300mm離子注入機靶室晶圓傳輸控制系統設計
2010-03-26 06:38:34謝均宇楊亞兵
電子工業專用設備 2010年5期
謝均宇,楊亞兵,孫 勇
(北京中科信電子裝備有限公司,北京101111)
離子注入機是半導體離子摻雜工藝線的關鍵設備之一[1],隨著市場上對半導體器件的要求的提高,對離子注入機的綜合要求也越來越高。要求離子注入機具有:整機可靠性好、生產效率高、多種電荷態離子寬能量范圍注入、精確控制束注入能量精度、精確控制束純度、低塵粒污染、整機全自動控制、注片均勻性和重復性好等多種功能和特征。這一切都直接受控制技術的影響,而其中的靶室晶圓傳輸控制系統,是整機控制系統一個重要組成部分,直接決定了整機的生產效率和可靠性。
目前,300mm離子注入機已經成為國際高端集成電路生產線采用的主流機型,北京中科信電子裝備有限公司作為國內離子注入機制造的領航者,為適應大規模生產線工藝要求率先成功研制出300mm大角度中束流離子注入機。本文要介紹的就是這臺離子注入機上的300mm靶室晶圓傳送控制系統,包括各個運動部件、硬件模塊的選用及軟件模塊的設計。與以往的國產機型相比,這套系統除了達到全自動運行基本的功能要求外,還能夠針對單晶圓注入方式,改良了結構設計,優化了運動流程,大大提高了生產效率,同時穩定性和運動精度也得到了提高,達到了國外先進機型的水平。
1 靶室結構及運動功能介紹
離子注入機的靶室結構由左右片庫、左右機械手腔體和靶室腔體構成,如圖1所示。左右片庫為設備的晶圓入口,通常由外部機械手從人機過渡接口將晶圓送入片庫內,使用兩個片庫的作用是當一邊片庫的晶圓在做工藝的同時,外部接口可以和另一邊片庫進行晶圓交換,這樣就可以減少等待晶圓更替的時間,提高生產效率;片庫內有電梯承載晶圓上下運動,當機械手到片庫取片時,通過控制電梯的運動將晶圓放到機械手上。定位臺在兩個機械手之間,通常晶圓上有一個定位缺口,在送入靶室做工藝之前,都會先送到定位臺進行定位,以保證束流注入方向;定位臺由一個升降電機、一個旋轉電機和一個傳感器組成,升降電機用于將頂起晶圓使其脫離機械手,旋轉電機則用于幫助傳感器尋找晶圓缺口并旋轉到需要的位置。靶室腔體是給晶圓做工藝的地方,靶臺是晶圓做工藝時的載體,通過靶臺的運動可以實現晶圓以不同角度垂直于束流進行掃描,完成晶圓的摻雜注入;靶臺的運動由頂架電機、x角度電機、y角度電機、自轉電機和直線電機分別實現,其中頂架電機用于幫助晶圓從機械手上放到靶臺,而x角度電機、y角度電機和自轉電機用于做工藝時控制晶圓的注入角度,直線電機則用于控制晶圓的垂直掃描。機械手為晶圓傳輸的主要部件,我們采用的機械手為多關節的真空機械手,能夠到達靶室的各個腔體,在片庫、定位臺和靶臺之間傳輸晶圓。
靶室晶圓傳輸通常的流程是:假設左邊片庫的晶圓開始做工藝,首先左機械手從片庫取到第一片晶圓,將其送到定位臺定位,在定位的同時左機械手又到片庫取第二片,此時定位完成,右機械手將定位完成的晶圓取走,送到靶臺進行注入摻雜;同時,左機械手將第二片送到定位臺,在定位臺工作的同時又到片庫取第三片晶圓,右機械手又將定位臺上的晶圓取走,左機械手將第三片送上定位臺。此時,靶室總共有三片晶圓在傳輸過程中,當第一片注入完成后,已經空閑的左機械手將其取走,送回片庫,此時靶臺空閑,右機械手將第二片送入靶臺,左機械手又繼續取下一片晶圓。以此循環,保證靶臺在任何時候都處于工作狀態,這樣的流程設計能將傳輸效率達到最大化。
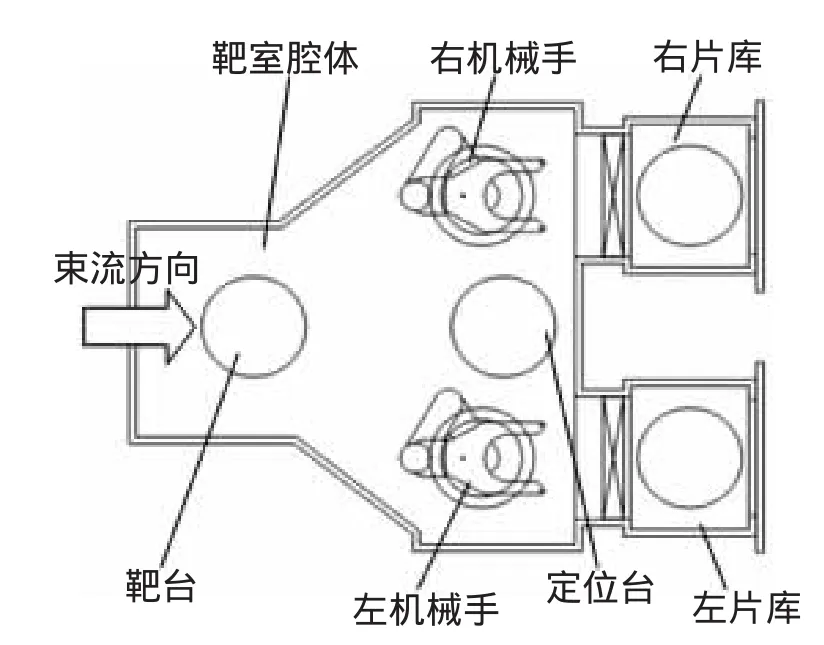
圖1 靶室結構圖
2 控制系統設計
2.1 晶圓傳輸控制的特點
300 mm離子注入機相對于200 mm設備的主要改進就是對靶室晶圓傳輸系統的升級,300 mm設備需要的晶圓更大,空間要求更高,對傳輸的穩定性和效率要求也更高。其控制系統的特點是:
(1)智能機械手。晶圓傳輸控制系統的一個重要組成部分就是機械手的智能化編程,使機械手具備自動處理功能,與以往固定的運動流程不同,本系統的兩個機械手能夠根據當前的靶室狀態決定自己下一步去做什么,這是一個全新的思路,大幅提高了靶室傳輸系統的效率。
(2)多軸聯動控制。靶室晶圓傳輸需要運用多個高精度的伺服電機控制各個部件配合運動,各個控制對象相互之間的關聯比較多,需要運用實時處理能力強的多軸運動控制器。
(3)控制精度高。晶圓在做工藝時,注入角度誤差范圍需要控制在0.1°以內,因此對電機的控制精度要求比較高,需要采用高精度編碼盤進行位置參考,同時在傳輸過程中定位精度要求也很高,傳感器的信號采集需要用到16位的模擬量信號,以確保定位的誤差控制在最小范圍內。
(4)保護功能強大。由于運動步驟比較復雜,電機聯動的情況需要更強的系統保護功能。為保證晶圓的安全,每一個步驟都有相應的傳感器監控,出現任何非正常想象系統都會有相應的處理,保證不會出現碎片現象。
(5)自動化程度高。靶室晶圓傳輸是全自動處理過程,所有的傳感信號和電機狀態都實時送入計算機進行處理。用戶只需一個按鍵就可以完成所有待注入晶圓的工藝傳輸,同時計算機還具備自動報警提示和出錯時晶圓自動送回功能,用戶只需在人機界面監控系統的運行,可完全避免手動單步操作。
(6)可維護性好。控制系統進行模塊化設計,每個部件都有相應的備件。人機界面信息量齊全,條例清晰,當某部件出現故障時,系統會顯示故障原因,可立即進行部件更換。當有左右兩個相同功能的部件出錯時,例如左機械手故障,通過界面上的按鍵可以改成單邊晶圓傳輸模式,在維修的同時,不影響晶圓傳輸系統的功能。
2.2 硬件設計
在龐大的離子注入機控制系統中,靶室晶圓傳輸控制系統是一個獨立的子系統,即使沒有和主計算機連接,晶圓控制系統還是能獨立完成晶圓傳輸的所有功能。考慮到控制對象的復雜程度,要求硬件配置具備很強的運動控制能力和數據處理功能。如圖2所示,我們采用了工業計算機配置多軸運動控制卡,搭配集成的高性能真空機械手模塊來實現這個方案。
2.2.1 多軸運動控制卡
晶圓傳輸控制系統主計算機為一臺當前主流的酷睿雙核工業計算機,內置美國Delta Tau公司的Toubo PMAC2 PCI型多軸電機控制卡,這是一種集運動軸控制、PLC控制以及數據采集的多功能的運動控制板卡,采用了DSP(數字信號處理器)技術的強大功能,借助于Motorola的DSP56系列數字信號處理器。采用PCI總線與計算機通信,能夠脫機獨立使用,也可以使用雙端口RAM擴展總線的通訊速度,最多可以控制32軸的步進電機與伺服電機聯動。圖2中MACRO系統為TURBO-PMAC的子系統,里面插有直接輸出給驅動器信號和高精度D/A信號的軸卡,用于傳感器信號采集的高精度A/D卡和數字量I/O卡,還有用于與TURBO-PMAC通訊的CPU卡,所有的運動計算和數據處理功能都在TURBO-PMAC卡實現,通過光纖與MACRO系統相連,實時控制電機的輸出,同時不斷的采集各個傳感信號,放入雙端口RAM,供主計算機隨時取用。
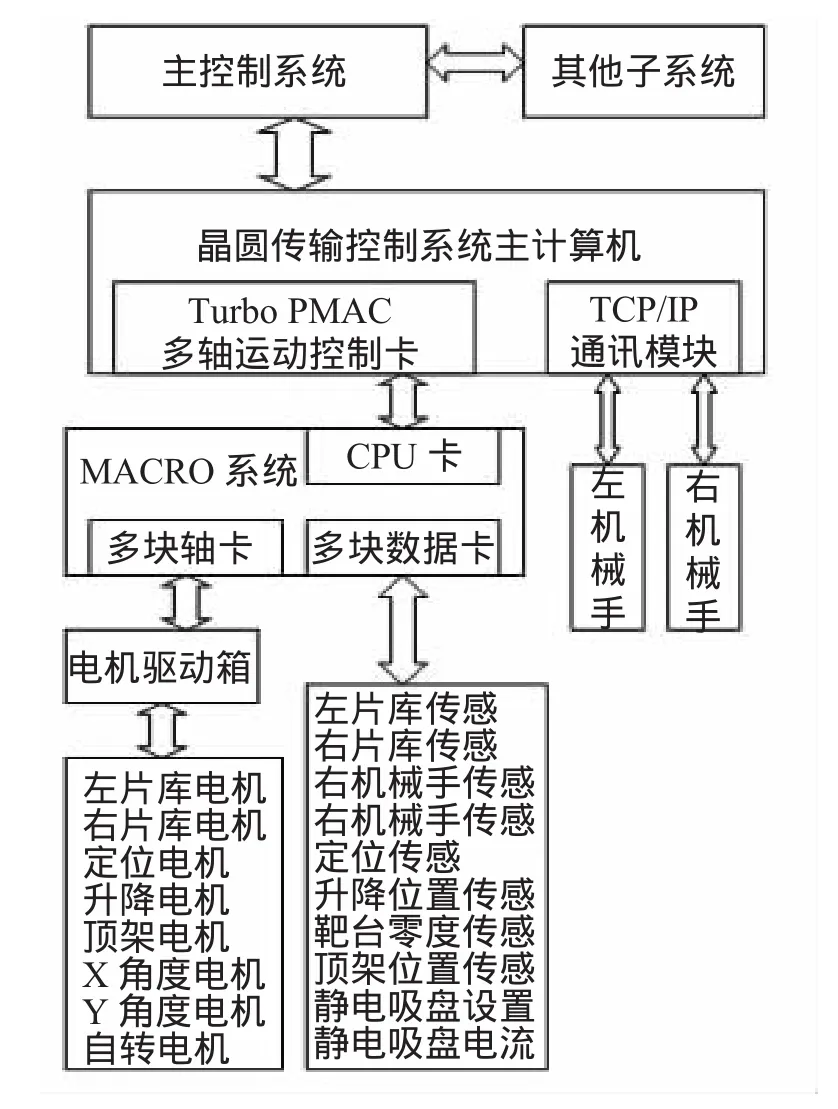
圖2 控制系統圖
2.2.2 真空機械手
由于靶室傳輸為真空環境,對機械手要求較高,我們采用的是美國Brooks公司的真空機械手。機械手自帶驅動模塊具備精確控制功能,能夠處理所有底層的運動算法,并自行決定運動曲線及運動參數。因此我們只需要通過主計算機直接與其通訊,就可以對其進行指令操作。如圖2所示,左右機械手為單獨的控制模塊,通過一塊網卡就可以直接實現其所有的功能控制。
2.3 軟件設計
2.3.1 模塊功能介紹
靶室晶圓傳輸控制系統的軟件設計好壞決定了系統的性能和效率。本系統采用的是模塊化設計,如圖3所示,主要分成四個模塊,即運動控制接口及管理模塊;人機界面模塊;運動控制模塊和機械手模塊。
人機接口模塊為晶圓傳輸控制系統界面,通過界面能夠直接觀察到各個部件和傳感器狀態及所有的參數數據,人機界面采用了更多人性化設計,并且設置了操作權限,普通用戶能夠操作自動按鍵,通過自動按鍵就可以實現所有的功能,也可以在系統保護下選擇單個部件進行單步操作,當操作不當時,系統會彈出信息提示用戶進行正確操作。只有維護人員可以進入底層維護界面更改運動參數。
數據管理和系統保護模塊用于連接系統的各個模塊,收集并處理運動模塊的數據,給人機接口模塊隨時調用,同時能夠管理并調用各種運動程序;所有的連鎖保護都在這個模塊里實現,調用的運動程序在滿足連鎖條件的情況下才能發出給運動模塊。這個模塊是靶室晶圓傳輸系統的大腦,協調管理各個系統使之穩定運行。
所有的運動程序均在多軸運動模塊里實現,這里處理與運動有關的所有計算,同時這個模塊還有PLC功能,PLC程序在模塊中是快速循環掃描,通常用于處理異步與運動程序的運動過程。例如,將一個聯動的功能模塊編寫在一個PLC程序中,當主計算機需要啟用這個功能時,可以直接調用PLC程序,PLC程序再調用相應的幾個運動程序,同時PLC程序還能夠監測運動相關的傳感器信號,通過傳感器信號的變化來銜接運動過程的聯動。這樣,通過PLC程序能夠很方便的實現各個電機的聯動控制。
機械手模塊是一個獨立的智能程序模塊,與機械手有關的所有功能都在模塊里面處理。這個模塊采用了有限狀態機(FSM)編程思想[2],機械手能夠通過判斷晶圓狀態、傳感信號及運動部件的狀態自動運行,最終完成所有功能。
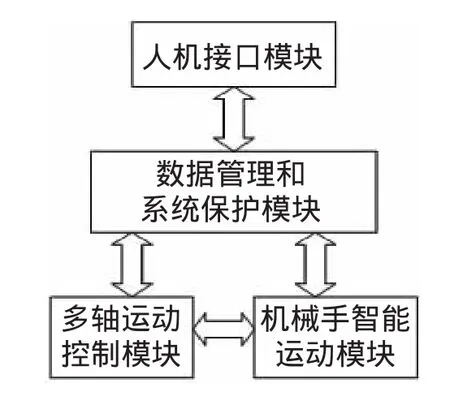
圖3 軟件模塊圖
2.3.2 機械手智能運動模型設計[3]
有限狀態機(FSM)編程思想為機械手智能運動模型設計的核心思想。有限狀態機(FSM)把復雜的晶圓傳輸控制邏輯分解成有限個穩定狀態,在每個狀態上判斷事件,變連續處理為離散數字處理。同時,因為有限狀態機具有有限個狀態,所以可以在實際的工程上實現。在當前的應用中,晶圓傳輸過程可以分為有限個狀態,有限狀態機是閉環系統,可以用有限的狀態,處理無窮的事務,在可能出現的傳輸狀態中反復切換,一直到晶圓全部傳輸完成狀態出現,狀態機的工作才停止。
由于機械手和所有晶圓傳輸運動部件都有聯動關系,因此機械手狀態機的建模過程囊括了所有靶室的狀態。基本的建模思想如圖4所示,首先羅列出所有和晶圓傳輸有關的狀態,每種狀態都對應唯一能執行的動作,通過執行動作能切換到另一個晶圓傳輸狀態,只有當運動到狀態n+1時,程序退出。因此,機械手能夠根據當前靶室的實時狀態來判斷自己下一步該做什么,在運動的同時靶室內各個狀態也發生改變,從而根據當前的狀態又進行下一步運動,一直到靶室出現無晶圓狀態退出程序。狀態機下的機械手并不是按照固定流程運行的,根據狀態的變化能自行選擇下一步運動,兩個機械手各自工作,互不干擾,相互配合,實現機械手運動效率的最大化。
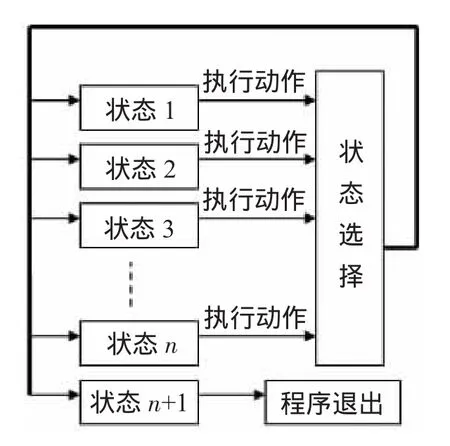
圖4 有限狀態機工作原理
2.3.3 系統互鎖及故障處理
碎片率是晶圓傳輸系統的重要指標之一,因此系統互鎖及故障處理功能變得尤其重要。當系統檢測到傳輸過程中晶圓有可能出現危險狀況時,會自行停止所有運動并報警提示;運動錯誤或運動沖突時系統會自動阻止相關運動并提示出錯。在當前的保護模塊下,傳感器會監視所有的運動狀態,任何異常都能及時反饋給計算機,軟件會根據實時狀態進行連鎖,理論上可以避免所有碎片。當傳輸過程中發生故障,系統會停止在當前狀態,當故障排除后,可以根據實際情況選擇繼續運行或單鍵送回,保證晶圓傳輸的絕對安全。
3 結論
300mm靶室晶圓傳送控制系統采用了一種全新的設計思路,硬件上選用了性能出眾的多軸運動控制卡和集成機械手模塊,軟件設計中引用了有限狀態機,為機械手建立智能化模型,實現了晶圓傳輸的高效,穩定運行。該控制系統在300mm離子注入機上經過長時間的調試,在滿足控制精度的基礎上,連續運行30 000片無碎片,各項功能和指標都達到了大規模生產線的穩定高效的應用標準。300mm靶室晶圓傳送控制系統的研制成功體現了國內離子注入機制造水平已經達到一個新的高度。
[1]M.Quirk,&J.Serda.Sem iconductyor Manufacturing Technology[M]Publishing House of Electronics Industry,2005:442-471.
[2]梁俊.臺憲青.基于有限狀態機的工控系統軟件設計[J].微計算機信息,2008,4(1):54-56.
[3]羅宏洋.狀態機在離子注入機中的應用[J].電子工業專用設備,2009,38(9).