直接紡超細纖維的冷卻技術及冷卻穩定性控制
2010-04-05 04:58:26田穎,王成
合成技術及應用 2010年4期
關鍵詞:生產
田 穎,王 成
(1.浙江遠東新聚酯有限公司,浙江 紹興 312072;2.星域控制機電設備(上海)有限公司,上海 201108)
直接紡超細纖維的冷卻技術及冷卻穩定性控制
田 穎1,王 成2
(1.浙江遠東新聚酯有限公司,浙江 紹興 312072;2.星域控制機電設備(上海)有限公司,上海 201108)
論文描述了目前適用于直接紡超細纖維生產的幾種新的冷卻技術,介紹了現場保證冷卻穩定性的幾個控制手段。
熔體直紡;超細纖維;冷卻方式;環吹風
單絲線密度在0.11~0.55 dtex的纖維,通常被稱為超細纖維。超細纖維由于線密度極低,大大降低了絲的剛度,增大了比表面積和毛細效應。超細纖維所具有的柔軟的手感、柔和的光澤以及高吸水、吸油性和高保溫性等方面的優勢,滿足了人們追求舒適、高檔、自然的服飾要求,是常規滌綸長絲所無法媲美的,因此其應用領域十分廣泛。
一般超細纖維的生產方式有復合紡絲法、共混紡絲法和直接紡絲法。直接紡絲法是在紡絲過程中使用單一原料直接利用熔體紡絲或溶液紡絲工藝制造超細纖維的生產技術。相對于前兩者,直接紡絲法從生產到使用的生產流程短、環境污染少,其生產經濟性體現在下列幾個方面:
a)省卻了熔體造粒和再干燥、熔融過程,并為連續性的熔體供料提升了纖維質量的均勻性;
b)采用單組分原料節約了紡絲設備投資和運行成本,并省卻了織造前處理的開纖、堿減量等復雜工藝和環境污染;
c)經過試驗,單組分超細纖維的機織物有較好的耐水洗色牢度。如表1所示。
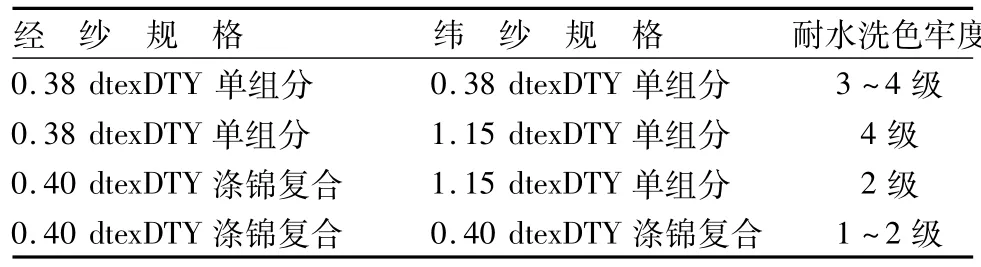
表1 直接紡超細纖維織物的耐水洗色牢度
滌綸熔體直紡單組分超細纖維由于其優越的應用性能和經濟的運行性能而成為合成纖維工業備受矚目的“核心競爭商品”。目前直接紡生產超細纖維的技術難度較大,關鍵有3點,即保證紡絲可紡性技術、紡絲過程中的冷卻技術以及減少、消除纖維斷頭與毛絲措施。
單組分直接紡超細纖維基本上是多孔的,一束絲的根數較多(一般≥144根),因此纖維細度數量級上的變化帶來了紡絲生產技術上的本質性變化,催生了冷卻方式均勻化的最新技術。
筆者主要就直接紡超細纖維的冷卻技術進行探討。
1 直接紡超細纖維的最新冷卻技術
長絲常規的冷卻方式采用側吹風工藝。側吹風裝置結構簡單,通常采用蜂窩板加篩網的措施對進入冷卻室中的氣流進行整流,操作方便,對于根數少的長絲原絲而言,因為在絲條固化過程中散逸的熱量少,絲條很容易達到均勻冷卻,側吹風裝置是一個最佳的選擇。
而直接紡超細纖維的單絲直徑一般不大于6 μm,比表面積大,在初生絲固化過程中極易散熱,由于單絲根數多,導致靠近側吹風窗的絲條先冷卻。雖然人們通過增加蜂窩板的厚板、采用多孔多層篩網的辦法改善整流系統,但氣體的完全層流化尚不能實現,從分散小孔中出來的空氣流仍為不穩定的湍流氣體,導致絲條之間取向度和結晶度的不同,產生大量的毛絲和斷頭,條干均勻度下降,染色性能變差,紡絲生產難以進行。
人們針對超細纖維生產中冷卻風速均勻性和穩定性問題開發了下列幾種新型冷卻方式:
1.1 風筒自吸風冷卻方式
把一個多孔管通過適當的密封方式安裝在熱箱或紡絲箱體上,從噴絲板開始,初生絲在卷繞和冷卻同步的方向上運行,在絲的加速度運行點的面上,絲束對空氣自由抽吸,均勻地充滿絲的界面層。在離開冷卻管后,絲束中的湍流空氣導致強烈的冷卻作用。
這種完全新型的絲的冷卻裝置已見使用,在卷繞速度達8 000 m/min制造POY絲的過程中成功地應用了這種裝置,試驗證明紡速3 000 m/min時,單絲旦數越小的纖維,這種冷卻方式效果越好。采用這種冷卻方式生產的超細纖維密度和雙折射較大,其特征值見表2。

表2 風筒自吸風冷卻方式細旦絲特征值
風筒自吸風冷卻方式可以在現有工業化裝置上改造實現。由于這種冷卻方式主要靠自吸風,所以大大節約能耗。
1.2 層流器+反射板冷卻方式
在側吹風的外部加裝一套8~9層間距為2~5 cm隔板的整流器,這種層流器可大大改進側吹風的喘流程度;同時在絲束的外側加裝一個半圓形的反射板,使側吹出來的氣流通過反射板再反射到絲束,減少絲束內外層的冷卻差異。
這種冷卻方式也可在現有裝置上改進加裝,具有投資少、見效快的特點。但它主要對0.44 dtex/f~0.55 dtex/f的細絲效果顯著;同時反射板的應用技術含量較高,對現場操作有一定要求。
層流器和反射板冷卻方式亦可根據超細纖維品種單獨使用或組合使用。
1.3 環吹冷卻方式
與上述冷卻方式不同,環吹冷卻方式是把傳統短纖維環吹冷卻方式優化移植過來。與側吹風相比,環吹方式有能量消耗低,用風量是側吹方式30~40%的低碳優勢。以巴馬格卷繞機、紡絲速度2 600 m/min為例,實測環吹風量是側吹風量的53%。
環吹冷卻方式一般分為內環吹和外環吹兩種方式:
a)內環吹
冷卻風管處于絲束的中心,氣流流動方向由內而外,氣流之間的干擾和有限,可以使絲條在均勻穩定的條件下快速冷卻,而且可以比普通側吹風系統節省70%以上冷卻風。
這種冷卻方式的優點是氣流穿透力強,在相對較小的噴絲板上可均勻冷卻孔數較多的超細長絲。但對內環吹裝置的整流效果要求特別高。
b)外環吹
吹風裝置位于絲束的外部,冷風由絲束外側周向內均勻地吹向環狀排布的絲束中心。環吹風筒由燒結金屬和多層金屬網濾芯組成。由于出風面與絲束距離很近,冷卻不需要穿過多根纖維,因此在合適的風速下,可獲得穩定的氣流場。
由于超細纖維單絲直徑小,絲條冷卻快,所以冷卻風筒70~90 mm即滿足要求。
有設計人員考慮到外環吹冷卻方式中央風束較低,噴絲板的布孔最好不超過5圈。
c)雙排外環吹
雙排外環吹是外環吹的一種新的應用方式,是為“雙胞胎”組件開發的一種冷卻方式,絲束冷卻能力是同面積噴絲板的兩倍。
2 冷卻穩定性控制
紡絲過程中,從噴絲板微孔中噴出的熔體細流在冷卻成型裝置中用吹風方式強制冷卻,在短時間內固化成絲條。絲條的固化是一個復雜的過程,冷卻方式、冷卻條件的選擇起著至關重要的作用。上述冷卻方式各有利弊,目前超細旦纖維生產選擇外環吹方式較多。
冷卻方式選擇后,冷卻工藝應根據不同規格的品種進行調試確定,此后,保證冷卻條件的穩定成為制造超細纖維的關鍵因素。
筆者根據生產經驗,在下列工序強化冷卻穩定性的控制:
a)減少野風
對現場環境進行了改造,使紡絲樓層間氣流進一步分布合理,減少野風。紡絲間和卷繞間的壓差保持正值,以避免卷繞間氣流上升對紡絲間的影響。
b)穩定出口風壓
筆者在制備55 dtex/144 f超細纖維時跟蹤發現空調出風口壓力波動在±10 Pa時,纖維的條干U值波動0.3%左右,對超細纖維的質量穩定性影響很大。將出口風壓控制在±5 Pa波動范圍,提高空調過濾等級,提升空調風壓設定值為800 Pa,以縮短超細纖維生產期間的風道濾袋切換周期。
c)加強風速測試
對生產紡位進行編號,每天規律性地間隔測試風速,并用行燈照射正在運行的絲束,通過絲束的反光點行成的弧面判斷吹風的均勻性。
d)跟蹤纖維條干
由于冷卻均勻性主要影響超細纖維的條干,而條干均勻性又直接影響織物的染色均勻性。因此,筆者把批量纖維的條干均勻性作為衡量冷卻均勻性的一個重要工藝關注點進行控制。
筆者所在工廠在生產260 D/288 f POY、150 D/288 f DTY等超細纖維時,采用內環吹冷卻方式,通過風壓、風溫和風濕對冷卻工藝進行調節,在選擇了風壓4O Pa,風溫(25±1.0)℃,風濕(8O±5)%的冷卻條件時,采取上述一系列控制手段保證冷卻穩定性后,生產穩定,運行良好。與傳統的側吹風冷卻方式相比,纖維的物理性能、染色性能均見明顯提升,見表3、表4。

表3 260 D/288 f POY物理指標對比
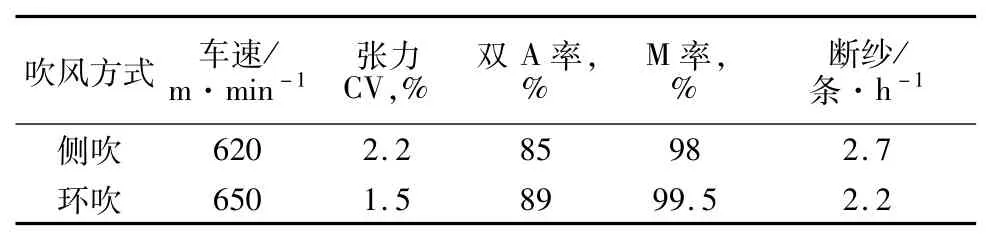
表4 150 D/288 f DTY生產情況對比
3 結 語
直接紡超細纖維的生產中,選擇合適的冷卻方式非常重要。冷卻工藝應根據不同的規格、品種精確調試,還需要通過有效的手段保證冷卻工藝的穩定才能保證生產的順利進行、纖維品質的穩定。
1 W Peschke等.采用新自吸冷卻裝置紡微細旦絲[J].廣西化纖通訊,1998(1~2):47~51
2 王輝.化纖長絲設備中絲束環吹風冷卻理論探索與應用[J].紡織機械,2008(3):44~49
3 沈瑋.合成纖維成套設備技術改造和產品升級[J].紡織機械,2009(5):13~17
Blowing technologies and cooling stability control of microfiber by direct Spinning
Tian Yin1,Wang Cheng2
(1.Zhejiang Yuandong new polyester Co.,Ltd.,Shaoxing Zhejing 312072,China;2.Star controls engineering service centre Co.,Ltd.,Shanghai 201108,China)
This paper describes the latest blowing technologies used especially for microfiber by direct Spinning and introduces some controlling ways of Cooling stability in factory.
microfiber;direct spinning;cooling stability;blowing technologies
TQ340.64、TQ342.93
:B
:1006-334X(2010)04-0050-03
2010-06-11
田穎(1974-),河南商丘人,工程師,從事滌綸POY、FDY生產技術管理工作。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16