數(shù)控機(jī)床垂度誤差分析及補(bǔ)償
2010-05-04 00:35:18胡建國
設(shè)備管理與維修 2010年12期
胡建國
高精度始終是數(shù)控機(jī)床的追求目標(biāo),數(shù)控機(jī)床的精度級別已經(jīng)成為衡量一個(gè)國家制造業(yè)先進(jìn)水平的重要標(biāo)志。隨著數(shù)控技術(shù)的發(fā)展,數(shù)控系統(tǒng)具備了強(qiáng)大的數(shù)據(jù)處理能力,軟件誤差補(bǔ)償技術(shù)成為提高數(shù)控機(jī)床精度的重要方法。本文結(jié)合上海電氣核電設(shè)備有限公司在生產(chǎn)實(shí)踐中,使用數(shù)控系統(tǒng)軟件誤差補(bǔ)償技術(shù),實(shí)現(xiàn)對數(shù)控機(jī)床的誤差補(bǔ)償,從而改善數(shù)控機(jī)床精度。
一、數(shù)控機(jī)床誤差分析
(1)機(jī)床零部件和結(jié)構(gòu)的幾何誤差,主要由機(jī)床的制造缺陷造成的,包括機(jī)床零部件的尺寸誤差和裝配誤差等。
(2)機(jī)床熱變形誤差,主要由機(jī)床內(nèi)、外部熱源引起,包括傳動(dòng)件、液壓系統(tǒng)及環(huán)境溫度等。
(3)切削力引起的誤差,主要由切削載荷變化引起,可能的因素有工件材料不均、斷續(xù)切屑等。
(4)刀具磨損誤差。
(5)其他誤差源,數(shù)控系統(tǒng)插補(bǔ)算法誤差、伺服系統(tǒng)的跟隨誤差、位置檢測系統(tǒng)的測量誤差等。
其中,幾何誤差和熱變形誤差是影響數(shù)控機(jī)床誤差的最主要因素,約占數(shù)控機(jī)床加工誤差的60%。
二、誤差消除方法
1.誤差防止法
誤差防止法是通過設(shè)計(jì)和制造途徑消除和減少可能的誤差源,屬于預(yù)防性質(zhì)。一般采用提高機(jī)床零部件精度,提高裝配精度,嚴(yán)格控制環(huán)境溫度,采用油冷設(shè)備降低油溫,使用新技術(shù)及結(jié)構(gòu)提高機(jī)床剛度等“硬技術(shù)”減少誤差。
誤差防止法是提高機(jī)械加工精度的傳統(tǒng)方法,有著很大的局限性。在達(dá)到一定精度后,受技術(shù)及經(jīng)濟(jì)的影響,很難再提高精度。單純地采取誤差防止法提高機(jī)床精度,付出的高額代價(jià)很難被接受;技術(shù)的發(fā)展速度,也遠(yuǎn)遠(yuǎn)不能滿足對于機(jī)床精度的渴望。
2.誤差補(bǔ)償法
誤差補(bǔ)償法是利用補(bǔ)償功能,對已有的誤差進(jìn)行補(bǔ)償,以抵消機(jī)床原有誤差,從而提高機(jī)床精度的方法。隨著現(xiàn)代數(shù)控技術(shù)的高速發(fā)展,使用“軟技術(shù)”提高機(jī)床精度成為一種可能。現(xiàn)代數(shù)控系統(tǒng)為誤差補(bǔ)償法提供了廣闊天地,常用的補(bǔ)償功能有:反向間隙補(bǔ)償、絲桿螺距誤差補(bǔ)償、垂度補(bǔ)償?shù)鹊取?/p>
由于現(xiàn)代數(shù)控系統(tǒng)已具有豐富的補(bǔ)償更能,使用誤差補(bǔ)償法只增加很少的經(jīng)濟(jì)投入,無需對機(jī)床硬件做出大的調(diào)整即可大大提升機(jī)床精度。誤差補(bǔ)償法是一種既高效又經(jīng)濟(jì)的提高機(jī)床精度的方法,已成為提高機(jī)床精度的重要手段。
三、垂度補(bǔ)償
對數(shù)控機(jī)床誤差補(bǔ)償前,需要進(jìn)行誤差測量。為保證測量數(shù)據(jù)的準(zhǔn)確性,應(yīng)使用高精度的測量儀器,例如激光干涉儀和球桿儀等。精度測量是在各項(xiàng)幾何精度(直線度、垂直度及平行度等等)調(diào)整至最佳狀態(tài),及各零部件的間隙已調(diào)整到最小的基礎(chǔ)上的。以數(shù)控機(jī)床的垂度補(bǔ)償為例,簡述兩種誤差消除方法在生產(chǎn)實(shí)踐中的應(yīng)用。
1.垂度誤差
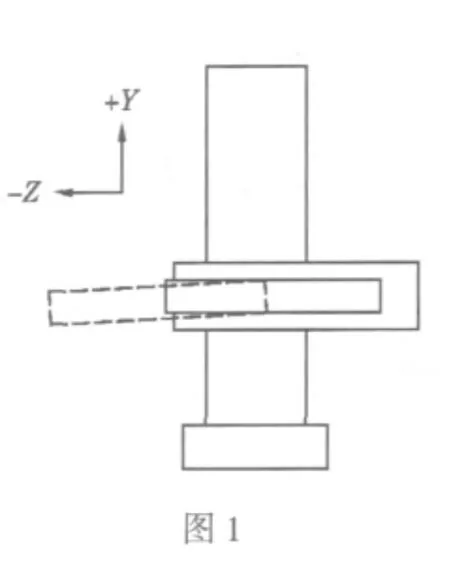
垂度就是指坐標(biāo)軸由于部件的自重而引起的彎曲變形,如圖1所示,滑枕Z負(fù)方向移動(dòng)越遠(yuǎn),Z軸彎曲越大,在Y向受懸臂力的影響越大。以數(shù)控落地式鏜銑床為例,滑枕和鏜桿在伸出時(shí),一頭處于懸空狀態(tài),在懸臂力的作用下產(chǎn)生下垂變形,影響了機(jī)床的加工精度。
2.“軟件”垂度補(bǔ)償
隨著現(xiàn)代數(shù)控系統(tǒng)補(bǔ)償功能的發(fā)展,利用系統(tǒng)的垂度補(bǔ)償功能,可以高效經(jīng)濟(jì)地補(bǔ)償滑枕下垂引起的誤差。當(dāng)滑枕Z向移動(dòng)時(shí),系統(tǒng)會(huì)在一個(gè)插補(bǔ)周期內(nèi)計(jì)算Y軸上相應(yīng)的補(bǔ)償值。垂度補(bǔ)償是“坐標(biāo)軸間的補(bǔ)償”,為補(bǔ)償一個(gè)坐標(biāo)的垂度,將會(huì)影響到另外的坐標(biāo)軸。通常把變形坐標(biāo)軸稱為基礎(chǔ)軸,如圖1中的Z軸;受影響的坐標(biāo)軸稱為補(bǔ)償軸,如圖1中的Y軸。把一個(gè)基礎(chǔ)軸與一個(gè)補(bǔ)償軸定義成一種補(bǔ)償關(guān)系,基礎(chǔ)軸作為輸入,由此軸決定補(bǔ)償點(diǎn)的位置,補(bǔ)償軸作為輸出,計(jì)算得到的補(bǔ)償值加到它的位置調(diào)節(jié)器中。
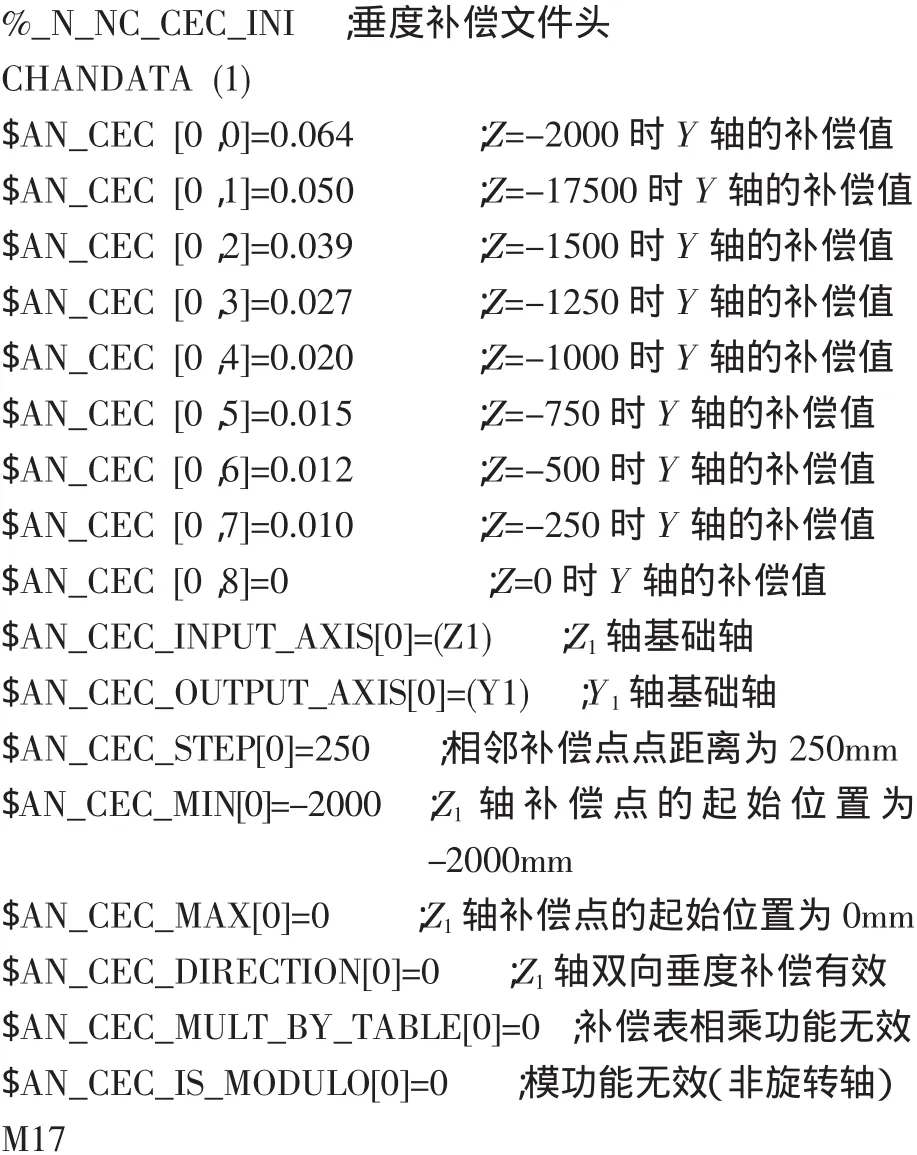
以SINUMERIK 840D數(shù)控系統(tǒng)的垂度補(bǔ)償為例,首先利用千分表與大理石平尺測量滑枕Z向移動(dòng)時(shí),Y軸的實(shí)際坐標(biāo)位置,Z軸作為基礎(chǔ)軸,Y軸作為補(bǔ)償軸,測得的誤差值如表1所示。

表1 HCW4-300數(shù)控落地式鏜銑床滑枕垂度誤差補(bǔ)償 mm
根據(jù)表1數(shù)據(jù),編輯垂度補(bǔ)償文件。
保存并激活補(bǔ)償,數(shù)控系統(tǒng)在回參考點(diǎn)后,即可根據(jù)表-1數(shù)據(jù)實(shí)現(xiàn)滑枕的垂度補(bǔ)償。使用數(shù)控系統(tǒng)提供“軟件”垂度補(bǔ)償功能,幾乎不增加費(fèi)用即可提高機(jī)床精度,基本滿足高精度加工需要。
3.“硬件”垂度補(bǔ)償
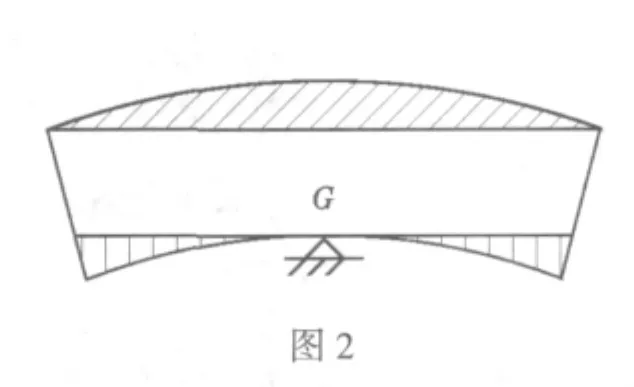
傳統(tǒng)滑枕的垂度補(bǔ)償采用預(yù)變形的加工方法以及電子液壓平衡方法來實(shí)現(xiàn)補(bǔ)償?shù)摹G罢邽檎`差防止法,滑枕加工前靠裝夾使之向下彎曲一定量,彎曲量等于滑枕在重心G處支撐后因自重而產(chǎn)生的擾度,將圖2中剖面線部分加工掉,剩余部分則為滑枕本身。利用帶有液壓缸活塞的滾動(dòng)塊保證滑枕在移動(dòng)過程中,重量始終作用在重心G點(diǎn)上。后者是一種誤差補(bǔ)償法,使用力傳感器及伺服閥等組成的電子液壓補(bǔ)償系統(tǒng),調(diào)整主軸箱前后連接平衡錘的鋼絲繩張力,補(bǔ)償由滑枕的外伸而引起前傾,提高滑枕的移動(dòng)精度。兩種方法雖可以有效地實(shí)現(xiàn)垂度補(bǔ)償,但有很大的局限性。第一種方法在設(shè)計(jì)及制造時(shí)必須預(yù)估出變形量,需要大量地計(jì)算與豐富的經(jīng)驗(yàn)才能實(shí)現(xiàn)。第二種方法則受液壓系統(tǒng)壓力波動(dòng)的影響較大,電子液壓補(bǔ)償系統(tǒng)所需的高精度壓力傳感器及液壓伺服閥價(jià)格也較高,整套系統(tǒng)的經(jīng)濟(jì)性較差。
4.“軟硬件”垂度補(bǔ)償
數(shù)控系統(tǒng)提供的“軟件”補(bǔ)償功能并不是萬能的,“軟件”補(bǔ)償只能提供固定的補(bǔ)償值,不能自適應(yīng)負(fù)載的變化。以落地式鏜銑床為例,垂度誤差數(shù)據(jù)通常是在卸載附件之后測量,補(bǔ)償生效之后,不論使用何種附件,補(bǔ)償數(shù)據(jù)固定不變。而落地式鏜銑床的附件種類很多,重量差別較大,對滑枕的垂度誤差影響很大。為解決這個(gè)問題,可采取“軟硬件”相結(jié)合的方式。參考數(shù)控系統(tǒng)“軟件”分段線性補(bǔ)償?shù)姆椒ǎ牧茧娮右簤浩胶獾姆椒ń鉀Q該難題。
首先,分段測量各附件裝載時(shí)的垂度誤差,具體方法同“軟件”補(bǔ)償。其次,將補(bǔ)償值轉(zhuǎn)換成液壓補(bǔ)償系統(tǒng)的壓力給定值。在使用不同附件時(shí),利用PLC讀取附件代碼,利用西門子數(shù)控調(diào)試軟件NC-VAR讀取基礎(chǔ)軸的位置,并傳送至PLC。由PLC判斷何種附件在何位置,并計(jì)算該狀態(tài)下液壓補(bǔ)償系統(tǒng)所需的壓力給定值,輸出控制伺服閥,以補(bǔ)償不同附件的垂度誤差。
四、結(jié)束語
應(yīng)用數(shù)控系統(tǒng)的垂度誤差補(bǔ)償功能,能很好地解決垂度誤差引起的加工誤差。引起數(shù)控機(jī)床垂度誤差的因素是多方面的,各因素相互聯(lián)系。因此,在垂度補(bǔ)償時(shí)應(yīng)全面考慮,多種措施并舉,才能有效的補(bǔ)償垂度誤差,滿足高精度加工需求。
