帶涂層焊縫的電磁渦流檢測
2010-07-23 03:30:58呂香慧胡新東
無損檢測 2010年6期
呂香慧,張 宇,樓 淼,胡新東
(西北核技術研究所,西安 710024)
傳統的渦流檢測只是采用單一的較高頻率的線圈檢測導體表面或近表面的缺陷[1],適用于檢查容器及結構件等母材上的裂紋。因焊縫在高溫熔合時產生的劇烈的鐵磁性變化,出現雜亂無序的磁疇干擾,使焊縫上裂紋的渦流檢測十分困難,高低不平的焊冠和母材與焊接填充材料的差異等也是導致其難以檢測的主要因素[2]。針對這一問題,筆者應用WELD SCOPE焊縫裂紋探傷儀[3],對帶有機涂層的16MnR鋼焊縫進行了試驗研究。
1 試驗方案設計
1.1 表面涂層厚度對檢測結果的影響
1.1.1 試驗步驟
(1)設計加工人工裂紋試件。
(2)準備已知厚度的非金屬涂層模擬墊片。
(3)在試件上未覆蓋模擬涂層前先進行渦流檢測,記錄裂紋檢出情況。
(4)在試件上覆蓋不同厚度的模擬涂層,分別對試件進行檢測,并記錄可檢出臨界裂紋深度。
(5)將試件覆蓋模擬涂層前后的裂紋檢出情況進行對比。
(6)數據總結分析。
1.1.2 試件設計
設計加工人工裂紋試件一組。試件材質為16MnR,寬度為80 mm,厚度為6 mm,采用電火花方式在試件表面切割人工裂紋。
裂紋與試件表面垂直,相鄰裂紋間距為10 mm。考慮目前業界加工裂紋的能力,加工最淺裂紋為0.05 mm,最深裂紋為5 mm。為保證檢測結果的可比性,1號和2號試件上的人工裂紋的長度和寬度一致,3號試件上6個深度的人工裂紋的長度和寬度一致。各試件加工裂紋參數詳見表1。
1.1.3 模擬涂層選取
根據JB/T 10658—2006標準[4],渦流檢測的靈敏度與探頭和被測表面的接近程度有關,磁性或非磁性材料表面涂覆非導電物質,其作用相當于加大了探頭與被測材料表面之間的距離,因此在試件表面較平整的情況下,可采用已知厚度的非導體彈性墊片來模擬涂層。試驗采用對比試件的表面粗糙度Ra≤3.2μm,表面較平整,分別采用厚度為20,188,500和1000μm的非導體彈性墊片代替涂層。
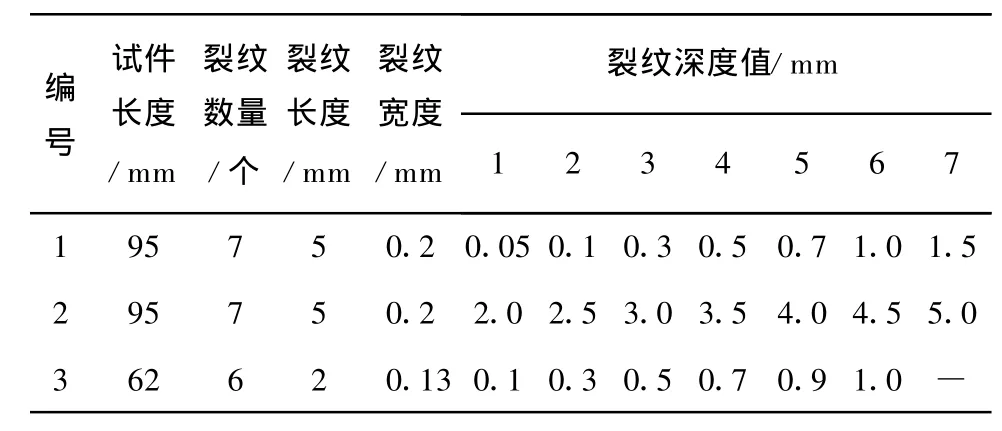
表1 各試件加工裂紋參數表
1.2 不同焊縫類型表面裂紋檢測試驗
1.2.1 試驗步驟
(1)設計三種不同結構的焊縫試件。
(2)對試件進行滲透檢測,記錄缺陷檢出情況。
(3)在試件上無漆層時先進行渦流檢測,記錄缺陷檢出情況。
(4)在試件上刷涂防銹漆,并用涂層測厚儀測量被檢部位涂層的實際厚度,記錄該實測值。
(5)每刷涂一層防銹漆后對試件進行檢測,并記錄缺陷檢出結果。
(6)試驗總結分析。
1.2.2 試件設計
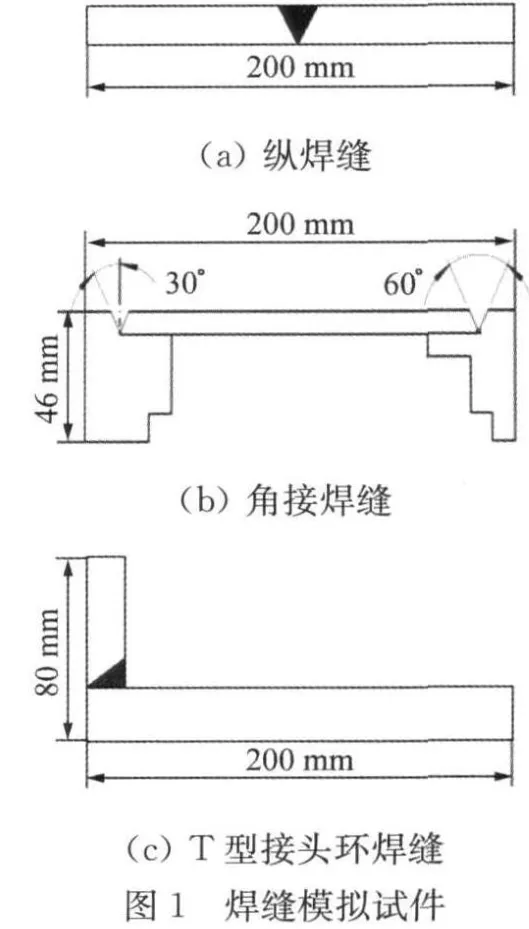
設計加工縱焊縫、角接及 T型接頭環焊縫,模擬焊接試件(圖1)。試件材質為16MnR,厚度為14mm。縱焊縫試件與角接接頭環焊縫試件接合處的母材開V型坡口,坡口角度為60°;T型接頭環焊縫試件接合處的母材開單邊V型坡口,坡口角度為30°,焊接方式為手工電弧焊,焊縫成型過程中除加工裂紋外,還有氣孔、咬邊等其他表面常見缺陷,焊縫表面保留余高,經打磨與母材圓滑過渡。
1.2.3 缺陷的滲透檢測結果
為便于檢測結果的比較,分別對3個焊縫試件進行了滲透檢測,檢測結果見圖2。
1.2.4 焊縫表面涂層
由于焊縫表面保留余高,且有咬邊等缺陷,非導體彈性墊片與焊縫金屬表面難以良好接觸,因此,試驗時在模擬試件焊縫表面直接刷涂非金屬防銹漆。參照人工裂紋試驗,在試件焊縫表面共刷涂兩層防銹漆,平均厚度約500μm。對每個試件選取5個點進行涂層厚度測量,實測值見表2。
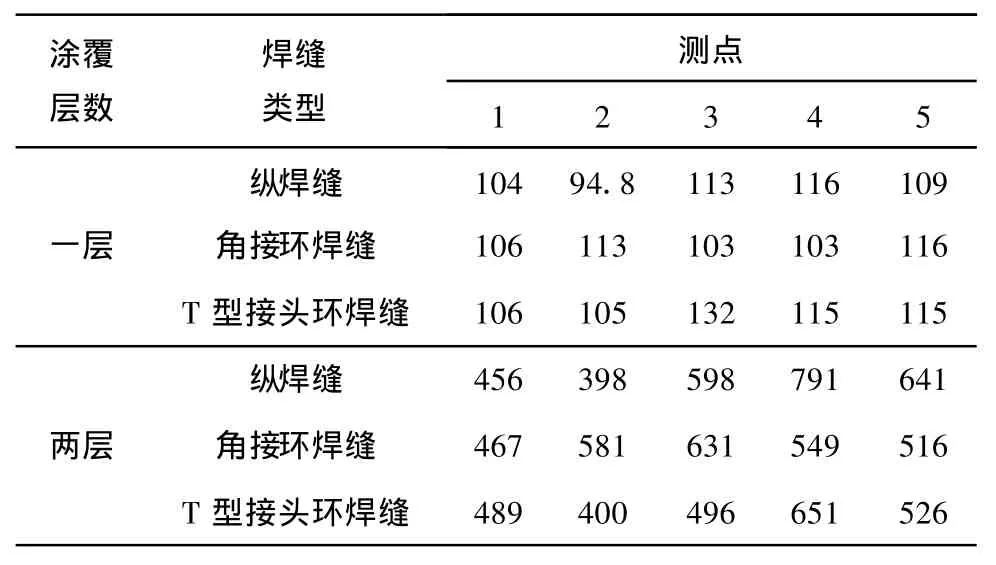
表2 模擬試件表面涂層厚度檢測表μm
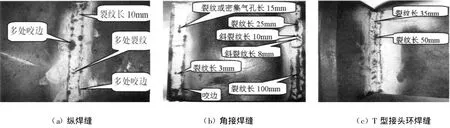
圖2 不同焊縫模擬試件的滲透檢測結果
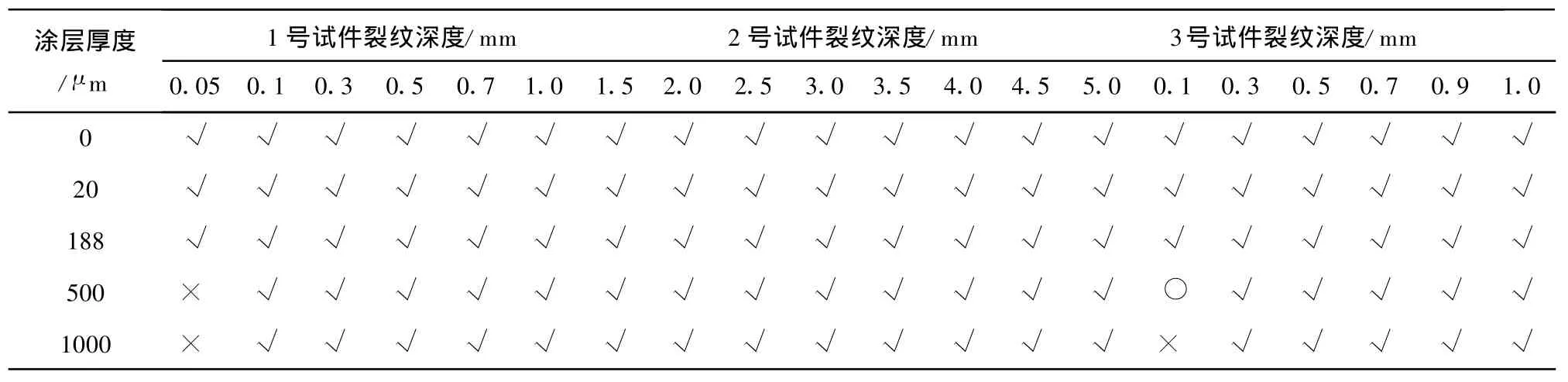
表3 人工裂紋試件的渦流檢測結果表
2 試驗結果與分析
2.1 不同涂層厚度及裂紋深度試件檢測結果
人工裂紋試件檢測結果見表3。由表可知,隨著涂層厚度的增加,電磁渦流法檢出裂紋的能力有所降低,但對于一定尺寸的裂紋,一定厚度的涂層并不影響該方法的檢測能力。對尺寸為5mm(長)×0.2mm(寬)的表面裂紋,當試件表面涂層厚度≤188μm時,該方法可以檢出的最淺裂紋為0.05mm;當涂層厚度≤1000μm 時,該方法可以檢出的最淺裂紋為0.1mm。對較小的2mm(長)×0.13mm(寬)的表面裂紋,當涂層厚度≤500μm時,該方法可以檢出最小深度為0.1mm的裂紋。
2.2 不同類型焊縫試件檢測結果
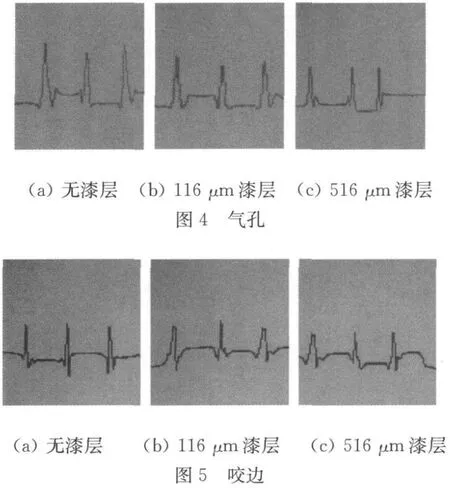
通過對三種模擬焊接試件進行電磁渦流檢測,經與滲透檢測結果對比,認為一定厚度的漆層對檢測結果影響不大,但隨著涂層厚度的增加,缺陷的波幅稍有降低。由于焊接形成的裂紋的深寬比遠大于人工裂紋的深寬比,當焊縫表面平均涂層≤500μm時,焊縫表面的所有裂紋以及咬邊等缺陷仍可檢出。圖3~5分別為角接環焊縫試件上不同缺陷在無漆層、116μm漆層和516μm漆層的時基圖。
3 結論
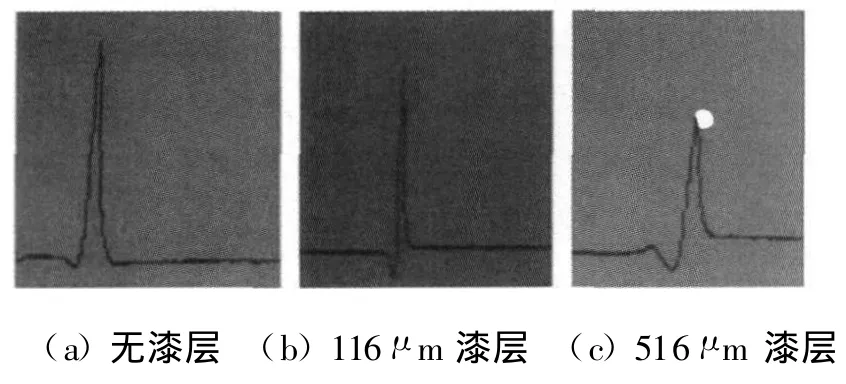
圖3 裂紋
試驗表明,電磁渦流法能穿透焊縫表面非金屬防腐涂層,對焊縫表面裂紋、氣孔和咬邊等缺陷進行檢測,可用于在役壓力容器及重要設備焊縫部位的快速掃查。但需要注意的是,在試驗過程中發現,該方法檢測結果的可靠性依賴于探頭與被測表面之間的距離、探頭與裂紋之間的夾角等,因此,該方法對操作人員的要求較高。對焊縫外形較規整的被檢區域,可以考慮設計探頭夾具,夾具的外形與實際被檢對象的形面基本一致,以保證探頭的平穩掃查,減小人為因素的影響,確保檢測結果的可靠性。
[1]徐可北,周俊華,等.渦流檢測[M].北京:機械工業出版社,2004.
[2]林俊明,張開良,林發炳,等.焊縫表面裂紋渦流檢測技術[J].中國鍋爐壓力容器安全,2005,20(6):33-36.
[3]劉凱,沈功田.帶防腐層焊縫疲勞裂紋的快速探傷[J].中國鍋爐壓力容器安全,2004,20(6):29-32.
[4]JB/T10658—2006 基于復平面分析的焊縫渦流檢測[S].
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24