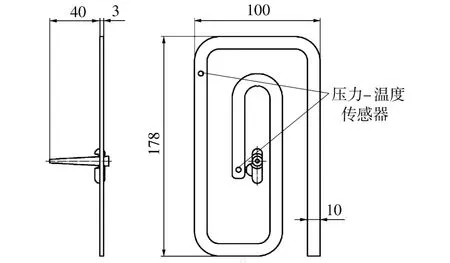
圖1 制件形狀及尺寸Fig.1 Schematic diagram of the coil sample
2 結果與討論
采用恒壓保壓生產的制件都會產生一定的翹曲變形,尤其是采用壓力轉壓時,翹曲變形非常明顯。而采用PT控制保壓過程時,制件的翹曲變形都很小。因此可以看出,采用PT控制保壓過程可以使成型制件獲得較高的表面品質。
2.1 控制方式對制件質量重復性的影響
稱量每個制件的質量,按式(1)計算制件的質量重復精度,結果如表3所示。

式中δm——制件質量重復精度,%
mi——第i個制件的質量,g
——制件質量的算術平均值,g
n——制件個數

表3 不同控制方式下制件質量重復精度的比較Tab.3 Comparison of the accuracy of parts′mass uniformity with different control methods
由于制件的質量主要受保壓階段的影響,因此用制件的質量重復精度作為評定控制精度的標準。從表3和圖2、3中可以看出,無論采用哪種轉壓方式,保壓過程用PT控制都比恒壓控制獲得的制件質量波動小,因此其重復精度高。這是由于采用恒壓進行保壓,型腔中的壓力沿流動方向存在一定的壓力梯度,壓力分布不均勻,從而導致質量分布不均勻;而采用 PT控制保壓過程,即過程控制采用階梯降保壓曲線,使得膜腔內部壓力分布更加均勻,也比較符合型腔壓力變化曲線,因此使得保壓補塑的可重復性更高,使制件質量重復精度比恒壓控制時要高。
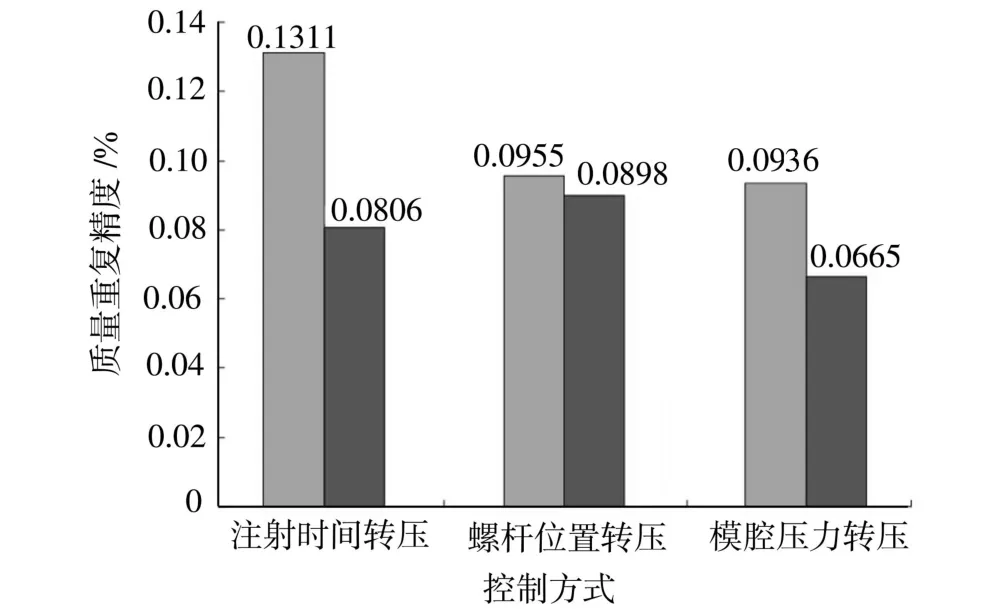
圖2 不同控制方式下制件質量重復精度的比較Fig.2 Comparison of the accuracy of parts′mass uniformity under different control methods
在注射成型過程中,模具溫度會隨著制件數量的增加而逐漸升高,即使在模溫機控制的情況下,型腔溫度也會有略微提高,從圖2、3可以看出,采用注射時間控制轉壓時,無論保壓過程采取恒壓控制還是 PT控制,制件質量都沒有明顯的變化趨勢;采用螺桿位置控制轉壓時,2種控制方式生產的制件質量呈上升趨勢,即模具溫度越高,制件質量越高,但質量變化不明顯;采用型腔壓力轉壓時,如果保壓過程采用恒壓控制,則制件質量呈小幅下降趨勢,采用PT控制保壓時制件質量無明顯變化。
可以看出,在相同轉壓條件下,采用新的保壓控制方式(PT控制)比恒壓保壓的控制方式具有更高的精度,尤其是采用型腔壓力控制轉壓時,PT控制保壓過程的精度可以達到0.07%以內,滿足精密成型的要求。由此可看出,采用型腔壓力作為信號進行控制是可行的。但壓力傳感器采集到的信號會有一定的波動,對控制造成了一定的影響,如果能采用更高精度的壓力傳感器,就可以進一步提高這種控制方式的精度。
3 結論
(1)采用PT控制保壓過程與恒壓保壓相比,無論制件表面品質還是質量重復精度,都更加優越;
(2)采用型腔溫度作為控制信號的控制方法可行;
(3)采用型腔壓力轉壓與PT控制保壓過程結合的方式生產的制件質量重復精度最高,可達0.0665%,在控制制件質量精度方面,比傳統的注射時間轉壓和螺桿位置轉壓更好。
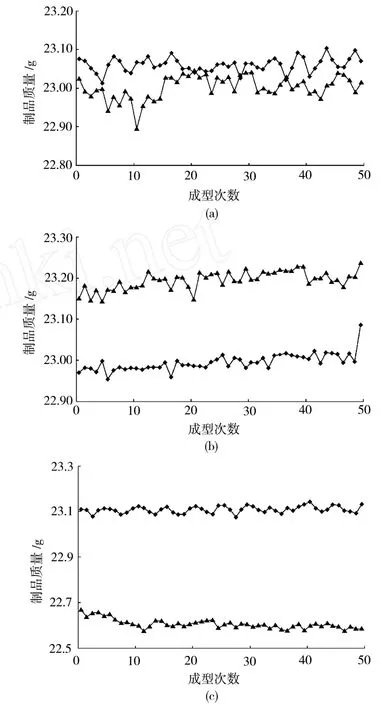
圖3 采用不同保壓方式和不同轉壓方式時制件的質量變化比較Fig.3 Comparison of mass variations under various packing conditions with different switchover modes
[1] 陳 峰.塑料注射成型的PVT狀態曲線及其應用[J].輕工機械,2000,(4):5-10.
[2] 邱 斌,劉贛華,李 偉.注射成型中保壓曲線對制品表面質量的影響[J].工程塑料應用,2007,35(1):37-39.
[3] 陳 曦,高福榮,錢積新.基于質量的注塑保壓過程建模方法研究:最優保壓壓力曲線設定[J].中國塑料,2002,16(4):51-54.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
