多軸繞線機的研究
2010-03-26 06:38:36王偉民李慶亮趙付超王建花
電子工業專用設備 2010年5期
王偉民,李慶亮,趙付超,王建花
(中國電子科技集團公司第二研究所,山西太原030024)
多軸繞線機是用來繞制骨架式線圈的專用設備。它可以同時繞制8個線圈。適用于繞制各種形狀的小型繼電器線圈、螺線管線圈、點火線圈等骨架。廣泛應用于手機,電話機,耳機,顯示器件等電子產品的生產線上。
該設備由伺服電機帶動同步驅動8個繞線軸的轉動,保證各繞線軸轉動等速;最高速度達到9 000 r/min。通過加工及裝配精度保證各繞線模具同心,實現漆包線在骨架線圈上的線頭繞制過程、線的排線繞制過程、線的過槽過程等,使得繞線能夠平滑地繞制在骨架線圈的各個凹槽內,并無跳線現象,保證排線平滑、整齊。
1 繞線工藝流程
多軸繞線的工藝流程可簡述為:
(1)按照正確的方式將漆包線穿過繞線機的捻線機構,最終夾線部件夾住漆包線線頭;
(2)調整張力器使其保持所需的張力;
(3)上下料部件通過氣缸運動將骨架裝入主軸;
(4)x、y、z向運動部件三軸聯動實現漆包線在骨架上的前端引腳繞制;
(5)夾線部件斷線氣缸向左運動將漆包線扯斷,斷線后在骨架引腳上不留有線頭;
(6)主傳動機構由伺服電機帶動同步帶來驅動8個繞線軸的轉動,在骨架槽里進行繞線;
(7)夾線部件翻轉氣缸旋轉使夾線頭旋轉朝下,夾線氣缸運動松開漆包線,退絲氣缸前后往復運動將漆包線從夾線頭上退掉;
(8)捻線機構通過伺服電機繞制漆包線,將單股線繞制成多股線;
(9)三軸聯動使捻好的多股漆包線繞在骨架的后端引腳上;
(10)夾線部件旋轉氣缸回復原位,x、y、z向運動部件將漆包線繞制在夾線頭上,夾線部件斷線氣缸運動將漆包線扯斷;
(11)上下料部件通過氣缸運動進行下料,至此完成一個繞線。
2 結構設計
多軸繞線機主要由機架、主傳動機構、x、y、z向運動部件捻線機構、夾線機構、張力控制機構、上下料部件等組成。
2.1 捻線機構
如圖1所示,捻線機構主要由捻線部件和鉤絲轉角部件組成,捻線機構為設備捻線運動的執行部件,通過伺服電機繞制漆包線,將單股線繞制成多股線,然后將捻好的多股漆包線綁置在骨架線圈的線頭與線尾。捻線機構需要實現8根漆包線同時高速完成捻線動作,并在捻線動作完成后使漆包線順利從捻線針上分離。捻線針與鉤線針均采用鎢絲做材料,這種材料具有強度高、柔性強、耐疲勞等特點。保證在捻線過程中漆包線不受損,變形小,滿足捻線條件。
2.1.1 捻線部件
如圖1所示,捻線部件采用2個伺服電機驅動,兩套電機的伺服驅動系統各自獨立,漆包線導向架安裝在由三根直線導軌組成的橫縱運動副上,并且通過轉軸安裝塊與鏈條安裝在一起,當鉤線電機通過聯軸器驅動鏈輪時,鏈條帶動漆包線導向架以直線導軌運動副為導向進行運動,在捻線動作前,首先確定8根漆包線均在各自對應的捻線針和鉤線針左側位。漆包線導向架的原點位置設置在接近主動鏈輪的右側位置,從原點位置開始做順時針運動。經過主動鏈輪最高點時將漆包線掛到鉤線針上,然后經過從動輪最高點時將漆包線掛在捻線針上,最后回到主動鏈輪最高點時,捻線電機驅動帶輪開始捻線。捻線完成后鉤線氣缸動作,使鉤線針與漆包線脫離。主軸伺服電機驅動主軸轉動,在骨架上繼續繞線,使漆包線從捻線針上脫離,最終將捻好的多股漆包線纏繞在骨架的前后引腳上。
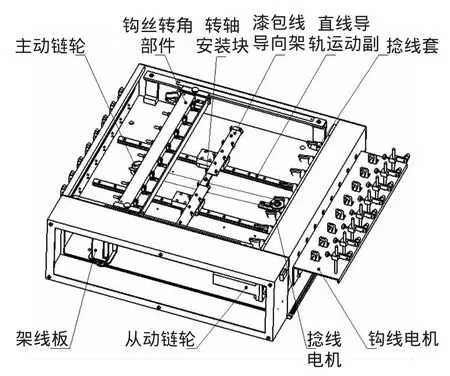
圖1 捻線機構
2.1.2 鉤絲轉角部件
如圖2所示,鉤絲轉角部件是由導向槽蓋板與導向座通過旋鈕夾持在導向條上,導向條上標有刻度,可以通過調節鉤絲轉角部件在捻線機構中的前后位置來選擇不同的捻線長度,鉤絲轉角部件由氣缸做動力,通過連桿機構帶動鉤線板做旋轉運動,從而使安裝在鉤線板上的鉤線針做上下運動完成漆包線的鉤掛與脫離。在捻線的過程中,隨著漆包線捻線的圈數增加,漆包線的長度會越來越短,所以在設計鉤絲轉角部件時,將線套定位塊設計成隨動裝置,線套定位塊通過銅套和直線軸承做導向在滑槽板前后滑動,在導向軸后端裝有壓緊螺母,在鉤線針向前運動時,壓緊螺母會向前隨動壓住彈簧,彈簧產生相反方向的作用力,在捻線過程中使漆包線一直保持一定的張力,輔助完成捻線動作。
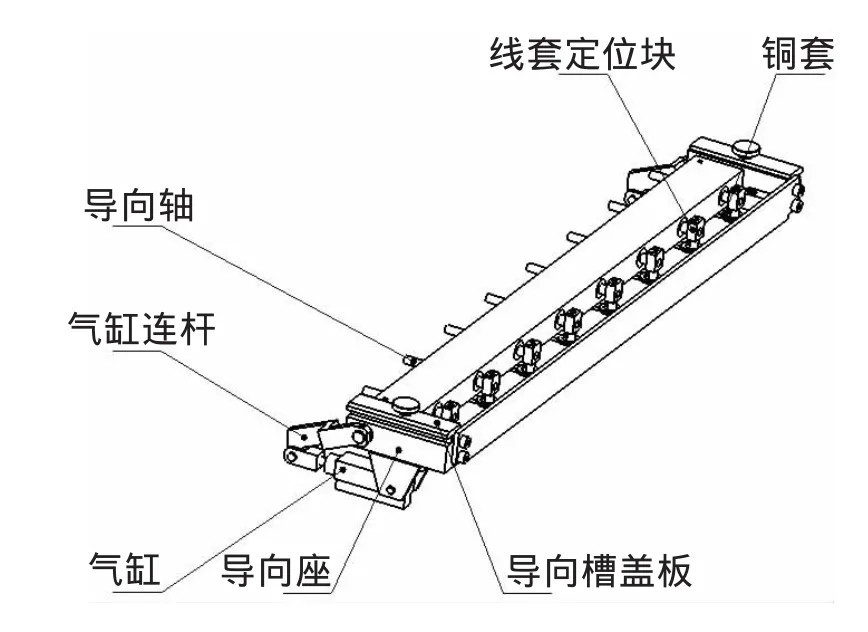
圖2 鉤絲轉角機構
2.2 x、y、z向運動機構
該機構由伺服電機、精密絲杠、精密導軌組成。主要功能是依靠三軸聯動來完成漆包線在骨架線圈上的線頭繞制過程、線的排線繞制過程、線的過槽過程等,使得繞線能夠平滑地繞制在骨架線圈的各個凹槽內,并無跳線現象。
如圖3所示。x、y、z向運動機構組成規范的三坐標伺服系統,使得針嘴可以自由地移動,可以根據程序自由進行纏繞動作。另外,針嘴還能夠根據氣缸執行元件變換不同角度,當4個氣缸均處于伸出狀態時,針嘴朝內并與地平面成平行狀態;當上位氣缸縮回時,針嘴旋轉90°,針嘴朝下與地面垂直。當下位氣缸也縮回時,針嘴繼續旋轉30°,與地面成120°。以對應各種不同方向的端子。在試驗中發現,z向運動機構中的氣缸組件里左右兩工位的氣缸動作時常會發生執行動作不一致的現象,從而導致安裝針嘴的旋轉體旋轉發生滯后或者不會旋轉的現象,傳感器報警,影響整個生產流程。所以我們對z向運動機構中的旋轉部件進行改進,采用伺服電機作為執行元件,通過同步帶傳動來帶動針嘴旋轉。這樣不僅提高了反應速度,針嘴還可以進行360°任意旋轉。如圖4所示。
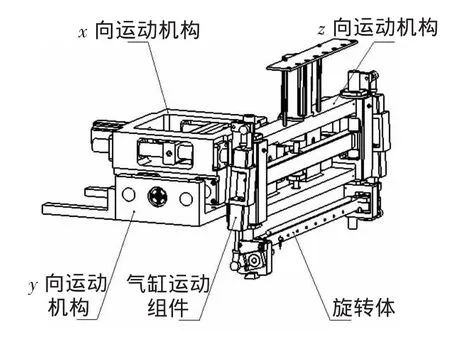
圖3 x、y、z向運動機構
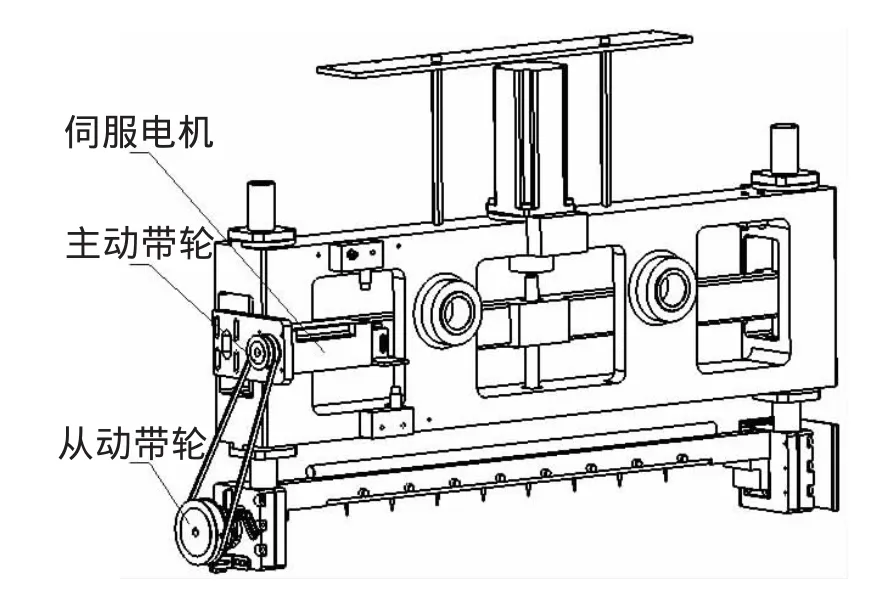
圖4 z向運動機構
2.3 夾線頭機構
夾線頭與線嘴配合使用,在繞制線圈前,線嘴將漆包線繞制在夾線頭上,當漆包線在骨架的引腳上纏繞好之后,夾線頭再將漆包線扯斷,然后將夾線頭上的廢線排掉,根據工藝要求,漆包線必須從骨架引腳根部斷開,引腳不能留有線頭,否則線頭容易在主軸高速旋轉過程中繞進骨架凹槽內,導致產品報廢,等繞制完成一個產品后,再將線頭繞制在夾線頭上,依次反復。因此夾線頭需要保證每次斷線都要從引腳的根部斷開。為了實現上述功能,將夾線頭設計成如圖5所示結構,由于受整體結構影響,夾線頭的高度與直徑比例懸殊,成細長狀.加工后很容易變形和斷裂,所以夾線頭三部分均采用高速工具鋼(W18Cr4V)做材料.這種材料具有韌性好、耐磨性好、強度高等特性,能滿足設計加工要求。夾線頭退絲導套設計成中空形狀,并且底部帶有凹槽的套管,與退絲擋板嵌套在一起.退絲擋板以退絲氣缸為執行元件,直線軸承做導向,帶動退絲導套做反復上下運動,將廢絲退掉。夾線頭2用頂絲固定在旋轉軸上,套合在退絲導套內部,夾線氣缸通過導向板推動夾線頭1底部連接的退絲撥桿,使夾線頭1旋轉,退絲撥桿的銷子上連接有彈簧,當夾線氣缸軸伸出時,氣缸伸出力克服彈簧拉力,使夾線頭張開,當氣缸軸收回時,彈簧拉力重新使夾線頭2與夾線頭1上部夾線部分夾緊。
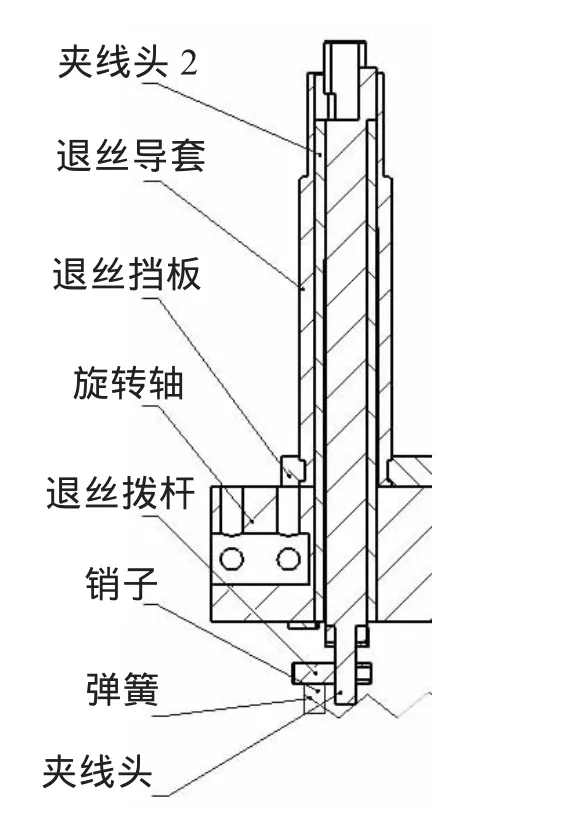
圖5 夾線頭機構
3 結束語
多軸繞線機可應用于手機、電話機、耳機、顯示器件等線圈的生產設備,且每條線圈生產線需要近百臺繞線機。我國現有手機、電話機、耳機、顯示器件生產企業上千家,未來幾年里,隨著手機及顯示器件更新換代頻率的加大,手機和顯示器件生產廠商也在不斷的擴大自己的生產規模,使用繞線機工藝技術及設備已是大勢所趨。
[1]王文斌.機械設計手冊(M).北京:機械工業出版社,2004.
[2]鄭志峰.鏈傳動設計與應用手冊[M].北京:機械工業出版社,1992.
[3]周開勤.機械零件手冊[M].北京:國防工業出版社,1994.