地鐵曲線段不規則磨耗引起的鋼軌波磨監測
2010-06-24 09:35:44TorstenssonNielsen
都市快軌交通 2010年3期
P.T.Torstensson J.C.O.Nielsen
(查爾姆斯理工大學 瑞典 哥德堡)
馬蒙譯
(北京交通大學 北京 100044)
1 研究背景
在新建或近期建設的鐵路鋼軌運行表面,存在著小幅值的粗糙度(不平順)以及較寬的波長。當承受車輪碾壓時,這種粗糙度會由于不規則的磨耗發展成為幅值較大、具有明顯波長的周期性不平順,就是所謂的鋼軌波浪型波耗或“波磨”。波磨會導致振動和滾動噪聲級的加劇,并會損害鐵路軌道和車輛。世界上大部分鐵路路網都曾出現過鋼軌波磨問題,但波磨發展的特性卻因地而異。Grassie和Kalousek研究認為,是主要因素的波長固定機制和不同的破壞機制可以解釋這種差異[1]。20世紀初,波磨問題首次見諸于報端,此后這方面的文獻不斷出現[2]。要了解更多的發生在地鐵極小半徑曲線(銳曲線)上的鋼軌短波波磨特殊問題,可以找到大量的參考文獻。這種類型波磨的共同特點是:波磨最初出現在內軌,并隨著曲線半徑的減小而惡化。
近期日本學者做過一些研究,Suda等在東京地鐵山手線進行了全面測試,并宣稱在半徑R<300m的曲線段上觀測到了50~150mm波長范圍內的波磨加劇。這種波長固定機制被認為是由于法向接觸壓力波動造成的黏滑行為。
由于觀察到波磨槽產生橫向塑性流動,通常假定波磨的發展主要由橫向蠕變力和主要輪對的橫向蠕動引起[3]。Matsumoto等進行了數值模擬,可以支持波長固定機制的猜想[4]。負摩擦特性(如摩擦隨滑動增加而降低)可以在輪軌接觸處產生黏滑擺動,是推斷范庫弗峰快軌系統開通不久即產生波磨問題的重要原因[5]。在銳曲線,即使是無動力輪對的蠕變力,也能夠超過有效摩擦的飽和極限[6]。尤其是當輪對中的一個車輪完全滑動而另一個車輪保持不動時,微小牽引引起的黏滑行為也會加劇波磨的形成[7]。
一項對美國5條不同地鐵出現短波波磨的調查表明,波長固定機制與傳動機構在反相位旋轉處驅動輪對的第二扭轉模態相關。文獻中提到的波磨主要存在于銳曲線內軌一側,并位于列車加速或制動的區段[8]。
在多數情況下,控制波磨的原則性方法是打磨鋼軌。然而,通過潤滑和將摩擦力調整為較小的最大蠕變力,可以成功地處理波磨并抵消黏滑作用[3-4,9]。此外,在許多情況下,當輪對的扭轉動力形成波長固定機制時,改變輪對的扭轉特性可能會緩解波磨的發展[8]。
本研究基于現場測試,屬于“預測曲線段軌道波磨加劇的數值工具”項目的一部分,結合了高頻輪軌相互作用模型和Archard磨損模型。在短波波磨情況嚴重的斯德哥爾摩地鐵上,選取一條半徑為120 m的曲線,重復測試鋼軌粗糙度和列車通過時的噪聲。在這里,較高的噪聲級使乘客有不適感,造成地鐵沿線的居民向斯德哥爾摩城市交通局投訴,每年用于地鐵軌道打磨的費用(包括除軌道波磨外的其他打磨)高達120萬美元(以2008年貨幣值計算)。在斯德哥爾摩,交通局所屬的地鐵軌道網總長度達到465 km。
2 測試地點
2.1 交通狀況及輪軌系統特性
軌道由連續焊接的BV50無縫鋼軌組成,鋼軌采用350HT級鋼、單位質量50 kg/m,道砟路基傾斜度1∶40。在間隔60 cm的整體混凝土軌枕上,安置潘得路墊板和先鋒扣件(Pandrol fastening)。軌道規格為1435 mm,曲線段無軌距加寬。在南、北兩段邊界處,兩條軌道鋪設在同一路基上。為減少外軌面磨耗,在進入曲線時,運用了低黏性油和被動潤滑物。
該處軌道的幾何布置很復雜,有幾條彼此近距離連接的銳曲線。在曲線北面約300 m,有一座地鐵車站;在被測曲線南邊,有一條20 m長的反向曲線,其半徑為110 m,由南向北爬坡坡度約為30.0‰。被測曲線長為120 m,圓半徑為120 m,由南向北的爬坡坡度約為5.5‰,外軌超高為9 cm。緩和曲線的曲率和坡度線性變化,測試軌道在地表以上。
斯德哥爾摩地鐵交通主要使用的是Bombardier運輸公司生產的 C20車輛。一列C20小型列車由2~3個47 m長的車組組成,每一個車組都是半拖車,由配備兩個轉向架的中間車和配備一個轉向架的雙鉸鏈端車組成,估算軸重低于12.5 t。所有的輪對和牽引發動機連接,電動力牽引發動機同時作為動力制動裝置。從車速約10 km/h到停止,踏面制動提供額外制動力。采用S1002型號、帶有31.5 mm輪緣厚度的車輪,輪對鋼材型號為B88,這與EN13262標準列出的EN R8T材料相似。在關注的曲線段上,車速約為30 km/h,每年列車單向通過次數約為8萬次。
2.2 測試安排
圖1為軌道幾何示意圖,并標注有測點的位置。在100 m長的軌道范圍內,同時測試了內軌和外軌的粗糙度和鋼軌斷面。其中,鋼軌斷面測試位置選取6個等距點(P0~P5)。為了獲得足夠的測試結果,在內軌選取5 mm橫向分割的7條縱向線段測試其粗糙度。由于外軌沒有出現波磨,僅選取15 mm橫向分割的3條縱向線段測試其粗糙度。在車輛北向行駛的軌道處測試噪聲,并盡可能與ISO 3095標準保持一致[10]。傳聲器的位置距離軌道中心線7.5 m,高于軌頂面標高約1.2 m。選取與噪聲測點縱向位置相近的測點(P2)來測試車速和摩擦,摩擦同時在軌頂面和內側表面上進行。另外,還在軌面測點位置測試溫度和濕度(見表1)。

圖1 測點及軌道幾何示意圖
為了測試波磨發展的不同狀態,在鋼軌打磨后(2007年12月)即實施測試,并持續到下一次鋼軌打磨的前幾天(2008年12月)。用切向打磨石進行例行打磨,消除最大幅值為0.15 mm(峰- 峰值)的短波波磨,并讓7個粗糙度測試段的打磨間隔為1年。在鋼軌打磨后的下列月份進行測試 ,0- 、0+、1、2 、4 、6、9 、12(0- 和0+分別代表直接打磨前后的測試);在鋼軌打磨后的第4、6、9個月,進行噪聲測試。
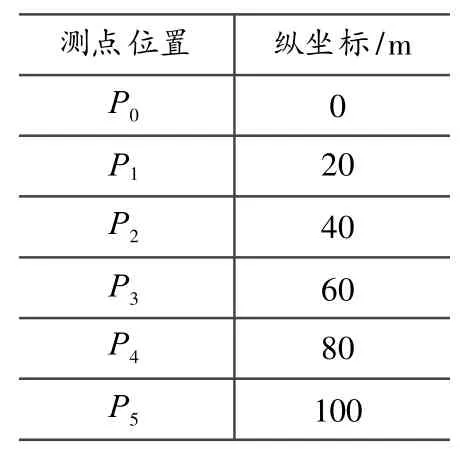
表1 測點位置
3 測試儀器
用波磨分析臺車(CAT,corrugation analysis trolley)測試粗糙度[11],這是一套手動操作的測試縱向鋼軌不平順的裝置,可測波長范圍10~3000 mm。用豎向加速度計進行信號積分獲取鋼軌不平順,其中加速度計安置在軌上滾動的硬鋼珠球上。另一個涂膠的車輪用于確定臺車的縱向位置,并觸發采樣;采樣距離設為1 mm,通過USB接口將數據與電腦相連;測試數據的后處理由Matlab軟件完成。
噪聲測試采用Brüel&Kjaer 4190型號擴音器,并經Brüel&Kjaer4231型校準器(1 kHz時 94 dB)校核進行 。在鋼軌上,安置相互距離約3 m的兩個感應器來測試車速。在筆記本電腦上,運行Audacity軟件來進行多通道噪聲和速度記錄。另外,運用摩擦計Tribometer[12]測試摩擦,運用微型斷面測試工具Miniprof[13]測試鋼軌橫斷面。
4 測試結果
4.1 波磨的逐漸發展
根據CAT在前一次軌道打磨前的測試(完全排除既有波磨的影響),曲線段上早期波磨波長在4~14 cm之間。產生的噪聲頻率與粗糙度波長關系為f=v/λ(v是列車車速,m/s;λ是波長,m)。當曲線段上車速約為30 km/h時,產生的相應滾動噪聲頻段為60~200 Hz。為了說明粗糙度增長率隨時間的變化,圖2(a)繪制了單位波磨波長段的粗糙度均方根值(RMS),而圖2(b)顯示了噪聲測試時對應頻段的聲壓級。其中,(a)為帶通濾波波長4~14 cm、100 m軌道上內軌的粗糙度均方根值與鋼軌打磨后天數,(b)為帶通濾波頻率60~200 Hz時距離北向行駛軌道中心線7.5 m處的聲壓級與鋼軌打磨后天數。
可以看出,北向行駛軌道的粗糙度超過了南向行駛軌道的粗糙度。兩條內軌的粗糙度均方根值在打磨后40天之內都保持一致,此后的發展有所不同。兩條內軌的粗糙度增長率都隨時間增加,直到打磨300天之后僅有有限的附加粗糙度值增加。可惜由于第二次打磨在2008年12月進行,因此無法追蹤此后的變化趨勢。在圖2(b)中值得注意的一點是,在打磨后139~300天期間,滾動噪聲增加了4.9 dB。
輪軌接觸條件很大程度上受輪軌接觸面匹配的影響,圖3顯示了在120 m被測軌道上采用Miniprof系統測試出的內軌、外軌磨損(以及可能出現的塑性變形)程度和位置。這里,采用BV50標準軌(50 kg/m),傾斜1∶40,鋼材等級350HT,外軌使用潤滑油。
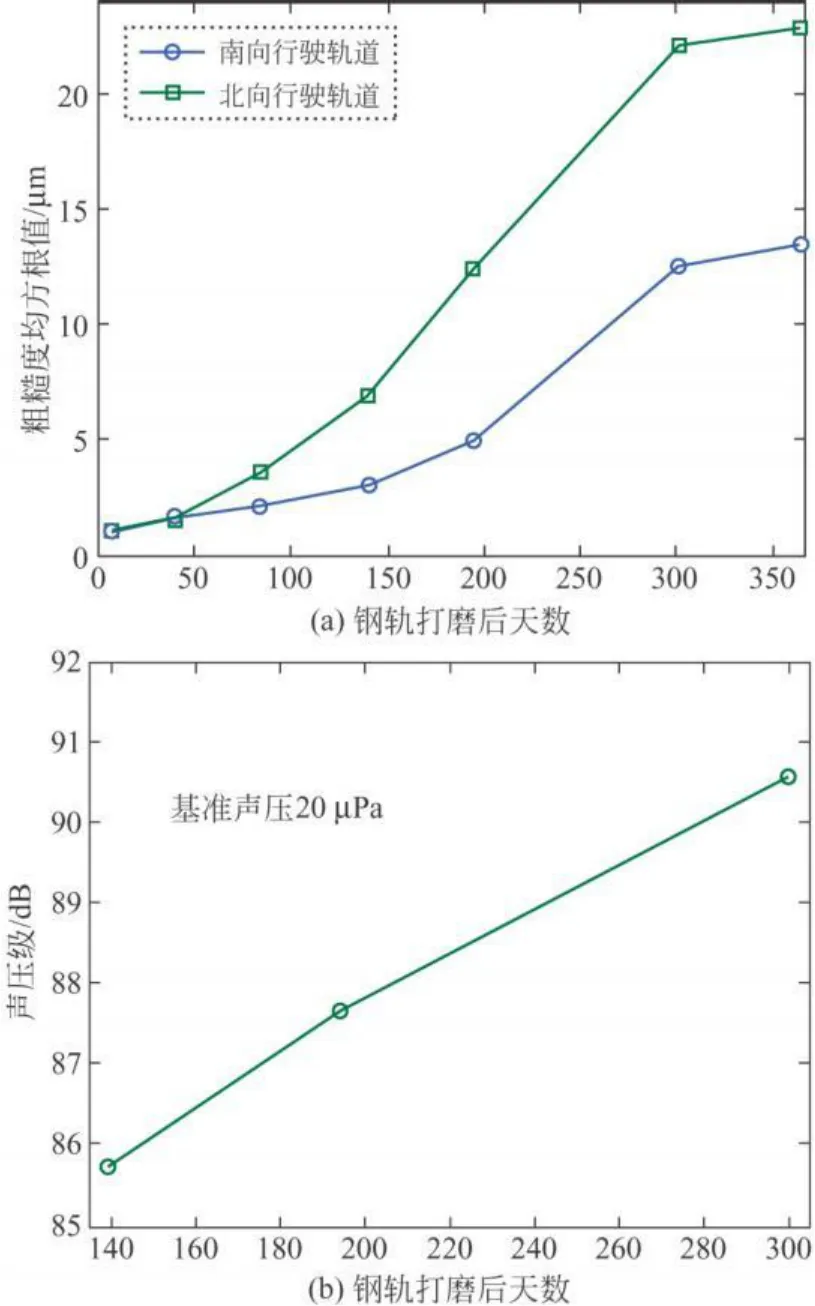
圖2 粗糙度增長率隨時間的變化
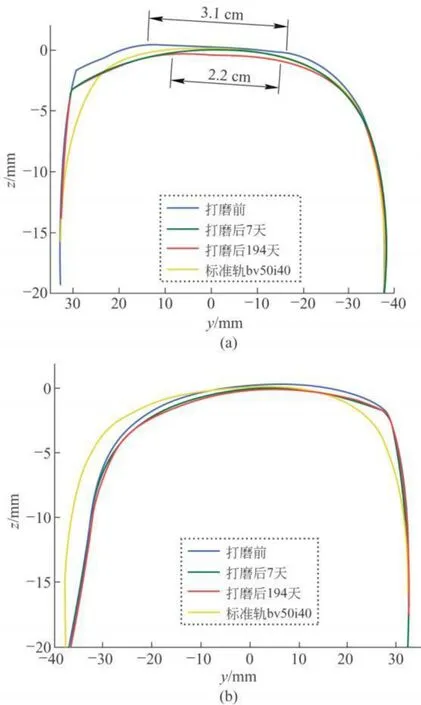
圖3 打磨前后鋼軌斷面測試結果
由圖3(a)可以看出,內軌在打磨后恢復到與標準斷面吻合良好的狀態。為了減少滾動接觸疲勞,將外軌打磨成偏離標準斷面的形式,減少輪軌接觸應力(減少角部尺寸),見圖3(b)。對比打磨后7天和194天的內軌斷面,鋼軌頂部磨損帶的發展十分明顯。在打磨前,磨損帶寬度超過3 cm。在本次測試過程中,沒有監控車輪輪廓的磨損狀況。
通過肉眼觀察測點,可以清晰地看到短波波磨沿曲線在不同區段處的變化。為跟蹤觀測,CAT測試數據加1 m的窗,對粗糙度級進行帶通濾波,被評估的波長范圍為4~14 cm,見圖4。在FFT分析中,運用采樣長度為512的不重疊漢寧窗。其中,(a)為P2點記錄的北向行駛列車車速,(b)為4~14 cm波長范圍內粗糙度級與打磨前(藍色線)、打磨后40天(綠色線)、打磨后194天(紅色線)、打磨后363天(黃色線)北向行駛的軌道縱坐標。
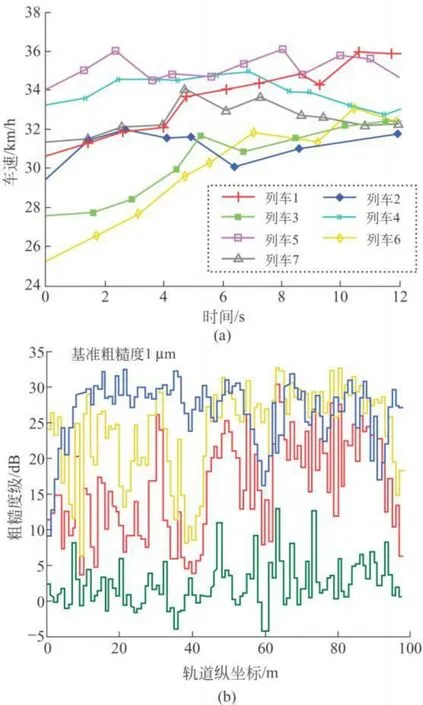
圖4 粗糙度測試結果
如圖4(a)所示,北向行駛的大部分列車在通過該區段時加速運行,且縱向牽引級別較高。如圖4(b)所示,粗糙度級沿測試曲線變化很大。打磨后40天沿鋼軌的粗糙度相對一致,且粗糙度級較低。打磨后194天的粗糙度級明顯增加,尤其體現在曲線末端(縱坐標>50 m)。打磨后363天沿曲線的粗糙度級變化與打磨后194天相似,主要體現在增加的幅度上。對比打磨前和打磨后363天(約1年)的情況,發現沿曲線的粗糙度級并不一致。因此,測試鋼軌打磨前后的波磨型式并非完全相關。
4.2 波磨特性
圖5是南向和北向行駛的、內軌所測所有曲線平均1/3倍頻程譜的粗糙度級。
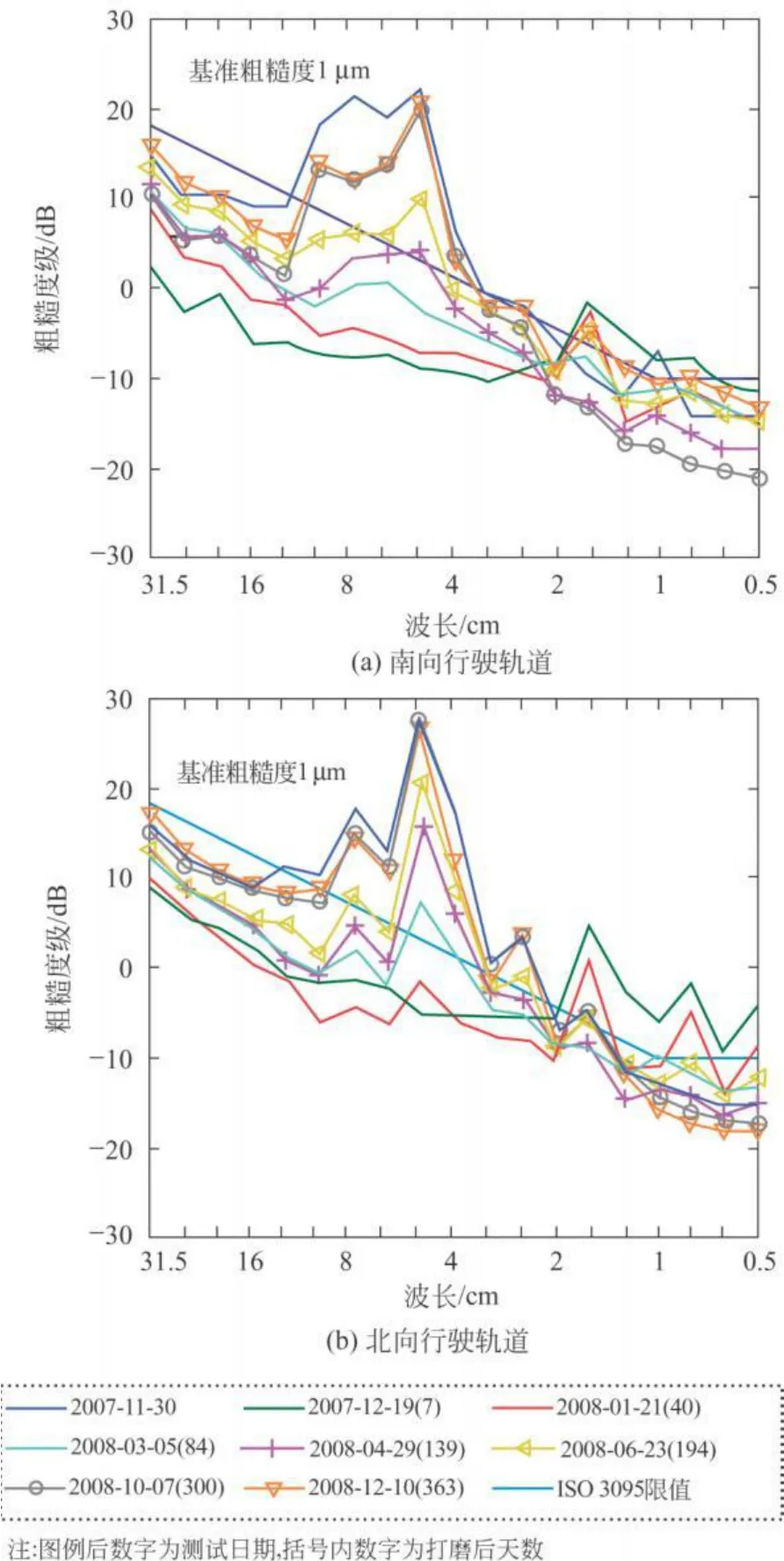
圖5 內軌測試的1/3倍頻程譜粗糙度級
從圖5中可以觀察到,粗糙度級隨時間快速增加,直至打磨300天后停滯。打磨痕跡外觀在波長小于2 cm時具有明顯的峰值,然而這些痕跡逐漸消失,可以從波長隨時間的減小看出。兩條軌上4~14 cm波長范圍內的短波波磨都進一步發展,波長約5和8 cm處可以識別出兩個峰值,盡管南北向行駛的兩軌峰值有明顯區別。
圖6的三視圖和平面圖說明了波磨型式的方向性,此處粗糙度的帶通濾波的波長范圍是3~9 cm,圖中顯示了發展的波磨只在縱向有方向性。
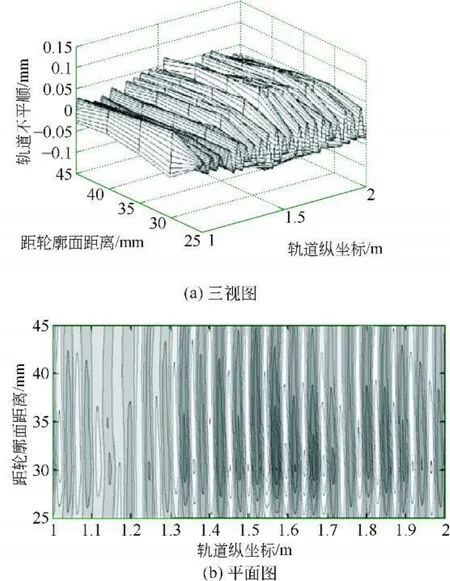
圖6 北向行駛軌道上的粗糙度測試數據
4.3 車輛通過噪聲
軌道不平順是造成滾動噪聲的重要激發因素。當被測車速約為30 km/h時,粗糙度級譜在5和8 cm處(見圖5)的峰值被認為與被測噪聲譜在167和104 Hz時的峰值分別相一致。在外軌輪廓面上,使用潤滑油來減少磨損的產生。為了研究潤滑劑在產生噪聲處的影響,分別在潤滑過和未潤滑的鋼軌上進行測試。然而,比較噪聲譜,沒有觀察到明顯的影響。圖7為7輛列車1/3倍頻程帶寬上的聲壓級譜。
大約與兩個不同的短波波磨波長相對應,峰值近似位于80和200 Hz(見圖7(a))。此外,可以觀察到不同車輛的聲譜在約1 kHz的范圍內相似。因此可以看出,運行車輛的個體差異(包括車輪磨損、乘客荷載、車速等)在中低頻段范圍內并不影響噪聲的產生。在頻率約大于1 kHz時,不同車輛間的噪聲譜開始不同。由于嘯鳴噪聲在8 kHz時有明顯的峰值,因此上述結論在干燥測試時尤其明顯(見圖7(a))。在高頻范圍內(1 kHz以上)比較兩譜,可以觀察到在產生嘯鳴噪聲(輪軌接觸面)處濕度有較大影響。與干燥條件相比,測試的聲壓級非常低。
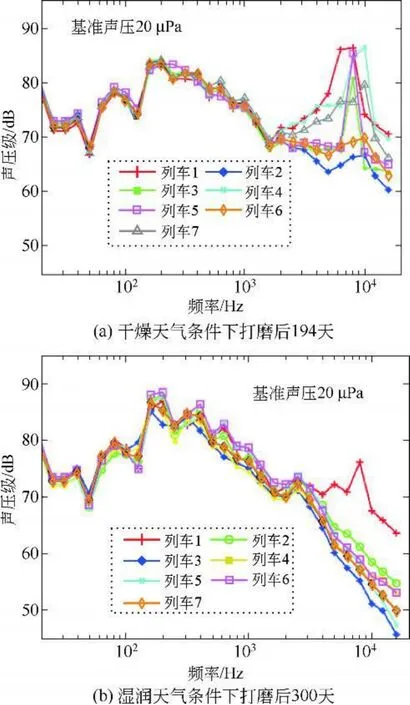
圖7 列車的1/3倍頻程聲壓級譜
5 結語
在斯德哥爾摩地鐵一條半徑120 m的銳曲線(位于地面上)上,筆者監測了鋼軌粗糙度的發展,以及車輛經過時噪聲的產生。曲線上車速約為30 km/h,波磨在內軌發展。
基于測試數據的譜分析發現,在4~14 cm波長范圍內,北向、南向行駛軌道上粗糙度級均很大,峰值約在5和8 cm處,短波波磨形成的方向單純沿曲線縱向。通過分析4~14 cm波長范圍內的粗糙度級隨時間的變化,發現粗糙度增長率隨打磨后天數的增加而增加,直到打磨后的300天,此后僅有少量附加粗糙度增長。在測試打磨后的4.5~10個月之間,波長范圍在4~14 cm的粗糙度級從16.8 dB增長到26.9 dB(基準粗糙度為1μm),而相應的滾動噪聲級從85.7 dB增加到90.6 dB(基準聲壓為20 μPa)。
短波波磨發展的幅值沿曲線變化。一個有趣的現象是:在曲線上相同部分,打磨前波磨并不是始終表現出幅值的單調增長。很明顯,這些現場測試需要與數值研究相結合,才能夠對主要的波長固定機制下結論。
在濕潤天氣條件下,觀察到嘯鳴噪聲的產生顯著減少。由于車速低,由鋼軌波磨產生的滾動噪聲限于低頻范圍(約低于200 Hz)。在干燥天氣條件下,曲線段直接影響環境中的人們,乘客感到的不適更多的是嘯鳴噪聲而非滾動噪聲。在低于1 kHz范圍內,不同車輛的噪聲級譜近乎一致,這個頻段內噪聲的產生與車輛的個體差異無關。
(譯自 Wear,2009,267:556-561)
[1]Grassie S L,Kalousek J.Rail corrugation:characteristics,causes and treatments[J].Proceedings of the Institution of Mechanical Engineers,J.Rail.Rapid Transit.F,1993,207(1):57-68.
[2]Sato Y,Matsumoto A,Knothe K.Review on rail corrugation studies[J].Wear,2002,253:130-139.
[3]Suda Y,Hanawa M,Okumura M,et al.Study on rail corrugation in sharp curves of commuter line[J].Wear,2002,253:193-198.
[4]Matsumoto A,Sato Y,Ono H,et al.Formation mechanism and countermeasures of rail corrugation on curved track[J].Wear,2002,253:178-184.
[5]Kalousek J,Johnson K L.An investigation of short pitch wheel and rail corrugations on the Vancouver mass transit system[J].Proceedings of the Institution of Mechanical Engineers,J.Rail.Rapid Transit.F,1992,206:127-135.
[6]Grassie S L,Elkins J A.Tractive effort,curving and surface damage of rails,Part 1:Forces exerted on the rails[J].Wear,2005,258:1235-1244.
[7]Grassie S L.Rail corrugation:advances in measurement,understanding and treatment[J].Wear,2004,258:1224-1234.
[8]Grassie S L,Elkins J A.Rail corrugation on North American transit systems[J].Vehicle Syst.Dyn.:Supplement,1998,28:5-17.
[9]Bracciali A.Rail corrugation growth in a metro curve[C]//Proceedings of the 7th International Conference on Contact Mechanics and Wear of Rail/Wheel Systems Brisbane.Australia,2006:207-216.
[10]EN-ISO 3095:2005.Railway applications-acoustics-measurement of noise emitted by railbound vehicles[S].
[11]Grassie S L,Saxon M J,Smith J D.Measurement of longitudinal rail irregularities and criteria for acceptable grinding[J].Journal of Sound and Vibration,1999,227(5):949-964.
[12]Harrison H.The development of a low creep regime,handoperated tribometer[J].Wear,2008,265:1526-1531.
[13]Esveld C.MINIPROF wheel and rail profile measurement[C]//Proceedings of the Second Mini Conference on Contact Mechanics and Wear of Rail/Wheel Systems.Budapest,Hungary,1996:34-43.