鋼軌鋁熱焊縫傷損分析與防止措施
2010-07-27 11:22:52劉貴琚韋昌革
鐵道運營技術 2010年1期
劉貴琚, 韋昌革
(南寧鐵路局柳州工務段,工程師,廣西 柳州 545007)
鋼軌鋁熱焊縫是鐵路無縫線路主要的聯合接頭之一,其質量的好壞直接關系到行車安全。南寧鐵路局柳州工務段管轄的焦柳、湘桂、黔桂線P60鋼軌無縫線路近700 km,全段線上在役鋁熱焊縫6 100多頭。據統計,每年因處理傷損鋼軌、傷損焊縫和無縫化道岔而進行焊接的鋁熱焊有1 300多頭。2005~2007年,共發生鋁熱焊斷軌9起,直接影響或中斷行車累計13 h,嚴重威脅行車安全。因此,有必要對防止鋁熱焊縫傷損的措施進行探討,以提高焊接質量。
1 原因分析
通過分析,鋼軌接頭鋁熱焊內部傷損或折斷,主要由氣孔、縮孔、未焊透、夾渣、裂紋造成。
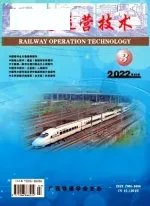
1.1 氣孔 進行鋼軌鋁熱焊時,由于焊劑受潮或過時、焊劑反應強烈、焊劑燃燒平靜時間過短、封箱泥過濕、軌縫有水分、預熱器使用的燃氣含水高、操作工藝不當等,都會在鋁熱焊處引起氣孔的產生。經使用后,氣孔擴展,形成貫穿傷損,其危害性大。氣孔的大小不一,有單個、多個或蜂窩狀氣孔群。單個的小氣孔直徑有的小于2 mm,大的氣孔直徑為8 mm,甚至更大。氣孔產生于焊縫的任何部位,存在于焊縫內部或表面。見圖1。
1.2 縮孔 縮孔產生的原因:一是預熱時間短,預熱溫度不夠;二是澆注后散熱過快,導致鐵水凝固收縮。其特征:全焊縫斷面均可產生,斷口表面晶粒粗大,呈暗灰色空穴,表面凹凸不平。如圖2。
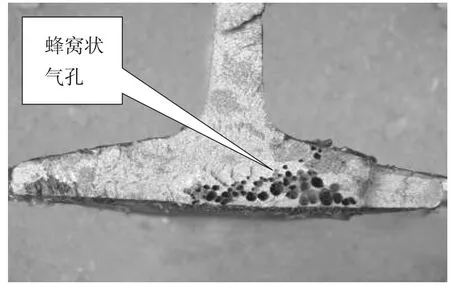
圖1 蜂窩狀氣孔
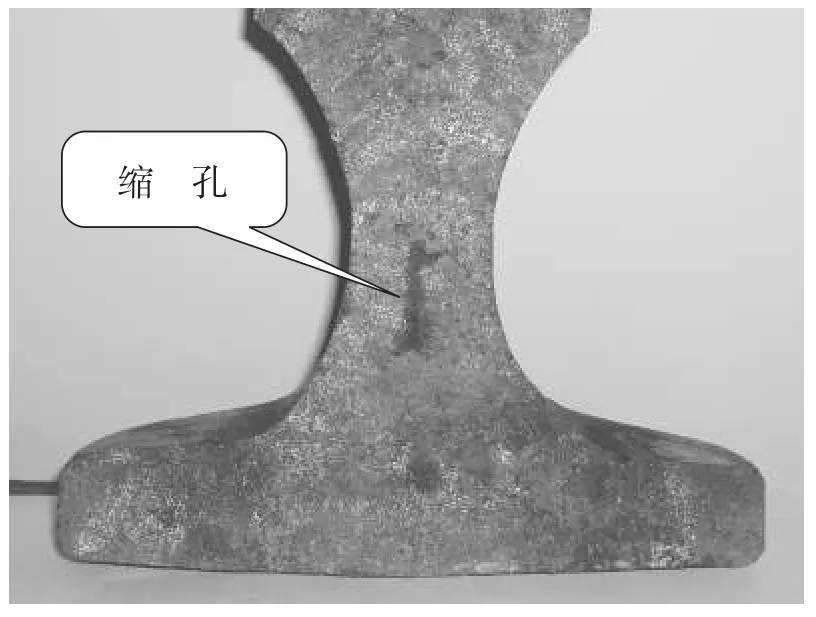
圖2 縮孔斷面圖
1.3 未焊透 未焊透產生的原因:一是預留軌縫過大,致使局部預熱不到位,特別是軌頭厚的部位和軌底腳邊緣;二是預熱溫度不夠。其特征:斷口呈未熔合狀態,斷面平整,晶粒與晶粒之間未熔融,一般產生于軌底及軌頭部位。如圖3。
1.4 夾渣 產生夾渣的原因是由于焊劑反應不完全、易熔塞熔化快。在焊劑未完全反應完畢,沒有一定的平靜時間時,鐵水就開始澆注,致使結晶過程繼續反應,未上浮的溶渣、氧化物及夾雜物進入焊縫。其特征:在斷面處存在不規則體積夾雜,呈銹斑暗紅色或暗灰色,存在于焊縫各個部位。如圖4。
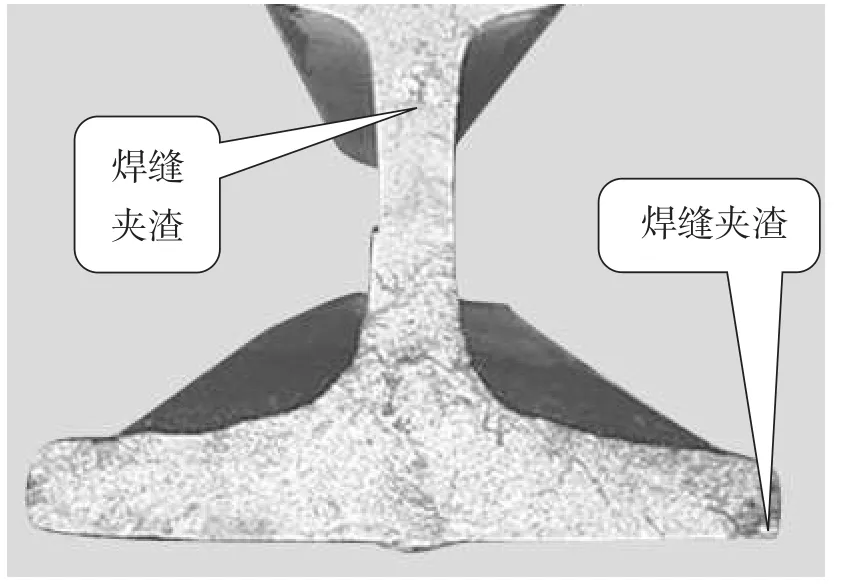
圖4 焊縫夾渣
1.5 裂紋 焊縫產生裂紋的原因:一是焊接時冷熱分布不均勻,或預熱時金屬體積改變,特別是軌頭局部預熱不夠,結晶溶合不良;二是熔融結晶過程受到外力影響,組織受到破壞,致使產生應力裂紋,運營后,裂紋逐步擴大形成疲勞裂紋。其特征:裂紋產生于鋼軌母材與焊縫間,即一般所說的熔合線,先是呈錚白色,裂紋經空氣氧化后呈黑褐色。如圖5。
2 防止措施
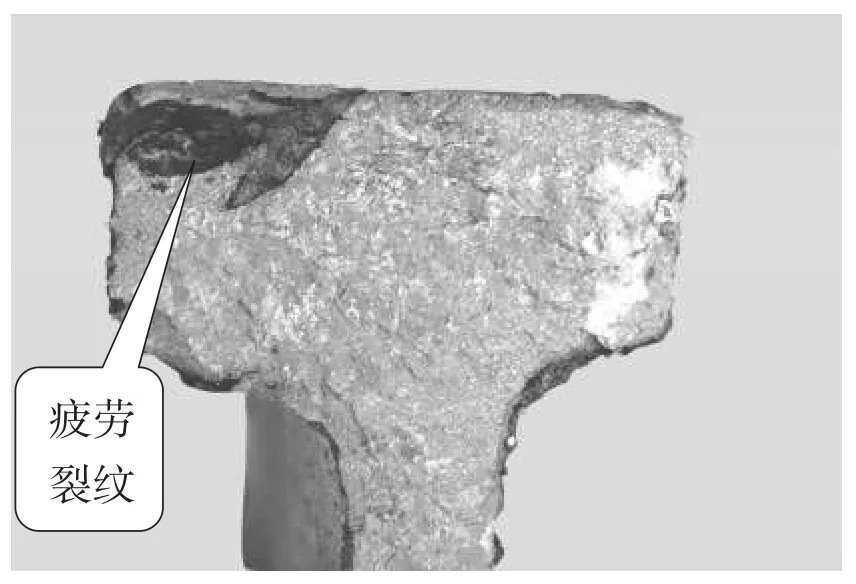
圖5 焊縫疲勞裂紋
2.1 消除氣孔 消除氣孔措施:一是加強焊劑的管理,不用過時、受潮的焊劑;二是將焊劑存放在通風干燥庫房的木架上部,避免焊劑受潮、受損,并有防火措施;三是對封箱泥、密封膏的使用要嚴格把關,過干或過潮都不要使用;四是在夜間、雨后焊接時,由于鋼軌潮濕,預熱前,應用預熱槍焰火烘烤軌縫兩側鋼軌,范圍各500 mm,以消除鋼軌水分,氣溫低于15℃時,在裝模前用預熱槍將鋼軌加熱到37℃,加熱長度在鋼軌軌端兩側各1 m范圍;五是預熱使用的燃氣(丙烷)、助燃氣(氧氣)純度要高,防止在燃燒過程中產生水蒸氣,滯留在焊縫中,形成焊縫氣孔;六是嚴格各項操作工藝規程,在寒冷氣候條件下,焊接將會冷卻過快,如果氣溫低于15℃,遇大風或雨天,則要在推瘤后立即用保溫箱或保溫罩將焊頭覆蓋,保溫時間不少于10 min,之后才能進行打磨。
2.2 消除縮孔 消除縮孔措施:一是嚴格按工藝操作,每次預熱前,檢查壓力表,如壓力被調亂,必須進行壓力調節,通過氧氣和丙烷的調壓閥將壓力調節至焊接操作工藝要求;二是嚴格按照操作工藝預熱程序,預熱時間達到焊接工藝要求;三是預熱時,軌溫低于15℃時要對鋼軌進行加熱,預熱溫度要達到900~950℃,肉眼觀察鋼軌斷面呈現暗紅色;四是天氣寒冷時,要對焊頭保溫,減緩散熱速度,防止鐵水結晶凝固收縮。
2.3 消除未焊透 未焊透缺陷是焊縫與母材未完全結晶熔合,局部預熱不均勻所造成。消除未焊透措施:一是預留軌縫要符合規定標準,預留軌縫不宜偏小或偏大;二是有條件時使用遠紅外線測溫儀測量預熱溫度,確保預熱達到所需的溫度;三是嚴格預熱時間,如遇氣候寒冷、軌溫低、風速大等因素可適當延長預熱時間,確保預熱達到規定溫度。
2.4 消除夾渣 消除夾渣措施:一是每次在焊劑裝堝前,應檢查包裝箱內組件是否齊全,焊藥包是否有破裂或受潮現象,一次性坩堝是否有破損及碎片,坩堝中的自熔塞是否正確無損;二是焊劑裝堝前要充分搞拌均勻焊劑,再行裝堝,避免焊劑成分不均勻;三是裝模和封箱時,要小心謹慎,避免砂模的砂粒以及封箱泥、封箱膏掉進預留軌縫,在鐵水注入時融入焊縫中。裝好模后,必須用一片干凈紙板蓋在砂模上,防止雜質落入砂模。
2.5 消除裂紋 消除裂紋措施:一是要嚴格預熱時間、溫度和均勻度。對火焰不集中的預熱槍,使用前要及時疏通出氣孔。預熱槍變形要修整,必要時送廠維修,測試壓力。二是避免焊縫結晶過程提前受力。在焊接過程中,焊縫附近使用的對正架、起道器、拉伸器,必須在焊縫推瘤完畢10 min后才能去除對正架,25 min后才能去除起道器、拉伸器。要完全避免在焊縫結晶過程在焊縫前后200 m范圍內進行其他作業(撥道、起道、緊固螺栓、改道、敲擊鋼軌等),應使焊縫具有穩定、平靜結晶環境。三是焊縫結晶過程避免鋼軌突然受冷,發生鋼軌收縮。在軌溫較高的環境焊接時,如突然下大雨,軌溫驟降,鋼軌發生收縮,鋼軌溫度應力會嚴重破壞焊縫結晶,產生結晶裂紋。發生這種情況時,必須重焊。
3 結束語
通過采取針對性措施,加強鋁熱焊焊接管理,2007年下半年至2008年4月,柳州工務段共焊接鋁熱焊縫1 267頭,經全斷面探傷均未發現上述傷損存在,取得了很好的成效。但還應加強以下工作:一是選用質量合格、技術先進的鋁熱焊劑。焊接的鋁熱焊強度、硬度要高,外觀好,質量穩定,型式試驗各項指標達到部標規定要求。二是加強鋼軌鋁熱焊焊接技術管理,定期對鋁熱焊縫進行靜彎、落錘試驗。三是焊接人員要相對穩定,每年對焊接人員進行技術培訓和考核,考核不合格者不準施焊。四是鋼軌焊接的各種機具材料、儀表,應配備齊全,保持良好,嚴格執行鋁熱焊工藝操作要求、方法。五是建立健全完善的焊軌臺帳。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24