鐵塔下料管理系統的開發與應用
2010-08-22 07:35:10顧銀曉馬會鈞
制造業自動化 2010年1期
趙 衛,吳 波,顧銀曉,馬會鈞
(1. 無錫商業職業技術學院,無錫 214153;2. 武漢鐵塔廠,武漢 430011;3. 無錫威之圖科技有限公司,無錫 214023;4. 無錫華光鍋爐股份有限公司,無錫 214028)
0 引言
目前在鋼結構企業的角鋼生產加工管理過程中,由于角鋼庫存備料是定長的,而實際需要加工的角鋼工件長度則是隨機的,所以在角鋼生產加工過程中不可避免會產生較短的廢料。廢料角鋼相比角鋼進價,只能以很低的廢鐵價格銷售出去。如果企業在生產過程中造成的廢料角鋼過多,會給企業造成一筆很大的經濟損失。
隨著近年來鋼價的大幅上漲,越來越多的企業開始重視根據現有庫存對加工角鋼工件進行優化排料處理,以期盡可能多地降低廢料率,提高實際利用率。角鋼工件的排料(下料,套料)一直都憑經驗人工拼湊,不但工作效率低,而且角鋼實際利用率低,一般只有90%左右。
對于一維下料問題,多年來國內外均有研究,主要研究方向是:采用遺傳算法[1],采用專家系統[2],采用BFD算法[3]。但經實踐,我們發現優化下料軟件在提高利用率的同時,卻增加了加工的難度,主要一個問題就是要頻繁更換鋼號,這對鐵塔廠的生產來說是一個大問題。
本系統采用了新型的下料算法,算法充分考慮了生產的實際情況,對每根原料角鋼上加工的鋼號數、不同長度數進行了設定,同時針對武漢某鐵塔廠的實際應用,把下料算法與生產管理、采購提料、生產發料、庫存管理結合起來進行綜合管理,終于在實用化上取得成功。
本文對鐵塔制造行業具有較強的借鑒作用。
1 主要的問題
當前,鐵塔生產企業在下料生產管理上存在的主要問題:
1.1 數據共享性差
企業生產中,配料員需要隨時了解庫存數據,采購員需要及時知道下料結果和生產任務信息,傳統手工管理模式下,這些信息分散在各個職能部門,成為一個個“信息孤島”,同時由于信息格式不統一,編碼不一致,造成信息共享性很差。在傳統的以報表進行管理的模式下,企業管理還可應付,但由于無法做到信息的及時匯總和傳遞,影響了企業管理的效率和決策的準確性。
1.2 人工配料效率低并利用率差
根據分析實際情況,發現在企業人工配料情況中,由于工作強度大,一般只對大料進行配料,對100以下的角鋼人工配料幾乎無時間上的可能。并且人工配料的結果與配料員的經驗和責任心有很大關系,一般人工配料以95%為標準線,而實際配料可以有97%以上的方案可用。在人工模式下,一個工程往往要化幾天功夫進行編制采購計劃,影響了企業的及時生產。
1.3 下料數據與庫存管理的集成
已有的一些下料系統,由于缺乏與庫存管理系統的集成,使得下料軟件使用過程中要頻繁的導入庫存數據,而由于庫存結果不及時,造成下料結果無法與庫存數據相匹配。
本文根據某鐵塔制造企業的實際情況和需求,詳細分析和優化了業務流程,開發了以下料管理為核心,輔以生產報表管理、庫存管理、采購管理的綜合管理系統。該系統具有實施過程簡便,下料算法快而優,抓住了企業生產管理的核心問題,對鐵塔行業具有很強的借鑒作用。
2 系統設計
2.1 企業業務流程分析
鐵塔制造企業在接到訂單后,需要進行放樣并且提出物料需求計劃,提供給供應部進行采購材料,而物資部則根據下料方案,進行提料生產。
針對以上主要流程,我們分析發現,主要涉及到的流程有放樣數據的管理,合同的管理,生產報表的管理,優化下料運算,采購管理,庫存管理,生產配料管理。如圖1所示。
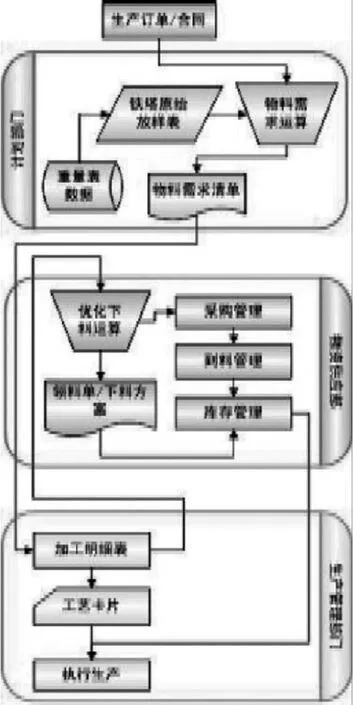
圖 1 業務流程圖
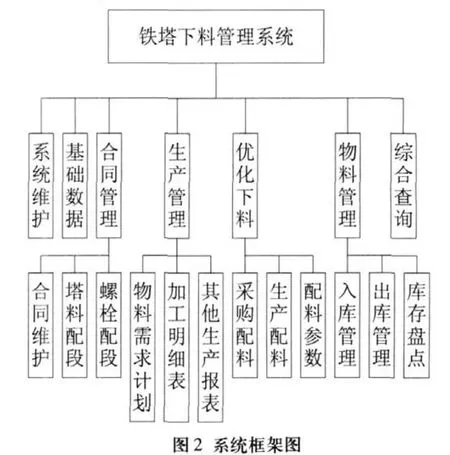
2.2 系統模塊設置
根據以上流程分析設計,結合系統劃分為基礎數據、合同管理、物料需求運算、采購優化下料、采購管理、生產配料運算、入庫管理和出庫管理以及綜合查詢。如圖2所示。
3 系統開發
3.1 開發環境
系統采用Delphi7作為前臺開發工具,SQL Server2000作為后臺數據庫。Delphi7通過ADOConnection控件來連接SQL Server2000數據庫,再用Tclientdataset控件來進行數據訪問和控制。由于TClientdataset控件能夠直接用update方法更新數據,為系統開發帶來了很大的便利。
3.2 生產管理模塊
生產管理包括合同管理,配料管理,物料需求運算,報表生成等功能。針對鐵塔行業的特點,設計了自動重量計算、補件生產、部件代用、按呼高配段(并有呼高重現功能)、工藝卡片、螺栓管理、及各個生產階段的報表,同時,也有加工中心設置,方便分車間打印報表。生成的報表包括采購、生產、結算、發運幾個階段。
3.3 庫存管理模塊
庫存管理包括采購入庫、出庫、庫存盤點等功能,針對鐵塔廠質量跟蹤的要求,采用批次管理法,對每一批次原材料采購均產生唯一的一個到料編號,系統同時記錄生產商、供應商、貨位、車號等信息,生產配料時,系統按先進先出的原則產生出庫單。
3.4 下料管理模塊
優化下料算法是本系統的核心,鐵塔生產中,80% 上的原材料都是角鋼,因此,提高角鋼的利用率就是提高了整體材料利用率。配料模塊主要要解決幾個問題:
鋼號問題;由于鐵塔行業的特殊性,在每個零件上都要打上鋼號,所以,希望下料結果能夠盡量少更換鋼號。
原材料連續性問題;由于運輸方式問題,企業內部都是采用吊車進行原材料搬運,一般長料在下面,短料壓在上面,所以下料方案必須考慮先把一種長度原材料使用完再使用另一種長度的原材料。
一根原材料上不同零件長度限制問題;一根角鋼上,一般只允許下兩種不同長度的零件,而不能在一根上面隨意切割多種長度不一的零件,這種情況的出現是因為下料車間切割機床的特點決定的。如果對一根角鋼上零件種類不加限制,則會導致切割時間上升,不利于生產。
不同規格的割縫料頭等參數不同的問題;要求系統能針對每種規格的角鋼都能單獨設定采購參數和加工參數。
連續下料問題:為了下料車間切割的方便,在對利用率不產生大幅下降的情況下,希望某一種或兩種零件能夠在一種原材料上全部下料完成,這樣可以防止出現多種切割下料的零件重疊堆放,利于加工車間方便提取零件進行加工。
該算法模塊充分考慮了以上的實際問題,下料結果不但利用率高而且工藝性好。同時該模塊分為二個部分使用,一個部分是當鐵塔放樣數據輸入后,系統根據庫存情況,進行采購配料,當放樣結束后,按正式生產的加工明細表進行配料調整或者重新配料。
模塊使用時,可以選擇庫存優先還是利用率優先二種方式。
模塊運行時,可以全自動按塔型的不同規格依次自動配料,配完后,再對個別規格進行人工干預配料,以最大限度的尋得最佳配料方案。當配料人員保存配料結果后,采購管理人員或者生產車間領料人員就可以在系統中看到配料情況,并產生相應的采購單或者提料單。
3.5 采購管理模塊
采購管理模塊主要功能是按采購配料結果,生成按塔型分類的供料表,系統可以選擇多個工程中的任意塔型組合,進行合并采購,生產采購報表。
4 應用示例
4.1 鐵塔原始數據錄入
如圖3所示,主要包括數據添加、查詢、刪除(可按部件編號、段、塔刪除)等功能,其中部件重量是自動計算的,避免人工計算之失誤。
4.2 優化下料
如圖4所示,可以對一個工程的多個塔型自動執行配料。配料員在界面上可以清楚地看到各規格的配料情況,為配合倉庫管理發料統一性需要,下料界面同時也包括了板材等部件的重量匯總情況,下料運算時會自動跳過。當設為庫存優先時,系統下料運算后,如果利用率低于設置的值,則系統會自動按采購配料重新運算。
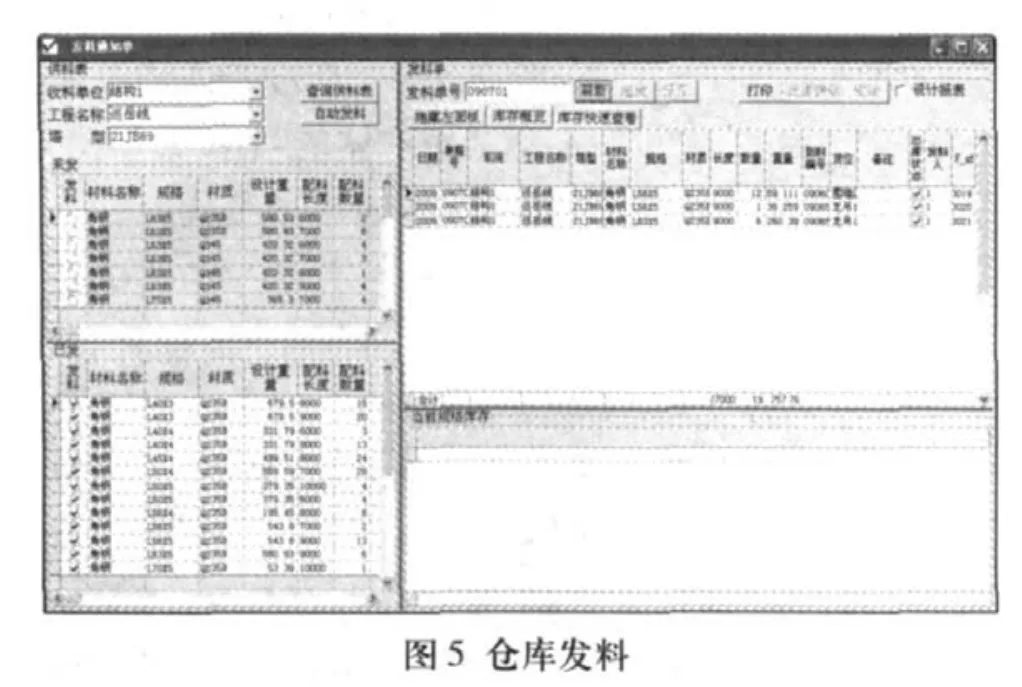
4.3 倉庫發料
如圖5所示,倉庫發料時,會按加工車間的不同自動調取出配料結果,當選擇部分規格材料進行發料時,系統會自動按到料批次以先進先出的原則進行發料。
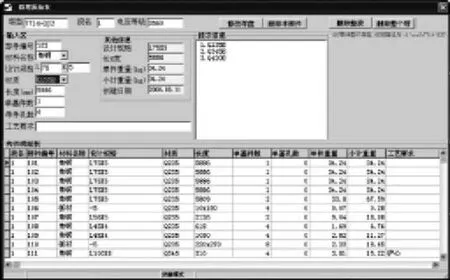
圖3 原始放樣表數據錄入
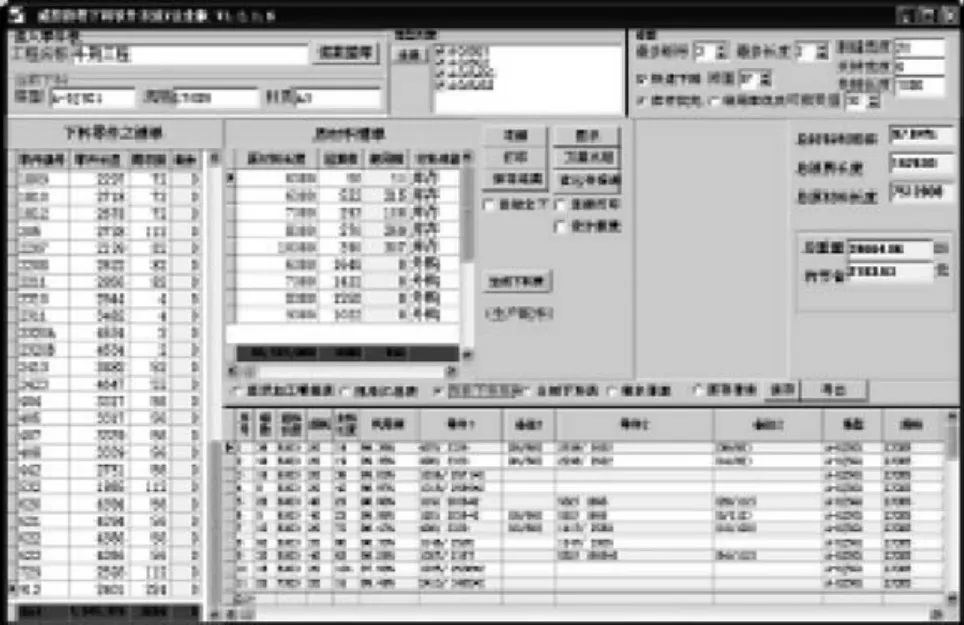
圖4 優化下料
5 結論
本文主要針對某鐵塔制造企業在生產管理、庫存管理、優化下料等業務流程進行分析與研究,結合ERP原理、計算機技術、數據庫技術、以及快速下料算法等,提出了比較實用的系統方案,并在此基礎上開發了鐵塔下料軟件系統,為企業構建了高性能的下料使用環境,成功地實現了企業生產管理的科學化和信息化。
系統所提供的優化下料算法具有多種方式的組合,包括諸多下料參數設定,實例中,對于8000噸角鋼進行提料運算,在HP540(主頻1.6G內存1G)上運算完畢只需30分鐘,下料速度很讓人滿意,平均利用率在97%以上。使用該軟件后不但材料利用率高,而且,換鋼號問題也得到了很好的解決。
本系統已經在某鐵塔制造企業成功上線,大大減輕了管理人員的工作強度,減少了職能部門間和重復勞動,提高了材料利用率,取得了巨大的經濟效益。
該廠每年產量為6萬噸,人工配料情況下,利用率不足95%,利用該系統,材料利用率提高到97%,則每年可節約1500噸角鋼,經每噸節省2000元計算,每年可節約300萬元,效益相當可觀,在企業獲得經濟效益的同時,也為建設節約型社會作出了貢獻,該系統對同行業有一定的啟示作用。
感謝香港大學電子商業科技研究所Dr.Luo(Dr.Zongwei Luo, The Univeristy of Hong Kong, China) 提供算法支持。
[1] 金升平,陳定方,張翔,戴詩亮.一維優化下料問題的基因遺傳算法[J].武漢交通科技大學學報,1997,21(2):168-172.
[2] 夏永勝,夏金兵,祁方.ERP中角鋼排料專家系統的研究[J].組合機床與自動化加工技術,2005,2.
[3] 李霄,王玫,王杰,張加隆,林趙軍,施昆.基于改進 BFD 算法的多規格一維下料系統[J].現代制造工程,2006,(9):78-81.
[4] 蔣小盼,華中平.鐵塔制造企業庫存管理系統的設計與開發[J].中國制造業信息化,2009,3.
[5] 黃驍儉.SAP Business One 中文版 7.0[M].北京:中國人民大學出版社,2004.
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
雜文月刊(2016年1期)2016-02-11 10:35:51
現代企業(2015年8期)2015-02-28 18:54:47
