淺析砂輪劃片機劃切工藝
2010-03-26 10:22:28王克江楊云龍
電子工業專用設備 2010年6期
文 赟,王克江,孫 敏,楊云龍
(中國電子科技集團公司第四十五研究所,北京東燕郊065201)
隨著電子產品的發展,市場對半導體封裝技術提出了更高的要求。對其更小、更輕、更低功耗和更高可靠性的要求日新月異,并且新興的工藝劃切對象不再單一,導致劃切工藝更加復雜。為了提高劃切品質和加工效率,必須透徹分析影響劃切品質的因素。
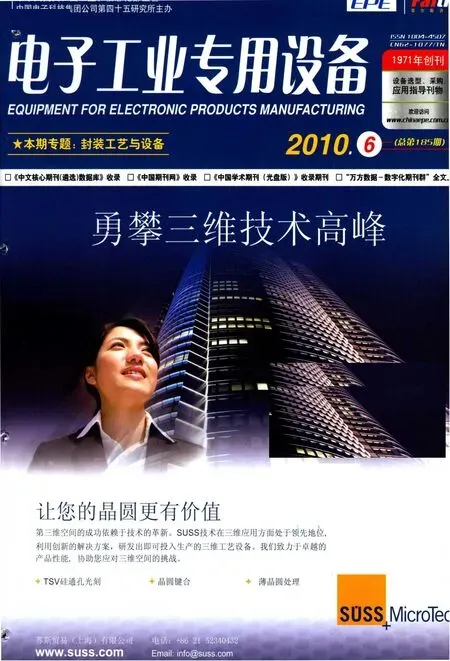
劃片機是以強力磨削為劃切原理,空氣靜壓電主軸為執行元件,以每分鐘3萬到6萬的轉速劃切晶圓的劃切區域,同時承載著晶圓的工作臺以一定的速度沿刀片與晶圓接觸點的劃切線方向呈直線運動,將每一個具有獨立電氣的芯片分裂出來。這個過程就是劃片或劃切(DicingSaw)。工作原理如圖1和圖2所示。

圖1 劃切區工作圖
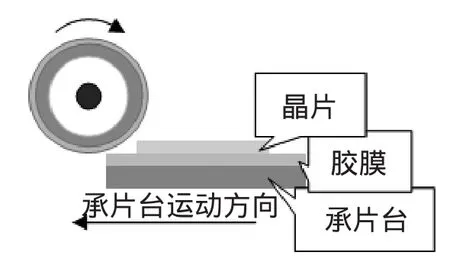
圖2 原理示意圖
1 劃切原理分析
金剛石刀具在劃切不同的材料時,會產生不同切削形式,下面是劃切原理的一些關鍵名詞解釋。
1.1 刀口
刀口為鉆石顆粒和結合劑粘結時形成的空穴,在刀具的劃切過程中有很重要的作用,刀口最基本的功能是排屑和冷卻刀具。刀口能在高速旋轉的過程中將冷卻液帶到劃切部位,達到冷卻效果。如果刀口被堵塞,冷卻效果與切削力都會受到影響。采用不同的結合劑將造成不同形式的刀口,但無論什么形式的刀口,在劃切中都起同樣的功用。圖3為刀口模擬形狀。
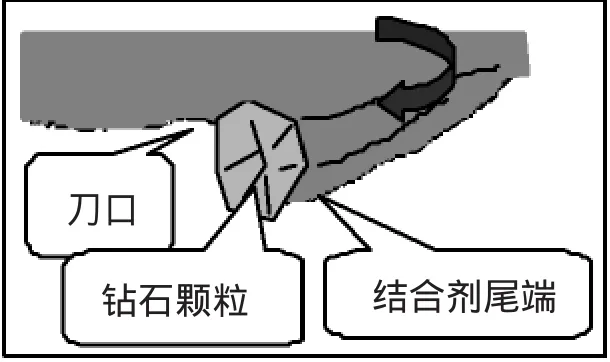
圖3 刀口形狀
1.2 撞擊
當劃切材料是一些硬、脆材料時,例如硅晶圓、玻璃等,在劃切過程中金剛石顆粒是以撞擊的形式把加工物敲碎,然后利用刀口將產生的廢屑帶走,如圖4所示。
圖4 撞擊示意圖
1.3 挖除
當工件屬于較軟的材質,刀具會利用刀口部分將工作物一點一點挖除,并將粉末帶出,如圖5所示。
1.4 自銳
刀具在劃切過程中,由于鉆石顆粒的磨損,切削力會受到影響,導致劃切品質變化,這就需要刀具具有自我再生的能力,就是我們所說的自銳。由于鉆石顆粒的硬度和結合劑不同,刀具的自銳有兩種方式:金剛石斷裂和金剛石磨損。
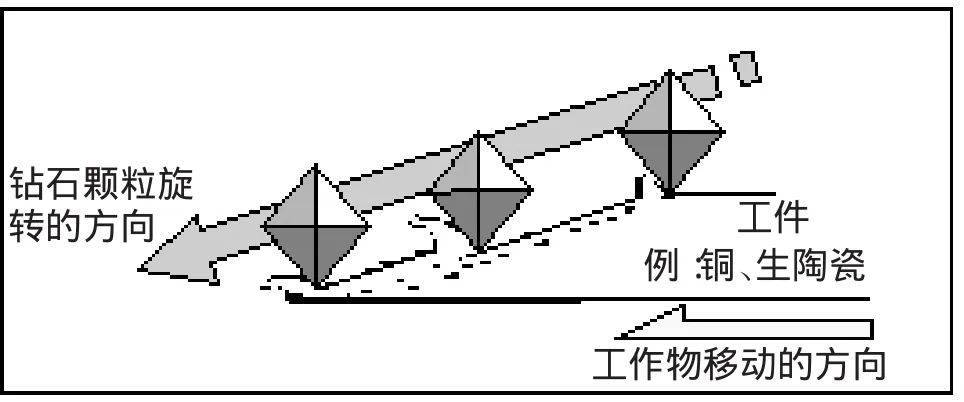
圖5 挖除示意圖
金剛石的斷裂是指鉆石顆粒在長期的撞擊之下,某些鉆石顆粒會破裂,并在斷裂面形成一些銳角,使刀片能夠繼續維持在鋒利的狀態。通常鉆石顆粒為氮化硼時,多產生此類自銳。
金剛石的磨損是指因為長時間的摩擦使固定鉆石顆粒的結合劑減少,當結合劑少到某一種程度,同時在外力的驅使下,鉆石顆粒會自然脫落,而新的鉆石顆粒也會顯露出來,從而達到自銳的效果。
不管哪種自銳方式,劃切品質和劃切時間的關系示意圖如圖6所示,在新的顆粒或者鋒利刀口產生出來之前,劃切品質會隨著時間的增長而變差。
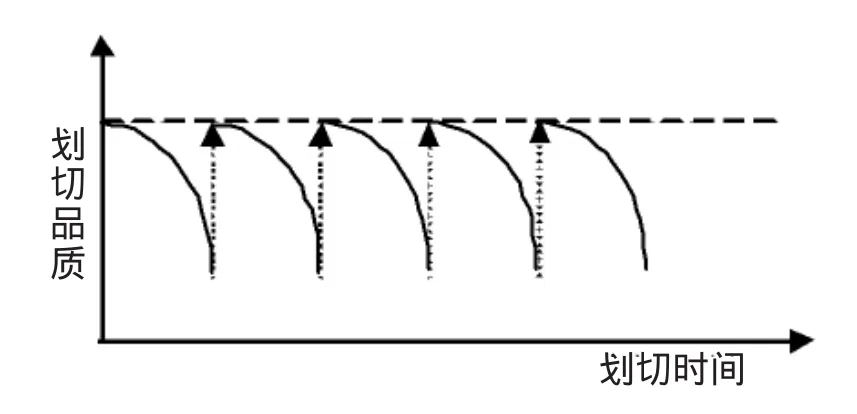
圖6 劃切品質與劃切時間關系示意圖
1.5 過載
當刀口的空穴被一些柔性物質堵塞后,導致刀口不能發生作用,刀具也不能達到自銳的效果,如圖7所示。
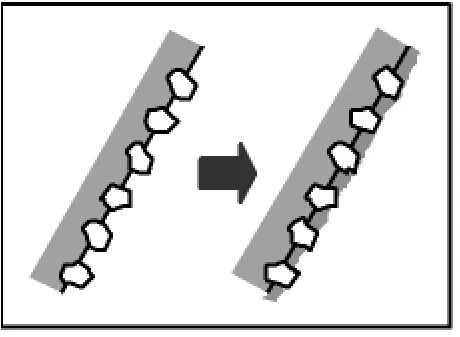
圖7 過載示意圖
1.6 鈍化
因為沒有足夠的力量可以讓鉆石顆粒脫落、破裂和完成自我再生的動作導致刀口消失而無劃切的能力,如圖8所示。
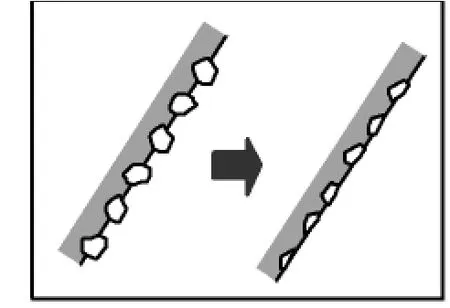
圖8 鈍化示意圖
2 刀具參數對劃切品質的影響
刀具是由鉆石顆粒通過粘結劑粘結而成,主要參數有鉆石粒度、結合劑、集中度、刀口。
砂輪劃片機刀具按外形可分為硬刀和軟刀。硬刀可以直接安裝在主軸前端,而軟刀需要在主軸前端安裝一對法蘭盤,將刀具夾緊固定于軸端。外形如圖9和圖10所示。

圖9 硬刀

圖10 軟刀
按照制作工藝可以分為電鍍刀具與燒結刀具。電鍍刀具刀體為金屬,其上鍍制金剛砂,厚度一般為0.015~0.1 mm;燒結刀具由金屬粉或樹脂同金剛砂粉混合后,采用高溫高壓的方式燒結而成,厚度一般為0.1~1 mm。
鉆石顆粒種類可以分為金剛石和氮化硼兩種,見表1。由于兩種鉆石顆粒的硬度和溫度穩定度不同,可以用于不同材料的劃切。氮化硼自銳的原理多為斷裂,而金剛石自銳則通過脫落完成。

表1 鉆石顆粒分類
2.1 鉆石顆粒尺寸的影響
鉆石顆粒的大小直接影響切削力及劃切品質。鉆石顆粒較大的刀具在劃切時每次帶走的切削粉末較多,不容易污染工件,并且由于鉆石顆粒和結合劑接觸的范圍較大,鉆石顆粒的抓緊力強,不易磨損,切削能力強。但劃切時產生的崩裂較大,影響劃切品質。
選擇刀具時,首先選擇刀具金剛砂顆粒大小,不僅要考慮加工效率問題,還要考慮減輕對加工物的沖擊力,減小崩邊的產生。圖11和圖12是其它劃切參數均相同,不同磨粒的劃切效果圖。
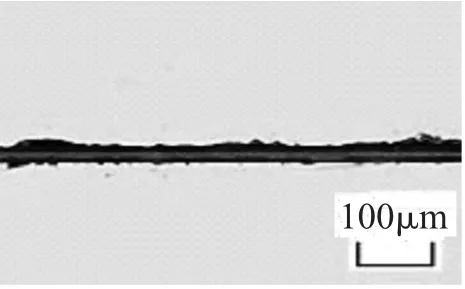
圖11 #2000的顆粒刀片
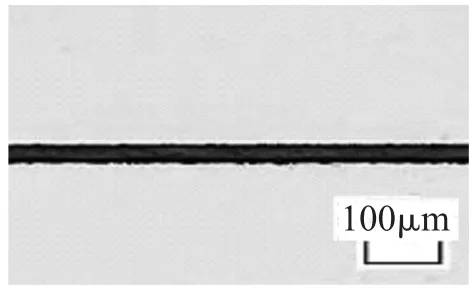
圖12 #4500超微細顆粒刀片
2.2 集中度的影響
刀具集中度是指鉆石顆粒在刀片中所占比例或數量。在1 cm3的體積中,如果鉆石顆粒的數量占其中的25%,我們稱此集中度為100,如圖13所示。
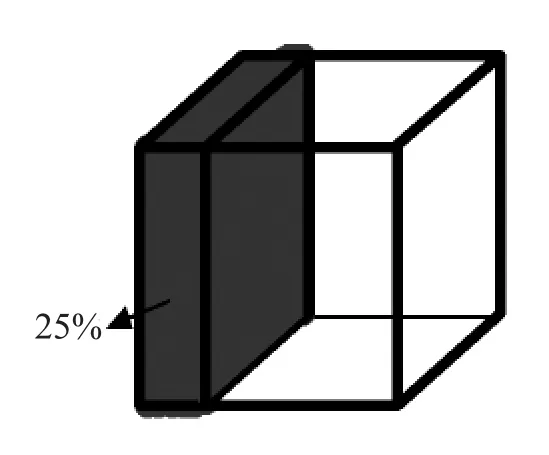
圖13 集中度的定義
集中度較高時,劃切時每一個鉆石顆粒所承受的阻力相對較小,并且由于集中度高產生的刀口較多,排屑能力較好,產生的正崩邊較小,劃切品質有所提高。但由于鉆石顆粒的增加導致結合劑減少,刀具的強度減小,在實際使用中容易斷刀,如圖14所示。
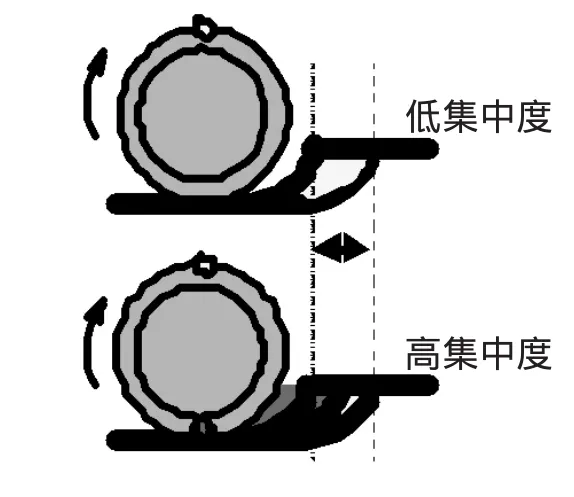
圖14 集中度影響等效圖
2.3 結合劑的影響
結合劑硬度較大時,會導致刀具的自銳能力降低,劃切時受到的阻力也較大,影響了劃切品質,但其刀具的強度較大,不易磨損和損壞,適用一些對劃切品質要求不是很高,但對加工效率和成本有所控制的工藝。結合劑一般分為樹脂結合劑,金屬結合劑,金屬電鍍型3種,硬度依次增加。
3 劃切參數對劃切品質的影響
3.1 轉速的影響
采用較高轉速時,每顆鉆石顆粒所承受的負載減小,可減小劃切產生的崩裂,劃切產生的阻力較小,可以增加進給速度。但超過一定進給速度之后,隨著轉速的提高,主軸的震動也會相應增加,對劃切品質產生影響。如圖15和16分別為低轉速和高轉速下劃切示意圖。圖17和18為其它工藝參數均相同,轉速分別為30 000 r/min和40 000 r/min的劃切效果圖。
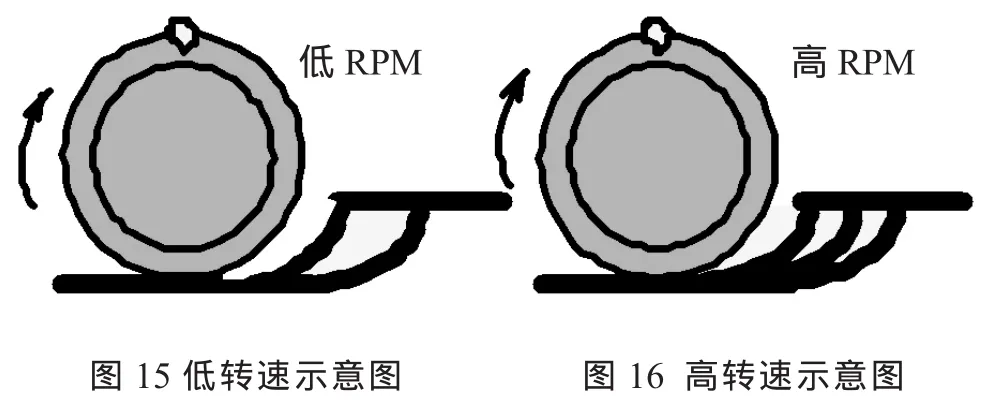
圖17 30 000 r/min劃切效果

圖18 40 000 r/min劃切效果
3.2 進給速度的影響
進給速度較快時,每顆鉆石顆粒所受的負載增加,有損壞刀具的可能,并且進給速度增加會導致崩裂增大,冷卻效果不佳等。如圖19為進給速度快和慢時的劃切示意圖。
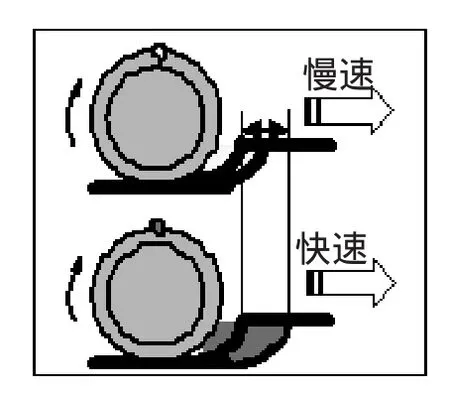
圖19 進刀速度比較示意圖
3.3 刀座的影響
由于刀座平整度的誤差導致刀具高速旋轉時的擺動,會產生較大崩邊,如圖20所示。
某客戶的陶瓷開槽為例,客戶需要一個0.15mm,偏差±5%μm的斜槽。都使用厚0.15 mm的刀具及相同劃切參數,圖21為刀座誤差5%μm的情況,引起刀痕偏大,圖22為刀座誤差1%μm,刀痕就可以滿足要求。
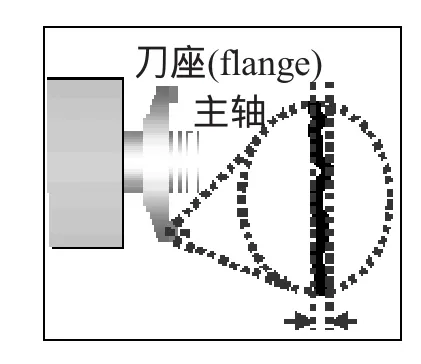
圖20 刀座擺動示意圖
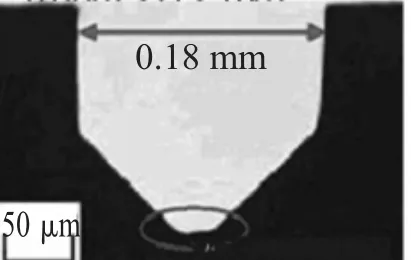
圖21 刀座誤差5 μm
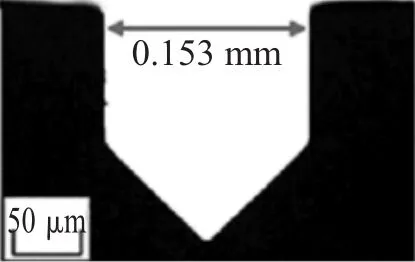
圖22 刀座誤差1 μm
法蘭的平整度也同樣會影響劃切品質。法蘭如粘有廢屑,平整度不夠,會使刀具和法蘭無法充分接觸,導致刀片擺動。當刀痕較粗,大于刀片厚度的1.1倍時,或刀痕的產生單邊崩邊時,就必須及時檢查、清潔和修整刀盤,使它的平整度保持在2%μm以內。如果頻繁更換、裝卸刀具,一個月應修整一次,才能確保劃切品質。
3.4 冷卻液的影響
冷卻液包括劃切冷卻液和主軸冷卻液。
穩定的劃切冷卻液(去離子水)流量,不僅在劃切過程中起到冷卻刀片的作用,還可以防止電擊、電弧現象發生,同時沖掉劃切過程中碾碎的碎粒,減少芯片表面的硅粉污染,提高劃切品質。如果冷卻液在劃切過程中突然減少,就會出現刀痕突然加深,嚴重時劃傷工作臺、刀體打火、刀痕燒糊、刀體卡在芯片中、損毀刀具,以至于芯片報廢。如圖23和圖24分別為其它劃切參數均相同,冷卻效果好與不好的情況下的劃切效果圖。
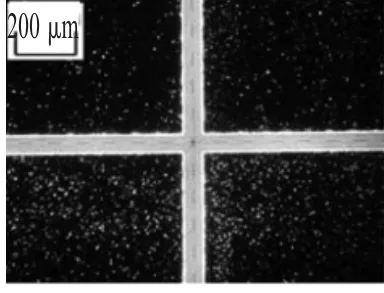
圖23 冷卻效果不佳
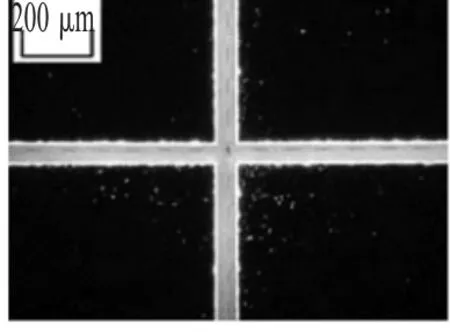
圖24 冷卻效果佳
主軸冷卻液的溫度變化,也會引起劃切品質的下降。如果水溫的變化保持在一定的范圍內,就能保證主軸在劃切過程中的穩定,刀痕就不會前后漂移。但如果水溫變化較大,劃切較窄的劃切道(小于40%μm)時,就很容易傷及芯片。
3.5 工件固定方式的影響
一般來說,我們需要將工件固定在一層膠帶上,其一面具有黏性并且柔軟。除了固定作用,膠帶還起到提高劃切品質、減少劃切過程中飛片以及保護工作臺的作用。根據膠帶的受熱粘貼方式的不同,分為受熱粘貼的膠帶和受UV照射粘貼的膠帶,分別適用于一些可加熱和對溫度敏感的工件,而且UV膠帶的粘著力要比熱膠帶大很多。黏性越大的膠帶越適用于厚的工件與容易掉片的工件。膠帶厚度由膠的厚度與薄膜的厚度組成,厚度的選擇會直接影響背面崩邊。除了用膠帶粘貼,還可以使用石蠟或者強力膠水將一些比較特殊的工件固定在平整的石墨板或硅片上。如圖25和26顯示分別采用藍膜固定和石蠟固定的LTCC背面崩邊情況,用石蠟固定的工件背面崩邊要好的多,只是在撿片的時候增加了工序與難度。
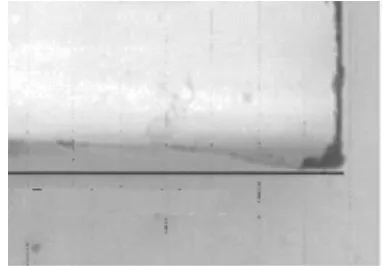
圖25 膠帶固定
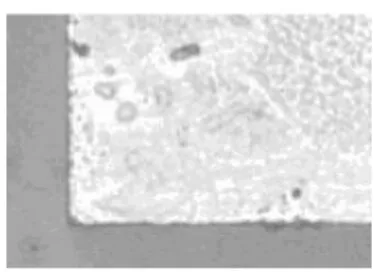
圖26 石蠟固定
4 刀具和工藝參數選擇的一般規則
4.1 刀具型號選擇的一般規則
材料較硬的工件,需選取較軟結合劑、較大顆粒的刀具,通常半導體使用刀具顆粒度范圍為#1700~4000,#320~600的刀具適用于石英、陶瓷和玻璃等較硬的材料;對于比較脆的材料比如石英,通常選擇結合劑較軟的刀具;對于材料黏性比較大的工件,比如金屬、高分子化合物,通常選擇顆粒比較大的刀具;在正崩要求比較高時,可以選擇顆粒較小,集中度較高的刀具;在有背崩要求的情況下,選擇較低集中度、低強度結合劑的刀具;對于生產規模大,要求刀體壽命不能過短的工藝,通常選擇集中度低,結合劑較硬的刀具。
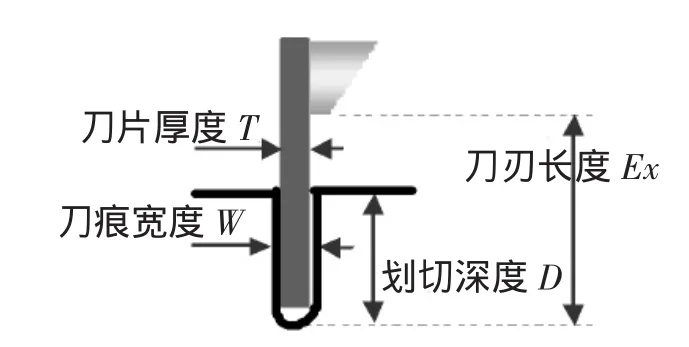
圖27 刃厚、刃長與劃切深度的關系
刀具的刀刃長度、刀片厚度均要根據劃切深度和刀痕寬度來選擇,如圖27所示。其中如果刀片厚度為T,刀刃長度的選擇范圍:Ex=20T~30T,刀痕寬度的范圍:W=1.1T,劃切深度的范圍:W=10T~15T。
根據表2中各種結合劑的優缺點來根據劃切材料選擇適合的結合劑的刀具。
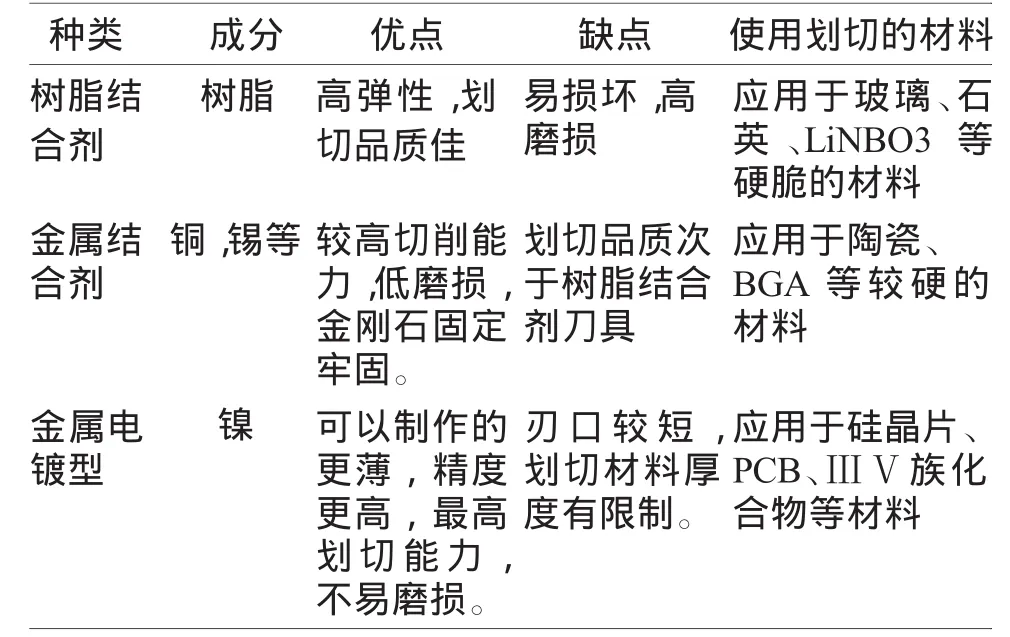
表2 結合劑種類及優缺點
4.2 修刀參數設計
劃切過程中,由于冷卻效果不好,或者材料本身粘刀,使刀片的氣孔堵塞、磨粒不能夠及時脫落更新,就不能產生自銳現象。必須建立一套反復修整刀片的工序,保證刀片的最佳劃切性能。例如:劃切疊層電容等較軟材料時,會經常發生刀口被堵塞的現象,這就需要我們通過磨刀的手段使刀具重新達到鋒利的狀態。
修刀的基本工序:選擇中軟性(小于10μm粒度,320#)的修刀板,或者選擇刀片粒度加2個國標粒度。修刀深度也要分不同深度進行,可以選擇二次劃切。切割水盡可能的小,或者把修刀板放水里浸濕透。
以劃切320 μm厚的晶圓片為例,一般修刀工藝如表3。
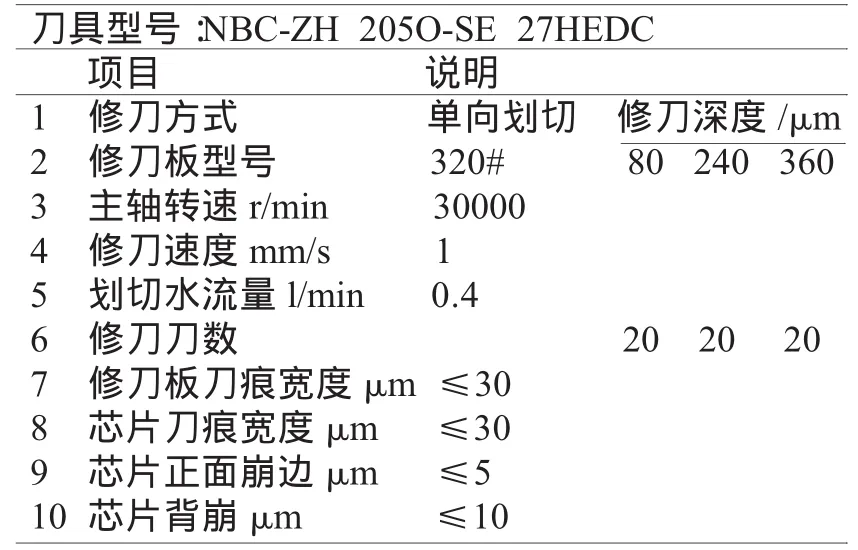
表3 修刀參數
4.3 優化工藝參數
穩定的扭矩運轉系統,必須要求進給速度、主軸轉速和冷卻液流量的穩定。
進給速度主要取決劃切材料硬脆性以及劃切深度,同時進給速度與主軸的轉速要匹配。一般情況下劃軟材料的進給速度比硬材料快;脆的材料速度較慢;劃淺比深速度快。在選擇主軸轉速時,劃切軟材料主軸轉速比硬材料低;同一種材料,劃切厚的工件主軸轉速比薄的要高;劃切厚硬材料時要考慮選用大功率的主軸。
冷卻液的流量和溫度達到穩定,劃切品質才能達到最佳。冷卻液流量的調節,包括噴嘴方向、高低、流量大小的調節。只有保證了足夠的冷卻效果,才能降低刀片過載、堵塞、污染等現象,有效控制劃切崩裂。冷卻液的溫度并不是越低越好,冷卻液溫在24℃時主軸伸縮量的變化最小,使得刀痕偏移變化量也最小,此時不需要頻繁進入圖像調整,避免劃切時偏離劃槽中心,或劃傷芯片。
4.4 劃切方式
針對某些特殊材料,可以選擇二次劃切的方式,先開槽去除劃槽內的金屬氧化物等鈍化層,由于劃槽較淺,冷卻效果也好,刀片也不會過載。開槽刀片一般選用金剛砂顆粒較小,中等強度結合劑和金剛砂密度,劃切時金剛砂顆粒易削落,形成自銳。第二次劃切劃透工件,刀片就選一般標準即可。
5 結論
在砂輪劃片機的劃切工藝中,崩裂及劃切品質問題可以通過選擇合適型號的刀具以及調整、優化工藝劃切參數來改善。由于劃切對象與劃切要求的不同,并且影響劃切品質的因素眾多,使得劃切工藝數據庫體積龐大復雜,所以對于各種各樣劃切對象的劃切工藝是一個不斷摸索與總結的過程。一般經驗可以指導大多數劃切工藝。選擇最佳工藝與刀具,需并行考慮劃切要求和劃切材料的性質,在刀片壽命、切削效率、切削品質之間作出平衡,具體情況下的問題還需更近一步分析研究與實驗得出具體結論。