堆垛機模糊反饋校正控制系統的設計
2010-08-24 01:46:30張祖鷹
制造業自動化 2010年14期
張祖鷹
ZHANG Zu-ying
(南京化工職業技術學院,南京 210048)
0 引言
堆垛機調速的要求很高,它是不停運動的,它的運行速度是準確定位、運行過程平穩的關鍵。本文根據堆垛機運行工況,在位置速度控制上,采用了反饋校正模糊控制算法,綜合利用模糊控制的快速性、魯棒性好的優點和反饋校正控制的穩態性好的優點,設計反饋校正模糊控制器,使堆垛機能夠在負載變化時,將穩定運行速度保持在一定的范圍內,同時解決了由于速度擾動的影響而產生的堆垛機的蠕動、抖動和定位錯誤等問題,也避免了因嚴重的積分飽和現象而造成的很大的超調和長時間的振蕩現象,從而提高堆垛機的定位精度和系統運行的穩定性、可靠性,具有很高的實用價值。
1 模糊反饋校正控制系統
控制系統需要數學模型,很多時候被控對象精確的數學模型很難建立,也就難于用自動控制技術進行滿意的控制,這時,如果用手動控制方式來操作,人的手動控制決策可以用語言加以描述,總結成一系列條件語句,即控制規則,讓微機模擬人的思維模式,運用程序來實現這些控制規則,這樣就可以利用微機取代人進行對被控對象的自動控制,這是模糊控制的基本思想。
模糊控制系統一般由四個部分組成:模糊控制器、輸入/輸入接口裝置、被控對象執行機構、傳感器。其基本原理如圖1所示。
2 模糊控制器的設計
模糊控制器是模糊控制系統中的關鍵一環,它的設計包括以下幾項內容:
2.1 確定模糊控制器的輸入變量與輸出變量
模糊控制器的輸入變量可以有三個:即誤差、誤差的變化、及誤差變化的變化,輸出變量一般選擇控制量的變化。通常將模糊控制器的輸入變量的個數稱為模糊控制器的維數,目前廣泛被采用的均為二維模糊控制器,如圖2所示。
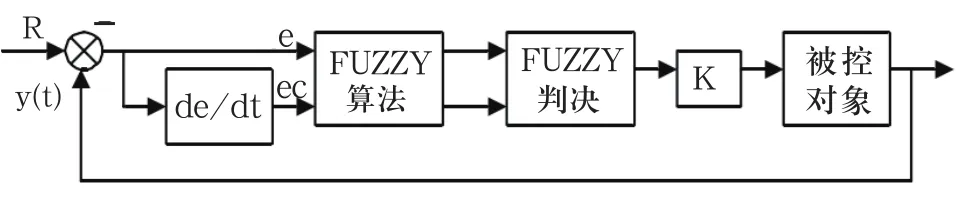
圖2 常規二維模糊控制器
2.2 隸屬度函數的確定
隸屬度函數是模糊數學最基本和最重要的概念。在模糊理論中,對模糊性的描述就是通過隸屬函數才能進行。
2.3 模糊控制規則的設計
控制規則的設計是模糊控制器的關鍵,一般包括三部分內容:
1)選擇描述輸入和輸出變量的詞集
一般為七個詞匯,即:{負大,負中,負小,零,正小,正,中,正大}。
2)定義模糊變量的模糊子集
定義一個模糊子集,實際上就是要確定模糊子集隸屬函數曲線的形狀。將確定的隸屬函數曲線離散化,就得到了有限個點上的隸屬度,便構成了相應的模糊變量的模糊子集。
3)建立模糊控制器的控制規則
模糊控制規則是對系統控制經驗的總結,這些經驗用模糊條件語句來表示。模糊控制規則的生成有四種方法:
(1)根據專家經驗或過程控制知識生成控制規則。
(2)根據過程的模糊模型生成控制規則。
(3)令根據對手動控制操作的系統觀察和測量生成控制規則。
(4)根據學習算法生成控制規則。
2.4 確立模糊化(量化因子)。
如果精確量x的實際變化范圍為[a,b],將[a,b]區間的精度變量轉化為[-n,n]區間的離散量。
2.5 模糊推理及其模糊量的非模糊化方法
把模糊量轉換為精確量的過程稱為清晰化,又稱反模糊化的模糊判決。
2.6 論域、量化因子、比例因子的選擇
量化因子大小對控制系統的動態性能影響很大。選的較大時,系統的超調也較大,過渡過程較長;反之,超調量減少,但系統的響應速度變慢。
3 堆垛機控制系統的模糊預測控制模型
堆垛機定位精度與機構執行速度(即效率)是一對矛盾體。如果為了提高堆垛機的快速性而增加各段速度或者將減速點后移,必然會增加定位的超調量,降低定位精度;反之,如果為了滿足定位精度而降低速度或將減速點前移,則必然會影響定位的快速行,增加作業時間,堆垛機的效率將降低。要解決以上的問題,經典的控制理論已經顯得無能為力,所以要選擇先進的控制策略和新的控制算法來控制堆垛機的調速與定位。
結合模糊控制與反饋校正的預測控制可以建立堆垛機控制系統的模糊預測控制模型。如圖3所示,預測控制原理框圖。
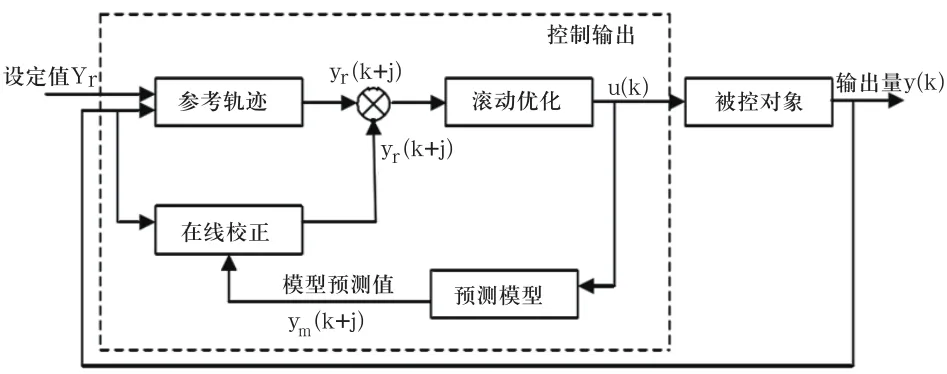
圖3 預測控制原理框圖
滾動優化:模型預測控制是一種優化算法,它是通過某一性能指標的最優來確定未來的控制作用的。
預測控制:是一種閉環校正控制算法。由于實際系統存在非線性、時變性等因素的影響,在預測控制算法中的預測模型存在失配問題,從而會引起預測模型的預測輸出與對象實際輸出之間存在著一定的偏差,稱之為預測誤差,為克服這個誤差一般用反饋校正方法。
預測模糊控制是在預測控制和模糊控制的基礎上,加上通過對被控對象動態特性的模擬而建立的系統模型,系統通過對輸入狀態值和模糊控制規則的一系列設定的候補值進行功能模擬,再用其結果來預測控制性能,最后根據多項性能指標的預測結果進行模糊推理決策以得到最適當的控制指令。其控制過程可用圖4來表示:
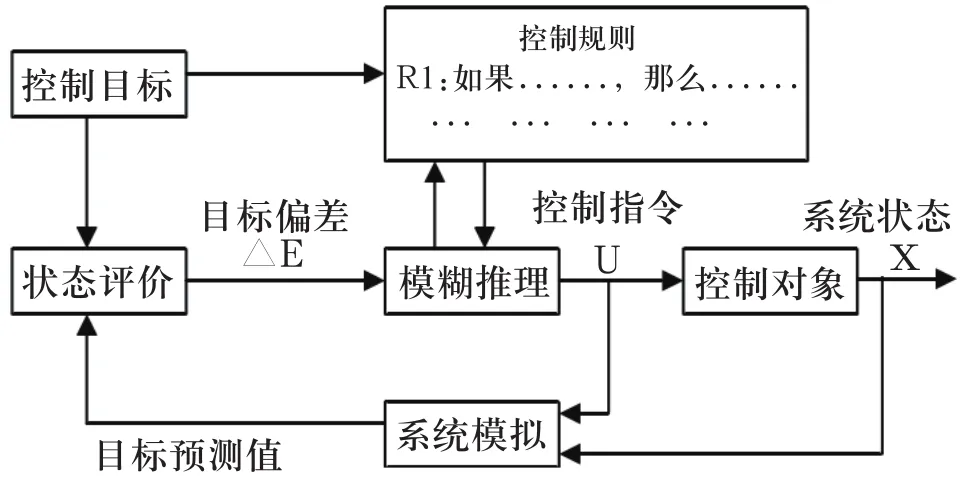
圖4 預測模糊控制方式
堆垛機的運行特性受載荷、行走距離、安全性要求等多種因素影響的,模糊控制器不斷地根據控制規則推出有可能執行的控制指令,通過對這些控制指令所引起的性能指標變化進行預測,選擇出相對最好的控制指令進行控制。
4 預測模糊控制器的設計
熟練操作工經驗的描述和獲取熟練操作工在對系統的操作中,要不斷根據目標和系統的狀態變化情況決策,以選擇出認為合適的相對最好的控制指令;同時還要有如果遇到突發事件如何進行處理的思想準備。這就需要對可能實現的控制指令及其控制結果進行語言描述,并作為定性的經驗法則記錄下來。
1)對經驗法則中描述程度的詞進行模糊定量,用語言描述的經驗法則中,控制目標和系統狀態需要一些模糊用語來描述,并把它們用模糊集合進行模糊化處理。
2)建立被控對象的部分模型
選擇有代表性的可能實現的控制指令,根據被控系統的特性行為預測系統性能指標的變化,據此建立系統的部分模型,這種模型可以是數學模型,也可以是定性的模糊模型。
3)把經驗法則轉化為模糊控制規則
把用一般語言描述的經驗法則規格化,設法將它們寫為所采用的計算機語言能表達的符號化的模糊控制規則。
4)對模糊控制規則和狀態的調整
根據系統的實際情況,經過實驗或調試,對原有模糊控制規則以及分檔的模糊狀態(即模糊集合的隸屬函數)進行修改、調整和補充。
5 堆垛機位置預測模糊控制仿真
堆垛機位置預測模糊控制仿真運行,是使用MATLAB仿真軟件對預測模糊控制系統進行仿真研究。以MATLAB為基礎開發的實用工具箱極大的豐富了MATLAB的內容。這里主要應用SIMULINK工具箱、FUZZY工具箱。SIMULINK是基于模型化圖形組態的控制系統仿真軟件,它具有SIMU(仿真)與LINK(連接)兩大功能,它使一個復雜的控制系統的建模與數字仿真變得十分直觀和相當容易。它可以使系統仿真人員不必詳細了解相應算法的一些具體內容,使得原本復雜艱巨的二次模型化任務變得容易了,從而提高了工作效率,保證了仿真結果的正確性。并與Z—N整定法PID控制的數字仿真結果進行對比,驗證分析的結果。
位置控制系統為二階慣性,其傳遞函數為:
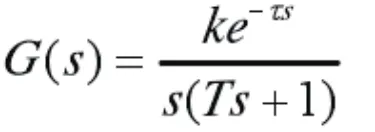
設被控過程模型參數為:K=0.33,τ=0.8,T=0.33。無過程參數時變時,仿真時間30秒,仿真步長t =0.05
從圖5和圖6中可以看出:PID控制有幾次超調,隨著輸入頻率的增大,超調量也增大,且過渡時間較長,導致指令在稍有變化后,響應不能及時跟蹤指令的變化,控制精度低。模糊控制響應快,但穩態精度低。只有預測模糊控制既超調很小,又達到很高的穩態精度,控制效果好。從仿真結果可以看出,本文所提的預測模糊控制方法較其它常規控制方法,如:PID控制、Fuzzy控制具有更好的動態響應特性和魯棒性。

圖5 傳統PID控制的系統響應曲線圖

圖6 預測模糊控制的系統響應曲線
6 結論
利用模糊預測控制的基本算法,包括模糊控制和預測控制的基本理論,結合模糊控制與反饋校正的預測控制建立的堆垛機控制系統的模糊預測控制模型,使用MATLAB仿真軟件對該預測模糊控制系統進行仿真研究,獲得了優良的控制效果。
[1] 吉國宏M,自動化倉庫堆垛機設計[M].北京:人民鐵道出版社,1997.
[2] 熊肖磊,趙炯,周奇才.自動化立體倉庫管理與控制系統的實現[J],制造業自動化,2002,24(4).
[3] 張欣,堆垛機智能控制系統的研究[D]北京機械工業自動化研究所,2005.
[4] D.R.伍德利,物料搬運[M].機械工業出版社,1975.
[5] 劉昌棋.物流配送中心設計[M].北京:機械工業出版社,2001.
[6] 李少遠,李檸,復雜系統的模糊預測控制及其應用[M].科學出版社,2003.
[7] 李士勇,模糊控制神經控制和智能控制論(第一版)[M].哈爾濱:哈爾濱工業出版社,1996.
[8] Teresko,John.Automating the Warehouse.Industry Week/I W,2006,Issue 10:23-23.
[9] 韋巍編,智能控制技術[M].機械工業出版社,2003.
[10] 尹國民,自動化立體倉庫實驗臺堆垛機結構及控制系統設計研究[D],山東大學,2006.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
小獼猴智力畫刊(2022年3期)2022-03-29 01:09:42
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:26:14
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
Coco薇(2017年11期)2018-01-03 20:59:57
家庭影院技術(2017年9期)2017-09-26 03:41:45
