凸橢球數控粗銑加工路徑分析及程序設計
2010-04-11 08:07:26姚素芹
制造業自動化 2010年13期
關鍵詞:程序
周 岳,姚素芹
ZHOU Yue, YAO Su-qin
(常州機電職業技術學院 機械工程系,常州 213164)
凸橢球數控粗銑加工路徑分析及程序設計
CNC path analysis and program design in rough milling a Convex ellipsoid
周 岳,姚素芹
ZHOU Yue, YAO Su-qin
(常州機電職業技術學院 機械工程系,常州 213164)
通過設計凸橢球粗銑加工路徑,建立了凸橢球加工的數學模型,在避開使用刀具半徑補償功能以免過切加工的基礎上,推導出橢球輪廓加工的刀具中心軌跡參數方程,進而編寫宏程序,完成工件加工。實踐證明了宏程序的簡潔、嚴謹、易讀、通用、高效等特性。
橢球;加工路徑;數學模型;參數方程;宏程序
0 引言
數控機床高速、高效、高精度、工序集中、柔性好、適應性強的加工特點是依據機床用戶為它編制了不同的數控加工程序才能加工出各種各樣不同形狀、不同尺寸、符合圖紙精度要求的零件。現在數控加工程序的編制方法有兩種,即面對數控機床的直接編程技術和自動編程技術。
1 概述
1.1 自動編程(AP)技術
自動編程是計算機通過自動編程軟件完成對刀具運動軌跡的自動計算,自動生成加工程序并在計算機屏幕上動態顯示出刀具的加工軌跡。對于加工零件形狀復雜,特別是涉及三維立體形狀或刀具運動軌跡計算繁瑣時,采用自動編程方法可以減輕工作量、縮短編程時間、提高編程的準確性。其技術經濟效益顯著。
由于自動編程的刀軌復雜,空刀路徑很多,生成程序長,程序段多,可讀性較差。另外,程序中坐標表現為刀具基準坐標,不能直觀反映工件輪廓的形狀和大小,程序不具有修改靈動性。如若需要修改程序,則利用CAD/CAM軟件重新定義加工參數,重新生成刀具軌跡和G代碼。
因此,理想的加工程序不僅應保證加工出符合圖樣要求的合格工件,同時應能使數控機床的功能得到合理的應用與充分的發揮,以使數控機床能安全、可靠、高效地工作。面對數控機床的直接編程(DP)技術在這一點就做的比較好。
1.2 面對數控機床的直接編程(DP)技術
直接編程是機床用戶利用數控系統提供的指令直接編寫出零件加工程序。由于直接編程能充分發揮數控系統的功能及編程員的工藝和加工經驗,不必再用其他編程設備,隨著數控系統編程功能的不斷增強,直接編程有著廣闊的應用前景。以凸橢球的編程加工為例進行解析。
2 凸橢球粗加工的路徑分析
假設,待加工的毛坯為一橢圓柱體(如圖1所示),粗加工所用刀具為平底立銑刀,自下而上、從外到里以等高方式逐層去除余量,每一層又以順銑方式走刀,相鄰兩刀之間黑色三角區即為粗加工殘余(如圖2所示)。
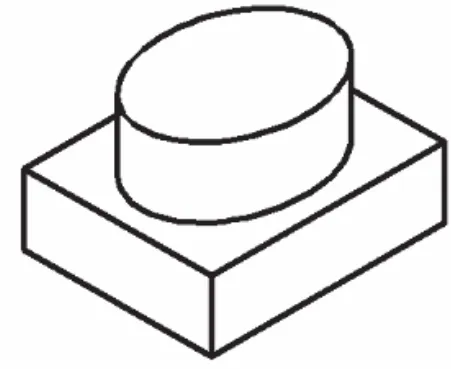
圖1 橢球加工毛坯示意圖
橢球面在數學上可以用方程式表達:

采用等高粗加工時,加工到某一高度所對應的輪廓軌跡可以表述為:


圖2 橢球加工路徑及變量設置圖
此等式可以化為:

表征該軌跡仍然為一標準橢圓,只是橢圓的長半軸、短半軸演化為:
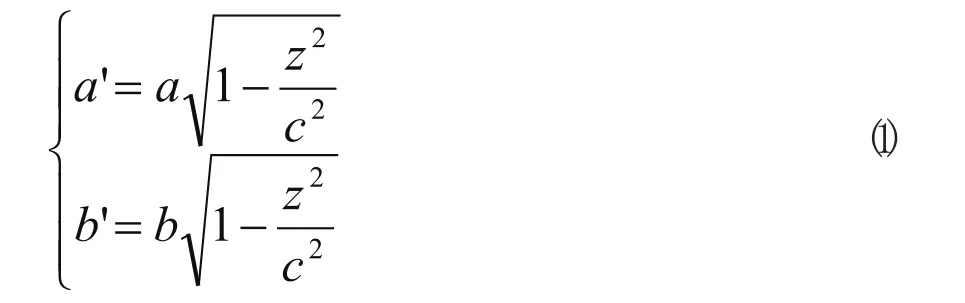
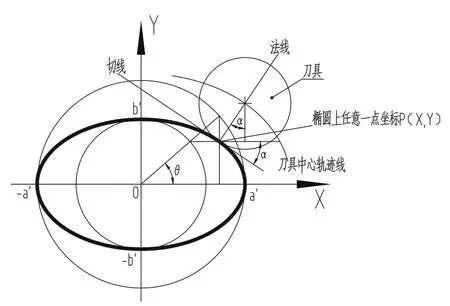
圖3 橢圓加工刀具中心軌跡圖
由圖2可知,橢圓輪廓是刀具上外圓周切削刃包絡切削而成,切削點與刀具回轉中心點不重合,簡便加工方法是應用刀具半徑補償功能,直接參照工件輪廓編程,由數控系統自動控制刀具中心偏離輪廓一個刀補值來加工。
實踐證明這種工藝方法不完善,因為當加工到接近球頂時,橢圓周長很短,又人為分成許多段,每一小段距離接近為零,不足以提供數控系統必須的矢量計算,造成了過切,機床報警而停止加工,所以工件輪廓不完整。
實踐中可以用最基本的刀具中心編程來解決這類過切問題,橢圓軌跡與刀具的位置關系如圖3所示。
橢圓上任意一點P的坐標可用參數方程表示為:

(θ為橢圓離心角)。
切削該點時刀具中心點對應坐標:

(R為刀具半徑)。
過橢圓上任意一點P的切線的斜率:

過橢圓上任意一點P的法線的斜率:

將(2)式和(4)式代入(3)式得刀具中心點坐標:

由該參數方程可知,刀具切削刃包絡加工標準橢圓時刀具中心軌跡不是橢圓,而是該橢圓的偏置等距曲線。
3 凸橢球粗加工的宏程序設計
宏程序本體可以使用變量、對變量進行賦值、變量之間可以運算,并能實現邏輯判斷,程序運行還能夠跳轉,所以用戶宏程序功能是對手工編程功能的擴展,使得手工編程應用范圍更廣,編程難度大為降低,也最能體現數控程序員的工藝指導思想和編程技能。
工件坐標系原點設置在橢球的球心,凸橢球加工宏程序所設變量如圖2所示。為了便于描述,等高輪廓銑每層加工時刀具的開始和結束位置均指定在ZX平面內的+X方向上。


4 結論
1)運行上面O1000號程序,即可加工出如圖2所示凸橢球。
2)對上面O1000號程序中的#1、#2、#3變量賦不同的值,就能加工形狀差異、尺寸不同的凸橢球。對#17、#20變量賦不同的值,將影響到三角殘余的大小和橢圓輪廓的精度,#17、#20賦值大,走刀次數少,加工效率高,工件精度較差。反之橢球加工精度高,走刀次數勢必增加,加工時間隨之延長。
3)如果工件的c值(即#3變量)大于刀具切削刃的有效長度,可調整#17變量的取值,設#17=1/2c、#17=1/4c、#17=1/8c……,仍然運行O1000號程序,即做幾刀毛刀加工,形成階梯狀的橢圓柱,方便后續粗加工時的下刀。
4)對比采用CAD/CAM軟件自動編程的龐大程序,運用宏程序功能編寫的程序非常簡潔,邏輯嚴密,通用性強,具有極好的可讀性和修改性,而且機床在執行此類程序時,比執行CAD/CAM軟件生成的程序更加快捷、反應更加迅速。
[1] 孫德茂.數控機床銑削加工直接編程技術[M].北京:機械工業出版社,2005.
[2] 周保牛.數控編程與加工技術 [M].北京:機械工業出版社,2009.
[3] FANUC Series 0i-MC 操作說明書 [M].北京:北京發那克機電有限公司,2004.
[4] 盧貴.利用FANUC數控系統用戶宏程序開發多功能銑削固定循環[J].裝備制造技術,2008,5:90-93.
[5] 李森.宏程序在橢圓銑削加工中的應用研究[J].煤礦機械,2010,31,(1):118-120.
TP391.72
B
1009-0134(2010)11(下)-0015-03
10.3969/j.issn.1009-0134.2010.11(下).06
2010-09-13
周岳(1971 -),男,江蘇常州人,高級工程師,研究方向為現代制造技術。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
