我國(guó)壓力容器行業(yè)TOFD檢測(cè)技術(shù)的應(yīng)用和進(jìn)展
2010-07-23 03:30:54關(guān)衛(wèi)和閻長(zhǎng)周張保中陳建玉
無(wú)損檢測(cè) 2010年12期
關(guān)衛(wèi)和,閻長(zhǎng)周,張保中,齊 杰,陳建玉,谷 杰
(1.合肥通用機(jī)械研究院國(guó)家壓力容器與管道安全工程技術(shù)研究中心,合肥 230031;2.蘭州蘭石機(jī)械制造有限責(zé)任公司,蘭州 730050)
2007年6月7日,國(guó)家質(zhì)檢總局特種設(shè)備局發(fā)布國(guó)質(zhì)檢特函〔2007〕402號(hào)文,規(guī)定“對(duì)現(xiàn)場(chǎng)制造壁厚60 mm以上的壓力容器,可以采用 TOFD檢測(cè)方法替代射線法進(jìn)行無(wú)損檢測(cè)”。2009年8月31日,《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》正式頒布,規(guī)定“壓力容器的焊接接頭應(yīng)當(dāng)采用射線檢測(cè)或者超聲檢測(cè),超聲檢測(cè)包括衍射時(shí)差法超聲檢測(cè)(TOFD)、可記錄的脈沖反射法超聲檢測(cè)和不可記錄的脈沖反射法超聲檢測(cè);當(dāng)使用不可記錄的脈沖反射法超聲檢測(cè),應(yīng)當(dāng)采用射線檢測(cè)或者衍射時(shí)差法超聲檢測(cè)作為附加局部檢測(cè)”。規(guī)程中明確規(guī)定了TOFD檢測(cè)技術(shù)與射線檢測(cè)技術(shù)相同,均為壓力容器制造過(guò)程中可選的焊接接頭的無(wú)損檢測(cè)方法。
TOFD技術(shù)在我國(guó)的發(fā)展是由生產(chǎn)的需求決定的。首先我國(guó)壓力容器越來(lái)越向大型化方向發(fā)展,受運(yùn)輸條件的限制,許多大型壓力容器制造出來(lái)后無(wú)法整體運(yùn)輸,必須采用將設(shè)備分段運(yùn)送到用戶現(xiàn)場(chǎng)再組焊的方式生產(chǎn)制造,而現(xiàn)場(chǎng)的射線防護(hù)條件要達(dá)到制造車間的防護(hù)條件成本太高,不符合節(jié)能原則;其次,隨著檢測(cè)厚度的增加,使用高能射線和透照時(shí)間的加長(zhǎng),底片不清晰度增大,致使檢測(cè)靈敏度下降;再次,常規(guī)超聲檢測(cè)缺陷及缺陷尺寸的測(cè)量是基于信號(hào)的波幅,缺陷的傾斜角度以及形狀等會(huì)影響反射信號(hào)的波幅,從而影響判斷。厚壁容器焊縫采用窄間隙坡口,這種焊接結(jié)構(gòu)會(huì)產(chǎn)生垂直于表面的坡口未熔合,對(duì)于常規(guī)超聲檢測(cè),其波束無(wú)法以適當(dāng)?shù)慕嵌鹊竭_(dá)缺陷表面,從而導(dǎo)致漏檢。此外,常規(guī)超聲檢測(cè)無(wú)法保留缺陷記錄,完全依賴于現(xiàn)場(chǎng)無(wú)損檢測(cè)人員的經(jīng)驗(yàn)和判斷。
TOFD技術(shù)既能彌補(bǔ)射線檢測(cè)的不足,又能保存掃描圖像,已成為現(xiàn)場(chǎng)制造厚壁大型容器無(wú)損檢測(cè)方法的首選。自2007年402號(hào)文發(fā)布以來(lái),據(jù)粗略估算,我國(guó)已在數(shù)百臺(tái)大型壓力容器制造過(guò)程中采用TOFD技術(shù)檢測(cè)焊接接頭。
1 TOFD技術(shù)的基本原理
1.1 物理基礎(chǔ)
TOFD技術(shù)即超聲衍射時(shí)差法(Time of Flight Diffraction Technique),是20世紀(jì)70年代由英國(guó)哈威爾(Harwell)無(wú)損檢測(cè)中心首先提出的,最初的目的是更精確地測(cè)量缺陷自身高度。按照惠更斯原理,波陣面上的每個(gè)點(diǎn)都可以被看作一個(gè)新的波源,TOFD技術(shù)是依靠超聲波與缺陷端部的相互作用發(fā)出的衍射波來(lái)檢出缺陷并對(duì)其進(jìn)行定量的,見(jiàn)圖1。這與根據(jù)反射信號(hào)檢出缺陷,根據(jù)反射信號(hào)幅度評(píng)定缺陷尺寸的傳統(tǒng)超聲波檢測(cè)方法截然不同。
1.2 TOFD檢測(cè)原理
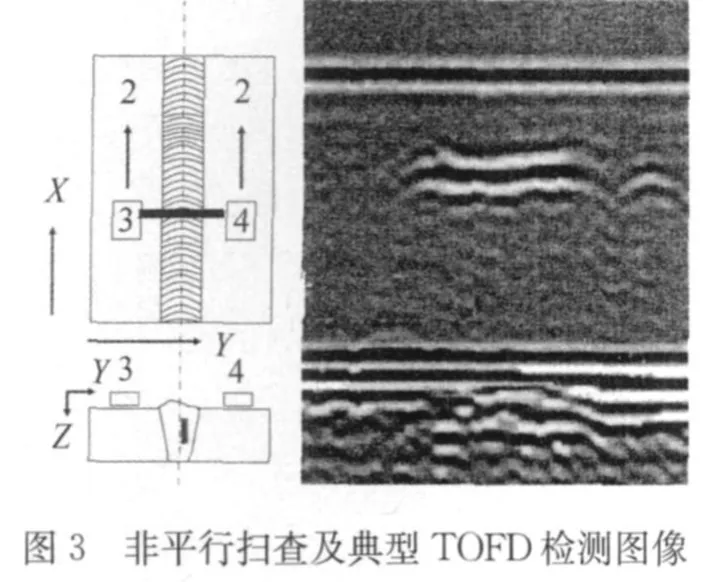
TOFD檢測(cè)時(shí)使用一對(duì)(目前稱為一個(gè)通道)或多對(duì)寬聲束縱波探頭,每對(duì)探頭相對(duì)焊縫對(duì)稱分布,聲束覆蓋檢測(cè)區(qū)域,遇到缺陷時(shí)產(chǎn)生反射波和衍射波。如圖2(a)所示,主要超聲波束為:在檢測(cè)面上由發(fā)射探頭直接傳播到接收探頭的縱波(直通波或側(cè)向波),焊縫中埋藏缺陷上下端點(diǎn)的衍射波,底面反射回波。圖2(b)為TOFD檢測(cè)時(shí)帶相位指示的A型掃描顯示,接收探頭接收到的為射頻波(RF波,即非檢波A掃描信號(hào))。探頭掃查的方向垂直于超聲波束稱為非平行掃查,探頭掃查的方向平行于超聲波束稱為平行掃查,由A掃描檢測(cè)數(shù)據(jù)疊加而成的斷面視圖為B掃描顯示(英國(guó)標(biāo)準(zhǔn)稱非平行掃查為D掃描),圖3為典型埋藏缺陷的TOFD非平行掃查示意圖和檢測(cè)圖像。

圖1 TOFD技術(shù)的基本原理
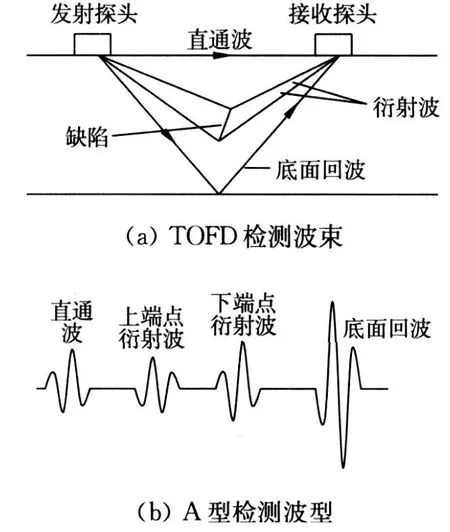
圖2 TOFD檢測(cè)示意圖
1.3 缺陷測(cè)量
通過(guò)測(cè)量衍射波傳播時(shí)間和利用三角方程,可確定出缺陷的尺寸和位置。圖4為缺陷自身高度和埋藏深度測(cè)量示意圖。

式中L為超聲波達(dá)到缺陷上端點(diǎn)的聲程;c為聲速;T為超聲衍射波在工件中傳播的時(shí)間;S為探頭中心間距的一半。
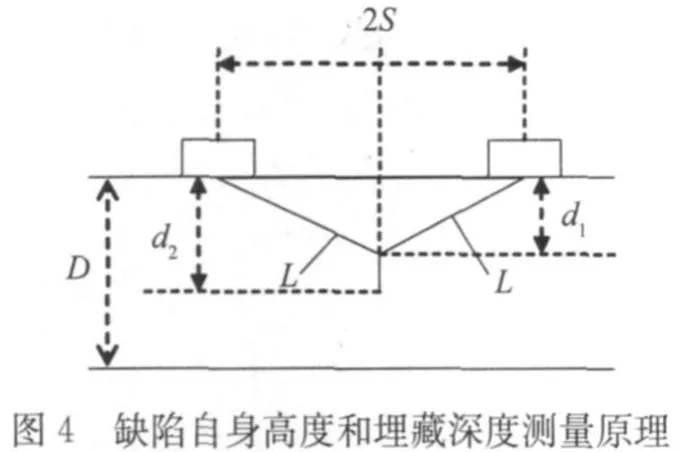
以直通波為參考起點(diǎn),若缺陷上端點(diǎn)的衍射波與直通波間的傳播時(shí)間差為t,則可計(jì)算出缺陷深度為:

缺陷下端點(diǎn)與掃查面間的最大距離以d2表示,同理可計(jì)算出缺陷下端點(diǎn)的深度d2。則缺陷的自身高度:

1.4 厚度分區(qū)
對(duì)于厚壁容器焊縫,需要使用多對(duì)探頭進(jìn)行檢測(cè),即設(shè)定不同的探頭中心間距,以確保對(duì)檢測(cè)區(qū)域的覆蓋。一般應(yīng)在厚度方向分成若干區(qū)域進(jìn)行檢測(cè),探頭設(shè)置應(yīng)確保聲束在深度方向至少覆蓋相鄰分區(qū)在壁厚方向上深度的25%,避免漏檢缺陷。分區(qū)檢測(cè)可以使用多通道一次完成掃查;也可使用單通道,采用不同的探頭設(shè)置進(jìn)行多次掃查。
探頭設(shè)置應(yīng)通過(guò)試驗(yàn)優(yōu)化,在系統(tǒng)設(shè)置和校準(zhǔn)時(shí)可采用對(duì)比試塊調(diào)整,在對(duì)工件的掃查中可通過(guò)檢測(cè)效果驗(yàn)證。
1.5 試塊與靈敏度設(shè)定
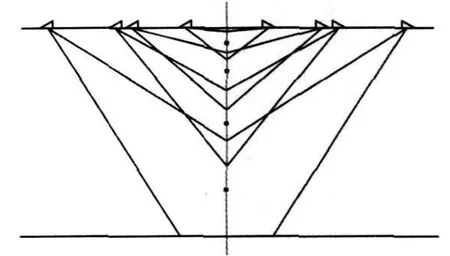
圖5 厚壁容器的分區(qū)檢測(cè)
試塊采用人工缺陷試塊或帶自然缺陷的試塊,不同標(biāo)準(zhǔn)有不同的試塊要求。TOFD檢測(cè)前應(yīng)設(shè)置檢測(cè)通道的靈敏度。靈敏度設(shè)置一般應(yīng)采用對(duì)比試塊,進(jìn)行靈敏度設(shè)置前,應(yīng)注意①一般將直通波的波幅設(shè)定到滿屏高的40%~80%。②若因工件表面狀況采用直通波不適合或直通波不可見(jiàn),可將底面反射波幅設(shè)定為滿屏高以上18~30 dB。③若直通波和底面反射波均不可用,可將材料的晶粒噪聲設(shè)定為滿屏高的5%~10%作為靈敏度。設(shè)置初始靈敏度后,應(yīng)保證對(duì)比試塊上的人工缺陷在掃描圖像中均得到清晰的顯示。
2 TOFD技術(shù)的發(fā)展及在我國(guó)的應(yīng)用
2.1 國(guó)內(nèi)外標(biāo)準(zhǔn)發(fā)展
自20世紀(jì)70年代英國(guó)Harwell無(wú)損檢測(cè)中心提出TOFD技術(shù)以來(lái),TOFD技術(shù)已有了迅速的發(fā)展。1993年英國(guó)首先頒布BS 7706標(biāo)準(zhǔn),提出了用于缺陷檢測(cè)、定位和定量超聲衍射時(shí)差法指南,這是第一部用于TOFD檢測(cè)的方法標(biāo)準(zhǔn);1996年美國(guó)ASME code case 2235提出可用自動(dòng)超聲檢測(cè)(包括TOFD)代替射線檢測(cè),是集方法標(biāo)準(zhǔn)與驗(yàn)收準(zhǔn)則為一體的綜合規(guī)范。其后有歐州標(biāo)準(zhǔn)ENV 583-6:2000《缺陷檢測(cè)與測(cè)量的超聲衍射時(shí)差法》;歐洲標(biāo)準(zhǔn)CEN/TS 14751:2004《焊接 焊縫檢測(cè)用超聲衍射時(shí)差法》;荷蘭標(biāo)準(zhǔn)NEN 1822:2005《衍射時(shí)差法驗(yàn)收準(zhǔn)則》;美國(guó) ASTM E2373—2004《超聲衍射時(shí)差法實(shí)施標(biāo)準(zhǔn)》;日本標(biāo)準(zhǔn)NDIS 2423—2001《用于缺陷高度測(cè)量的超聲衍射時(shí)差法》。
以上標(biāo)準(zhǔn)中,TOFD方法標(biāo)準(zhǔn)居多,與壓力容器有關(guān)的驗(yàn)收標(biāo)準(zhǔn)如ASME規(guī)范案例2235適用于ASME中第Ⅰ卷(動(dòng)力鍋爐),第Ⅷ卷(壓力容器)第1冊(cè)和第2冊(cè),第Ⅻ卷(移動(dòng)式壓力容器),當(dāng)滿足一定條件時(shí)可以替代射線檢測(cè)。ASME規(guī)范案例2235頒布以來(lái)已修改9版,目前版本為2235-9。國(guó)內(nèi)技術(shù)人員對(duì)上述標(biāo)準(zhǔn)進(jìn)行過(guò)詳細(xì)研究和對(duì)比[1-4]。
在20世紀(jì)80年代的中后期,TOFD已經(jīng)得到廣泛的接受和應(yīng)用,尤其是在海上和陸上油氣工業(yè)中;在20世紀(jì)90年代,作為一種獨(dú)立的檢測(cè)方法,TOFD在歐洲和美國(guó)得到越來(lái)越多的認(rèn)可,主要被用來(lái)代替射線檢測(cè)。
中國(guó)TOFD標(biāo)準(zhǔn)的發(fā)展已有文獻(xiàn)[5]討論。國(guó)質(zhì)檢特函〔2007〕402號(hào)文規(guī)定,從事 TOFD檢測(cè)的無(wú)損檢測(cè)機(jī)構(gòu)應(yīng)當(dāng)參照國(guó)外成熟標(biāo)準(zhǔn)制訂相應(yīng)的企業(yè)標(biāo)準(zhǔn),經(jīng)全國(guó)鍋爐壓力容器標(biāo)準(zhǔn)化技術(shù)委員會(huì)審核通過(guò)后,按照《中華人民共和國(guó)標(biāo)準(zhǔn)化法》規(guī)定進(jìn)行備案。自通知發(fā)布以來(lái),迄今已有十余家企業(yè)標(biāo)準(zhǔn)審核備案。全國(guó)鍋爐壓力容器標(biāo)準(zhǔn)化委員會(huì)TOFD標(biāo)準(zhǔn)起草組起草了壓力容器行業(yè)標(biāo)準(zhǔn)JB/T 4730.10,數(shù)易其稿,目前已推出報(bào)批稿[5]。
各家企業(yè)標(biāo)準(zhǔn)在方法要求方面大同小異,質(zhì)量分級(jí)則各有千秋。以合肥通用機(jī)械研究所壓力容器檢驗(yàn)站2007年制定并審核備案的企業(yè)標(biāo)準(zhǔn)Q/GMRI01—2007《承壓設(shè)備超聲波衍射時(shí)差法(TOFD)自動(dòng)超聲檢測(cè)》為例,質(zhì)量分級(jí)分為Ⅰ和Ⅱ兩級(jí),考慮了缺陷自身高度、埋藏深度和長(zhǎng)度。表面缺陷(開(kāi)口或距檢測(cè)面很近,磁粉檢測(cè)可以檢測(cè)的缺陷)長(zhǎng)度的質(zhì)量級(jí)別主要按照J(rèn)B/T4730—2005表面檢測(cè)部分的要求確定。內(nèi)部和一般的近表面缺陷指示長(zhǎng)度的質(zhì)量級(jí)別主要參照J(rèn)B/T4730—2005射線檢測(cè)部分的要求確定,從與常規(guī)超聲檢測(cè)和射線檢測(cè)的一致性進(jìn)行綜合考慮,標(biāo)準(zhǔn)對(duì)不同厚度的焊接接頭規(guī)定了相應(yīng)不同的允許長(zhǎng)度,TOFD驗(yàn)收標(biāo)準(zhǔn)中的Ⅱ級(jí)基本與射線驗(yàn)收標(biāo)準(zhǔn)中的Ⅲ級(jí)對(duì)應(yīng)。
2.2 國(guó)內(nèi)TOFD技術(shù)的應(yīng)用
21世紀(jì)初,我國(guó)開(kāi)始了TOFD技術(shù)的研究和應(yīng)用。2004年第一重型機(jī)械集團(tuán)有限責(zé)任公司起草了TOFD企業(yè)標(biāo)準(zhǔn)并通過(guò)全國(guó)容器標(biāo)準(zhǔn)化委員會(huì)的審查和備案,2005年一重將TOFD技術(shù)用于神華340mm厚煤液化加氫反應(yīng)器;合肥通用機(jī)械研究院、中國(guó)特檢院等單位都開(kāi)展了TOFD理論和技術(shù)的研究及應(yīng)用工作;中國(guó)特種設(shè)備檢驗(yàn)協(xié)會(huì)無(wú)損檢測(cè)考委會(huì)組織了特種設(shè)備TOFDⅡ級(jí)人員培訓(xùn)班,開(kāi)始了人員培訓(xùn)和資格取證工作;鍋容標(biāo)委開(kāi)始組織專家評(píng)審備案企業(yè)TOFD標(biāo)準(zhǔn)。可以說(shuō),自2007年質(zhì)檢總局特設(shè)局發(fā)布402號(hào)文開(kāi)始,在中國(guó)特種設(shè)備行業(yè)開(kāi)始了TOFD技術(shù)研究和應(yīng)用的高潮。
合肥通用機(jī)械研究院是國(guó)內(nèi)較早開(kāi)始研究TOFD技術(shù)的單位之一,2005年承擔(dān)了中石化“大型厚壁容器超聲 TOFD技術(shù)研究”課題,制作了模擬試塊和對(duì)比試塊,對(duì)在用容器和在制容器進(jìn)行了大量試驗(yàn)研究。通過(guò)與射線檢測(cè)和脈沖回波超聲檢測(cè)以及解剖試驗(yàn)結(jié)果進(jìn)行對(duì)比,積累了豐富的實(shí)踐經(jīng)驗(yàn)。2007年7月10日,國(guó)家質(zhì)檢總局特設(shè)局以(2007)質(zhì)檢特便字第3055號(hào)函同意合肥通用機(jī)械研究所壓力容器檢驗(yàn)站采用 TOFD技術(shù)代替射線進(jìn)行加氫反應(yīng)器現(xiàn)場(chǎng)組焊焊縫的檢測(cè),與蘭州蘭石機(jī)械設(shè)備有限責(zé)任公司合作。項(xiàng)目組技術(shù)人員在蘭石駐廠三個(gè)多月,對(duì)所有制造的厚壁容器焊縫進(jìn)行TOFD檢測(cè),并與射線、脈沖回波超聲以及解剖結(jié)果進(jìn)行對(duì)比,積累了經(jīng)驗(yàn),于2008年初,成功地完成了蘭石為中石化洛陽(yáng)分公司制造的國(guó)內(nèi)最大板焊結(jié)構(gòu)加氫反應(yīng)器(壁厚183mm)現(xiàn)場(chǎng)組焊焊縫TOFD代替射線檢測(cè)的工作[6-7]。此后,合肥通用機(jī)械研究所壓力容器檢驗(yàn)站對(duì)獨(dú)山子現(xiàn)場(chǎng)組焊壓力容器采用TOFD檢測(cè)和手動(dòng)超聲代替射線檢測(cè),對(duì)神華大型超限設(shè)備等現(xiàn)場(chǎng)組焊焊縫采用TOFD代替射線檢測(cè)。到目前為止,合肥通用院已采用TOFD技術(shù)進(jìn)行代替射線檢測(cè)的新制容器有:板焊加氫反應(yīng)器,規(guī)格 φ4000mm×183mm;氣化爐,規(guī)格φ4420mm×60mm;高溫高壓飛灰器,規(guī)格φ7000mm×105mm+4mm/108mm+4mm/90mm+4mm/75mm+4mm/70mm+4mm;球形儲(chǔ)罐(3000m3和2000m3液化氣球罐、2500m3丙烯球罐、2000m3丙烯球罐、1000m3乙烯球罐、3000m3聚丙烯原料罐、2000m3輕烴球罐以及650m3DAM產(chǎn)品球罐);大型塔器和換熱器等40余臺(tái)大型設(shè)備[6-8]。一重、二重和中國(guó)特檢院等十余家無(wú)損檢測(cè)機(jī)構(gòu)也在近幾年進(jìn)行了大量 TOFD技術(shù)的應(yīng)用,粗略統(tǒng)計(jì),我國(guó)已在數(shù)百臺(tái)大型壓力容器制造過(guò)程中采用TOFD技術(shù)代替射線檢測(cè)。
2.3 檢測(cè)實(shí)例
圖6為一容器縱焊縫TOFD檢測(cè)圖像,該容器材質(zhì)為SA516Gr.65(HIC),規(guī)格 φ3400mm×164mm,TOFD測(cè)量缺陷深度 40.2mm,長(zhǎng)度10mm,自身高度5.2mm;射線底片(加速器拍攝)上為直徑10mm的圓形缺陷;返修時(shí)可以看到直徑約為6mm氣孔。
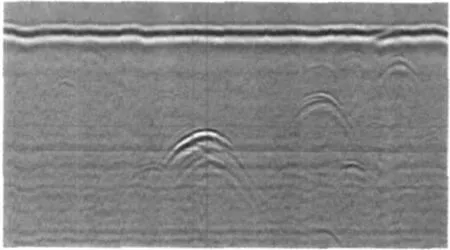
圖6 氣孔TOFD檢測(cè)圖像
圖7為16MnR22mm厚試板 TOFD檢測(cè)圖像,TOFD測(cè)量缺陷深度9.8mm,長(zhǎng)度12mm,自身高度2.6mm;射線底片上為長(zhǎng)度10mm的條形缺陷。解剖證實(shí)為長(zhǎng)度10mm,自身高度為2~3mm的條渣。
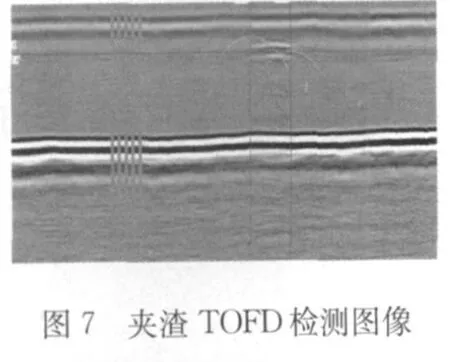
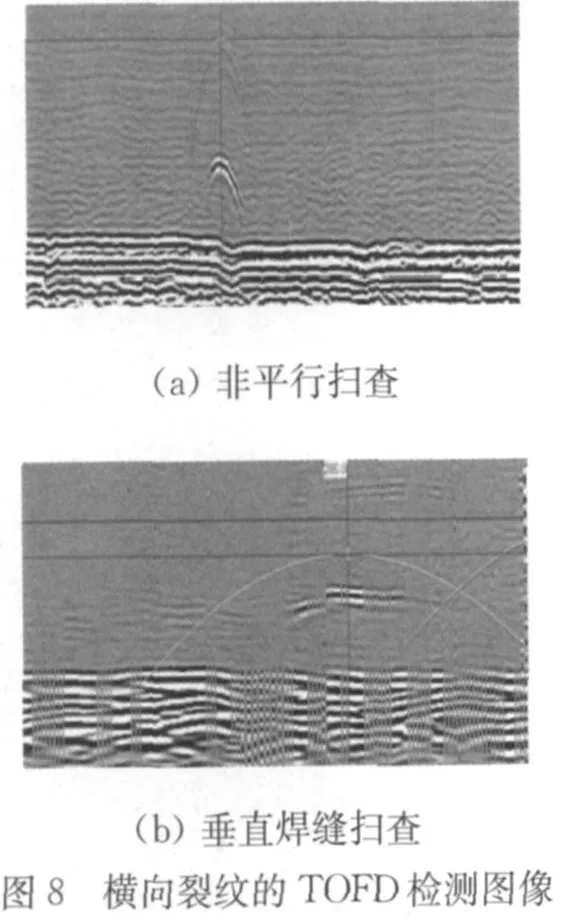
圖8(a)為182 mm厚容器焊縫上第4厚度分區(qū)非平行掃查TOFD檢測(cè)圖像,在深度165 mm處有一缺陷,缺陷長(zhǎng)度很小而衍射波明顯;圖8(b)為同一條缺陷,當(dāng)垂直于焊縫掃查時(shí),發(fā)現(xiàn)該缺陷長(zhǎng)度有40 mm,也就是說(shuō),這是一條橫向缺陷(裂紋),在射線底片上并未發(fā)現(xiàn)該缺陷,主要原因是筒體厚度較大,加速器拍出的底片靈敏度較低。
從圖9中可以看到3處缺陷,TOFD檢測(cè)和常規(guī)超聲檢測(cè)均能發(fā)現(xiàn)。但該部位兩次X射線檢測(cè)均為Ⅰ級(jí)片,返修時(shí)確認(rèn)為裂紋。3處裂紋長(zhǎng)度分別為83,97和37 mm。

圖9 裂紋缺陷
圖10為164 mm厚容器環(huán)焊縫的TOFD圖像,缺陷深度約在30~40 mm,非常清晰;但射線底片(加速器拍攝)上未見(jiàn)有缺陷。經(jīng)解剖證實(shí)為密集小橫裂,長(zhǎng)度3~10 mm,自身高度 5 mm左右。
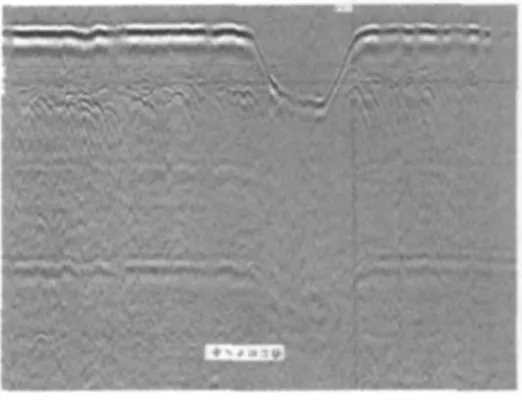
圖10 密集裂紋經(jīng)解剖驗(yàn)證
3 討論與展望
TOFD檢測(cè)技術(shù)的優(yōu)點(diǎn)顯而易見(jiàn):一對(duì)探頭具有寬的覆蓋范圍,可以不依賴于幅度進(jìn)行精確的缺陷自身高度測(cè)定,可以進(jìn)行快速掃查,與脈沖反射法相比,對(duì)缺陷方向依賴性不大,對(duì)各種缺陷的檢測(cè)靈敏度都比較高,可以保存缺陷圖像等。但是,必須清醒地認(rèn)識(shí)到,TOFD檢測(cè)技術(shù)有其固有的缺點(diǎn),例如,由于側(cè)向波和底部回波的存在,在TOFD掃查的上下表面附近存在盲區(qū),需要輔助其它檢測(cè)手段;難以解釋缺陷性質(zhì),夸大了一些危險(xiǎn)性不大的如氣孔等缺陷;實(shí)際檢測(cè)中缺陷長(zhǎng)度方向誤差較大;對(duì)橫向裂紋可能造成漏檢等。
由于TOFD衍射波檢測(cè)技術(shù)和射線檢測(cè)的本質(zhì)差異,其檢測(cè)結(jié)果有可能存在不一致,導(dǎo)致一些不必要的誤會(huì)。出于對(duì)設(shè)計(jì)、監(jiān)督監(jiān)理監(jiān)造、業(yè)主易于認(rèn)可的角度考慮,目前對(duì)制造安裝的承壓設(shè)備質(zhì)量控制檢測(cè)來(lái)說(shuō),TOFD衍射波檢測(cè)技術(shù)的檢測(cè)范圍最好為厚壁容器,以便揚(yáng)長(zhǎng)避短,充分發(fā)揮 TOFD檢測(cè)技術(shù)的長(zhǎng)處,提高安全性。特別是對(duì)于射線檢測(cè)很容易進(jìn)行的薄壁容器,優(yōu)先選用射線檢測(cè)。
TOFD檢測(cè)技術(shù)應(yīng)該與表面檢測(cè)技術(shù)(如電磁檢測(cè))結(jié)合使用,避免漏檢表面或近表面缺陷。對(duì)于特定設(shè)備和缺陷,還要采用非平行、平行和橫向等組合掃查技術(shù),配合脈沖回波超聲技術(shù),確保檢出垂直于焊縫橫向缺陷。
隨著我國(guó)經(jīng)濟(jì)和技術(shù)的發(fā)展,百萬(wàn)噸乙烯、千萬(wàn)噸煉油、百萬(wàn)千瓦核電站、煤液化工程、煤化工工程等大型工程建設(shè)項(xiàng)目大批興起,大直徑厚壁壓力容器日益增多。對(duì)厚度超過(guò)100 mm的壓力容器焊縫的射線照相已成為約束壓力容器制造的瓶頸,尤其是現(xiàn)場(chǎng)組焊的厚度超過(guò)200 mm的壓力容器焊縫,實(shí)施射線照相是非常困難的。因此TOFD技術(shù)的應(yīng)用對(duì)國(guó)內(nèi)大型壓力容器的制造發(fā)展具有重要意義 ,且具有必要性和緊迫性。TOFD檢測(cè)方法特別適合于大型承壓設(shè)備的制造和安裝,能夠大大降低生產(chǎn)成本,提高我國(guó)產(chǎn)品制造業(yè)的競(jìng)爭(zhēng)能力。
我國(guó)無(wú)損檢測(cè)工作者正深入研究和應(yīng)用TOFD技術(shù),政府管理機(jī)構(gòu)推廣力度進(jìn)一步加大,無(wú)損檢測(cè)人員培訓(xùn)工作不斷加強(qiáng),儀器生產(chǎn)廠家持續(xù)優(yōu)化改進(jìn)TOFD設(shè)備,隨著特種設(shè)備行業(yè)標(biāo)準(zhǔn)化進(jìn)程的加快,TOFD技術(shù)在我國(guó)壓力容器行業(yè)必將得到更廣泛的應(yīng)用。
[1]陳建玉,袁榕.熱壁加氫反應(yīng)器深厚焊縫的TOFD檢測(cè)技術(shù)[J].壓力容器,2004,21(8):46-48.
[2]Q/GMRI-01—2007 標(biāo)準(zhǔn)釋義[S].
[3]李衍.ASME法規(guī)對(duì)超聲TOFD法的最新規(guī)定介紹[J].無(wú)損檢測(cè) ,2007,29(4):209-213.
[4]鄭暉,胡斌,林樹青.國(guó)外TOFD檢測(cè)標(biāo)準(zhǔn)分析和比較[J].無(wú)損檢測(cè) ,2007,29(3):150-154.
[5]張平.超聲衍射時(shí)差檢測(cè)技術(shù)在中國(guó)的應(yīng)用進(jìn)展[J].無(wú)損檢測(cè),2008,30(7):397-402.
[6]閻長(zhǎng)周,關(guān)衛(wèi)和,陳建玉.TOFD方法在厚壁承壓設(shè)備焊縫檢測(cè)中的試驗(yàn)和應(yīng)用[J].壓力容器,2008,25(10):7-10.
[7]楊玉國(guó).TOFD超聲成像技術(shù)在厚壁加氫反應(yīng)器檢驗(yàn)中的應(yīng)用[J].石油化工設(shè)備,2010,39(3):82-85.
[8]張保中,閻長(zhǎng)周,杜護(hù)軍,等.四段出口分離器現(xiàn)場(chǎng)組焊對(duì)接焊縫TOFD自動(dòng)超聲檢測(cè)[J].壓力容器,2009,26(10):50-54.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
