小直徑銑刀高速銑削淬硬模具鋼不同走刀方式下切削力和加工效率的研究
2010-08-24 01:46:34張寶磊龍衛仁
制造業自動化 2010年14期
徐 華,張寶磊,龍衛仁
XU Hua, ZHANG Bao-lei, LONG Wei-ren
(廣西工業職業技術學院,南寧 530001)
0 引言
在金屬切削過程中,切削力一直是影響切削加工的重要因素。而在小直徑銑刀高速加工淬硬鋼時由于切削速度一般是常規切削條件下的5~10倍,同時又由于刀具直徑非常小,故刀具在加工過程中極易破損,所以此時對刀具切削時的切削條件以及走刀方式的研究有非常重要的價值意義。雖然某些型號的數控機床已可部分實現加工中切削負荷的自適應調整,但如果刀位軌跡不合理,也會導致高速銑削對機床及刀具產生較大的慣性沖擊,從而直接影機床主軸等零部件及刀具的工作壽命[1]。
為了使銑刀在高速加工時發揮他的效率同時減少破損,本文主要對圓弧走刀和擺線走刀加工時對加工效率和切削力方面進行比較,得出從受力上看,采用擺線走刀時刀具受到的切削力比較小,相比之下圓弧走刀時切削力較大;從加工效率上來看,圓弧走刀要比擺線走刀時加工效率要高的結論,所以當對帶圓弧的拐角進行加工時宜采用擺線走刀。
1 試驗設計
1.1 試驗條件
實驗是在YCM-V85A型立式加工中心(最高轉速8000RPM),加工45#鋼(淬火硬度達52HRC)。刀具采用硬質合金TiAlN涂層平底四刃立銑刀(Φ=2mm),刀具懸伸量L=19mm。數據記錄采用YDX-III9702型壓電式銑削測力儀(大連理工大學,分辨率為0.001kgf)和重慶大學QLV型系列虛擬測試儀器等。
1.2 試驗方法及試驗方案
本文是研究小直徑銑刀在淬硬鋼拐角的切削動力特性。考慮到淬硬鋼做成模具一般都有各種復雜的形狀,各種圓弧拐角更是在所難免,因此本次實驗采用具有多種拐角的工件,有R1.25mm、R1.50mm、R1.75mm、R2.00mm,目的在于研究高速銑削加工在拐角處的受力情況和加工效率,以尋找銑削拐角時候最佳的走刀方式和拐角處減速比率,避免在拐角處經常出現斷刀的現象。
實驗方案1 拐角在不同走刀方式下銑削的動力特性
1)不同圓弧半徑擺線走刀試驗參數:主軸轉速6369 r/min,每齒進給量fz0.01 mm/z,側向步距0.4 mm,背吃刀量asp0.1 mm,螺旋進刀角度30°, 最小切削寬度0.0200mm,最大螺旋半徑0.9600mm。擺線走刀步距0.3mm。
實驗序號:A-1,A-2,A-3,A-4;分別對應的圓弧半徑為:2.00mm,1.75mm,1.50mm,1.25mm。在這一實驗階段中對不同圓弧半徑拐角銑削實驗,分別研究切削過程中的受力和加工效率情況。共進行4次實驗 ,故采取單層切削方式,以下同理。
2)不同圓弧半徑圓弧走刀試驗參數:主軸轉速6369 r/min,每齒進給量fz0.01 mm/z,側向步距0.4 mm,背吃刀量asp0.1 mm,螺旋進刀角度30°,最小切削寬度0.0200mm,最大螺旋半徑0.9600mm,圓弧走刀半徑0.7mm。
實驗序號:B-1,B-2, B-3,B-4;分別對應的圓弧半徑為:2.00mm,1.75mm,1.50mm,1.25mm。
在這一實驗階段中分別對2.00mm、1.75mm、1.50mm、1.25mm圓弧半徑拐角進行銑削實驗,分別研究切削過程中的受力和加工效率情況。共進行4次實驗。
實驗方案2 在圓弧拐角半徑為1.5mm處做不同加減速下銑削的動力特性
擺線走刀減速參數:主軸轉速6369 r/min,每齒進給量fz0.01 mm/z,側向步距0.4 mm,背吃刀量asp0.1 mm,螺旋進刀角度30°, 最小切削寬度0.0200mm,最大螺旋半徑0.9600mm,擺線走刀步距0.3mm。
實驗序號:A-3-a,A-3-b, B-3,B-4;拐角處速度減少到的百分比為35%,30%,25%,20%。在這一實驗階段中對圓弧半徑拐角進行銑削實驗,分別研究切削過程中的受力和加工效率情況。共進行4次實驗。
圓弧走刀減速參數:主軸轉速6369 r/min,每齒進給量fz0.01 mm/z,側向步距0.4 mm,背吃刀量asp0.1 mm,螺旋進刀角度30°, 最小切削寬度0.0200mm,最大螺旋半徑0.9600mm,圓弧半徑0.7mm。
實驗序號:B-3-a,B-3-b,B-3-c,B-3-d;拐角處速度減少到的百分比為35%,30%,25%,20%。在這一實驗階段中對圓弧半徑拐角進行銑削實驗,分別研究切削過程中的受力和加工效率情況。共進行4次實驗。
2 試驗數據分析
2.1 擺線走刀分析
在刀具切削圓弧時,切削力最大的地方刀具最容易破損而且能反映切削力的變化規律,故本試驗僅僅研究在切削不同的圓弧半徑時切削力的最大值。
從試驗數據和不同圓弧半徑最大受力圖可以看出,當走刀方式為擺線走刀時,切削力隨著圓弧半徑的增加的變化情況是:各個方向受到的力隨著圓弧拐角半徑的增大而比較緩慢的減少,在半徑為1.5mm時候合力F-sum增大比較明顯,說明拐角越小受到的力就越大。由于垂直進給只有0.01mm,所以Fy受圓弧半徑的影響程度較小。
實驗測得工件的加工效率P與圓弧拐角半徑的4組關系數據:
圓弧拐角半徑(mm):2.00,1.75,1.50,1.25;分別對應的加工時間(s /件):139,101,83,55。可以看出隨著圓弧拐角的變大,加工時間也變長.加工效率就越低.由于此時采用相同的切削參數,當圓弧半徑較大時加工完整個圓弧材料的去除量也是較大的。
2.2 圓弧走刀分析

圖1 不同半徑圓弧最大受力圖
由圖1可以看出,隨著圓弧半徑的增大切削力逐漸減少,當圓弧半徑在1.5mm繼續減少時切削力急劇增加,也就是說當圓弧半徑小于1.5mm時切削力受圓弧的影響較為嚴重,可能是在圓弧半徑比較小時切削速度方向矢量變化比較大,使刀具的過切比較嚴重。
實驗測得工件的加工效率P與圓弧拐角半徑的4組關系數據:
圓弧拐角半徑(mm):2.00,1.75,1.50,1.25;分別對應的加工時間(s /件):43,21,16,14。從中可以看出加工時間隨圓弧半徑的減小而減少,由于此時采用相同的切削參數,當圓弧半徑較大時加工完整個圓弧材料的去除量也是較大的原因。
3 拐角處加減速的影響
在圓弧拐角半徑為1.5mm出做不同加減速下銑削的動力特性(在對上面數據分析的基礎上得出圓弧拐角半徑為1.50mm時,是力突變前的一個點,用它做實驗得出數據比較明顯。因此選擇圓弧拐角半徑為1.50mm的做加減速實驗。)
3.1 擺線走刀的情況
實驗測得工件的加工效率P與拐角處速度減少的關系數據4組:
拐角處速度減少的百分比:20%,25%,30%,35%;分別對應的加工時間(s/件):83,84,82,83。可見當為擺線走刀時,圓弧拐角處速度加減對加工時間影響不顯著。

圖2 擺線走刀在不同減速的情況下的受力
由圖2可以看出,用擺線走刀方式下做加減速實驗時,Z軸方向受到的力比較平穩,X、Y軸方向受力先是緩慢的減小再增加。整個過程可以看出:x向切削分力與合力曲線最為接近,可以看出,各變化參數中,切削分力主要來自于x軸向分力。在減速到25%時,受到的平均力最小,而在30%的時候受到的X、Y軸方向的力也最小,所以此時宜采用降速比為30%左右。
3.2 在圓弧走刀的情況下
實驗測得工件的加工效率P與拐角處速度減少的關系數據4組:
拐角處速度減少的百分比:20%,25%,30%,35%;分別對應的加工時間(s/件):33,29,27,25。可以看出隨著圓弧拐角處速度的降低每件工件加工時間越少,加工效率也就越高但都低于原始速度下的加工效率。
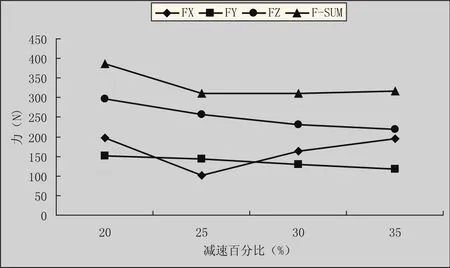
圖3 圓弧走刀在不同減速的情況下的受力
由圖3可以看出,在圓弧走刀方式下做加減速實驗加工圓弧半徑1.50mm時,Z軸方向受到的力比較平穩緩慢的變小,X軸方向受到的力先變小后增大,變化很大,Y軸方向受到的力變化不大,整個過程可以看出:在減速到25%時,受到的平均力最小,受到的X方向的力也是最小,所以在加工1.5mm圓弧拐角時宜采用的降速比為原來的25%左右。
4 結論
本文通過對小直徑銑刀高速銑削淬硬模具鋼圓弧路徑切削方式對銑削力及切削效率的影響研究,結果表明:
1)從受力上來看,擺線走刀要比圓弧走刀受到的切削力小,所以從保護刀具的角度出發,應該選擇擺線走刀方式。
2)從加工效率方面來看,與擺線走刀相比,圓弧走刀的效率較高,隨著圓弧拐角的變大,加工時間也就越長,加工效率就低。
3)當采用擺線走刀時,當切削速度減到30%左右時受到的切削合力是最小的。
4)在采用圓弧走刀時,當切削速度減到25%左右時,受到的切削合力時最小的,同時X和Y方向上的力也是最小的。
[1] 全燕鳴,王成勇,林金萍.高速銑削淬硬模具鋼的工藝性與經濟性研究[J].工具技術,2003,37,2.
[2] Micron,Jobs,Haas,Ftp,DMG機床公司.肯納飛碩刀具公司.高速加工機床及其刀具專題報告,2002.
[3] 艾興,劉戰強.高速切削綜合技術[J].航空制造技術,2002,3.
[4] 張永強.高速切削及其相關鍵技術的發展現狀[J].航空精密制造技術,2001(4).
[5] C.K.Toh.Cutter path strategies in high speed rough milling of hardened steel.Materials and Design 27.(2006) 107-114.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
商周刊(2017年9期)2017-08-22 02:57:49
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
