SE M在安鋼線材研發(fā)中的應(yīng)用
2010-08-25 00:38:32趙賢平羅麗孫紅英
河南冶金 2010年5期
關(guān)鍵詞:裂紋
趙賢平 羅麗 孫紅英
(安陽鋼鐵集團(tuán)有限責(zé)任公司)
SE M在安鋼線材研發(fā)中的應(yīng)用
趙賢平 羅麗 孫紅英
(安陽鋼鐵集團(tuán)有限責(zé)任公司)
簡(jiǎn)要介紹了掃描電子顯微鏡(SE M)的工作原理。結(jié)合安鋼線材研發(fā)實(shí)際情況,利用 SEM分析了冷鐓鋼表面裂紋形貌、形成機(jī)理及高碳盤條 82B常見的拉拔斷裂斷口形貌、形成原因等,對(duì)優(yōu)化生產(chǎn)工藝、提高產(chǎn)品實(shí)物質(zhì)量具有重要意義。
SEm線材 研發(fā) 冷鐓鋼 82B
0 前言
掃描電子顯微鏡 (SEM)目前在材料分析技術(shù)中廣泛應(yīng)用。SEM具有直接觀察大塊試樣,制樣簡(jiǎn)單,放大倍數(shù)連續(xù)可調(diào),分辨率高,景深長(zhǎng),成像富有立體感等特點(diǎn),可以對(duì)各種材料進(jìn)行多種形式的表面觀察和微區(qū)分析。安鋼引進(jìn)的荷蘭 FEI公司的高端電子顯微鏡Quan ta200 ESEM,在安鋼品種鋼線材研發(fā)中得到很好的應(yīng)用。筆者結(jié)合安鋼高速線材生產(chǎn)實(shí)際,從線材研發(fā)中出現(xiàn)的典型情況來介紹 SEM的具體應(yīng)用,并給出了相應(yīng)的分析結(jié)果。
1 SEM工作原理及安鋼 SEM基本配置
1.1 SEM工作原理
SEM工作原理如圖1所示。由燈絲陰極發(fā)射的熱電子,經(jīng)加速陽極使電子束加速后,再經(jīng)過幾級(jí)電磁透鏡聚焦,最后使電子束產(chǎn)生從上到下的橫向逐行連續(xù)掃描運(yùn)動(dòng)。樣品受到電子束轟擊后,產(chǎn)生透射電子、背散射電子、二次發(fā)射電子、吸收電子 X射線等,它們是試樣形貌、成分和晶體取向特征的反應(yīng),采用各種接收轉(zhuǎn)換器分別接受這些信號(hào),轉(zhuǎn)換成像。SEM主要利用二次電子,其次是背反射電子。樣品上各點(diǎn)被電子束轟擊激發(fā)的二次發(fā)射電子的多少,轉(zhuǎn)變成示波管熒光屏上相應(yīng)各點(diǎn)的差異,呈現(xiàn)出相應(yīng)反差的圖像。
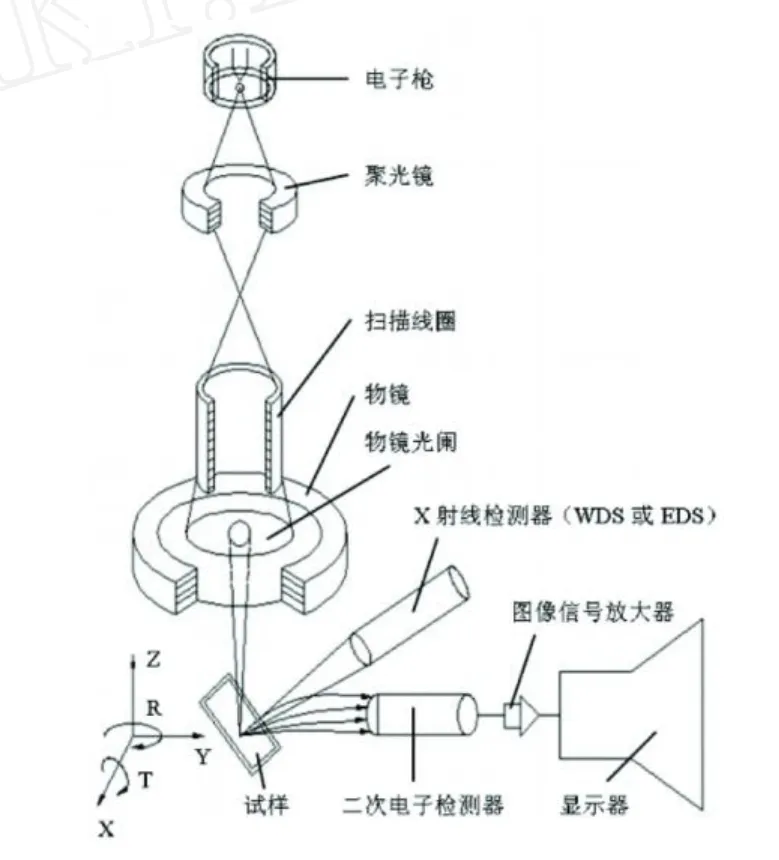
圖1 SEM工作原理示意圖
1.2 安鋼 SEM基本配置
安鋼引進(jìn)的荷蘭 FE I公司生產(chǎn)的 Quanta200 ESEM使用性能穩(wěn)定,該型號(hào)的 SEM具有以下的性能指標(biāo):
1)放大倍數(shù):7~1,000,000,常用放大倍數(shù)1000~5000;
2)分辨率:3.4 nm;
3)工作電壓:1 kV~30 kV;
4)樣品臺(tái):50mm×50mm;
5)樣品臺(tái)控制:五個(gè)方向 (X、Y、Z、R、T),四軸(X、Y、Z、R)微控自動(dòng)馬達(dá)、一軸 (T)手動(dòng);
6)抽真空時(shí)間:2.5 m in;
7)具有高真空、低真空 (非導(dǎo)電材料)和環(huán)境(非導(dǎo)電、生物樣品)三種模式;
8)配有 Oxford INCA EDS;
9)其它配置:二次電子探頭 SED、背散射電子探頭BSD、氣體二次電探頭 GSED(環(huán)掃模式)、大視場(chǎng)電子探頭LFD。
2 冷鐓鋼表面裂紋形貌觀察
在開發(fā)冷鐓鋼盤條初期,部分批次冷鐓檢驗(yàn)合格率較低,究其原因主要是由于盤條表面裂紋造成的。其宏觀形態(tài)為一條或多條黑線,根據(jù)酸洗后試樣表面形貌,把缺陷分為平行通長(zhǎng)裂紋、一條通長(zhǎng)裂紋、斷續(xù)紋三種類型,三類缺陷中平行通長(zhǎng)裂紋最多,一條通長(zhǎng)裂紋其次,斷續(xù)裂紋最少。
2.1 劃傷與折疊的甄別
劃傷和折疊在宏觀下均為黑線,但通過橫截面觀察,可確定黑線的具體類型。劃傷一般特征為:底部圓滑,裂紋走向與邊部垂直,如圖2(a);折疊的特征為:裂紋尖端較尖銳,并向芯部延伸,裂紋大致與邊部呈45度角,如圖2(b)所示。
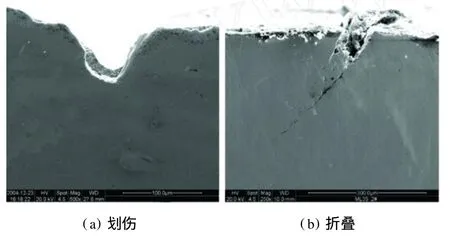
圖2 黑線形態(tài)橫截面形貌
2.2 平行通長(zhǎng)裂紋情況
從酸洗結(jié)果來看,有兩條平行通長(zhǎng)裂紋的較多,有單側(cè)和雙側(cè)兩種情況。22A、35K、ML35、SCM435、SCM440等冷鐓用盤條,其形貌基本一樣。①單側(cè)情況:試樣一側(cè)有兩條平行的通長(zhǎng)裂紋,(如圖3 (a)),其橫截面如圖3(b)所示。②雙側(cè)情況:試樣對(duì)稱兩側(cè)各出現(xiàn)兩條平行的裂紋,其外觀形貌與單側(cè)類似。經(jīng)分析該類缺陷是由以下原因引起的[1]:
1)軋制中心線調(diào)整不當(dāng),導(dǎo)致軋件中心偏離軋制中心線,造成軋件上的單側(cè)耳子,(如圖3(c)所示)。耳子在后續(xù)道次軋制之后,在成品上形成折疊,影響線材產(chǎn)品的冷鐓性能。
2)在軋制過程中,如果在某一道次壓下量過大造成過充滿,軋件就會(huì)出現(xiàn)如圖3(d)所示雙側(cè)耳子的現(xiàn)象,酸洗檢驗(yàn)時(shí)缺陷表現(xiàn)為雙側(cè)對(duì)稱平行連續(xù)裂紋。
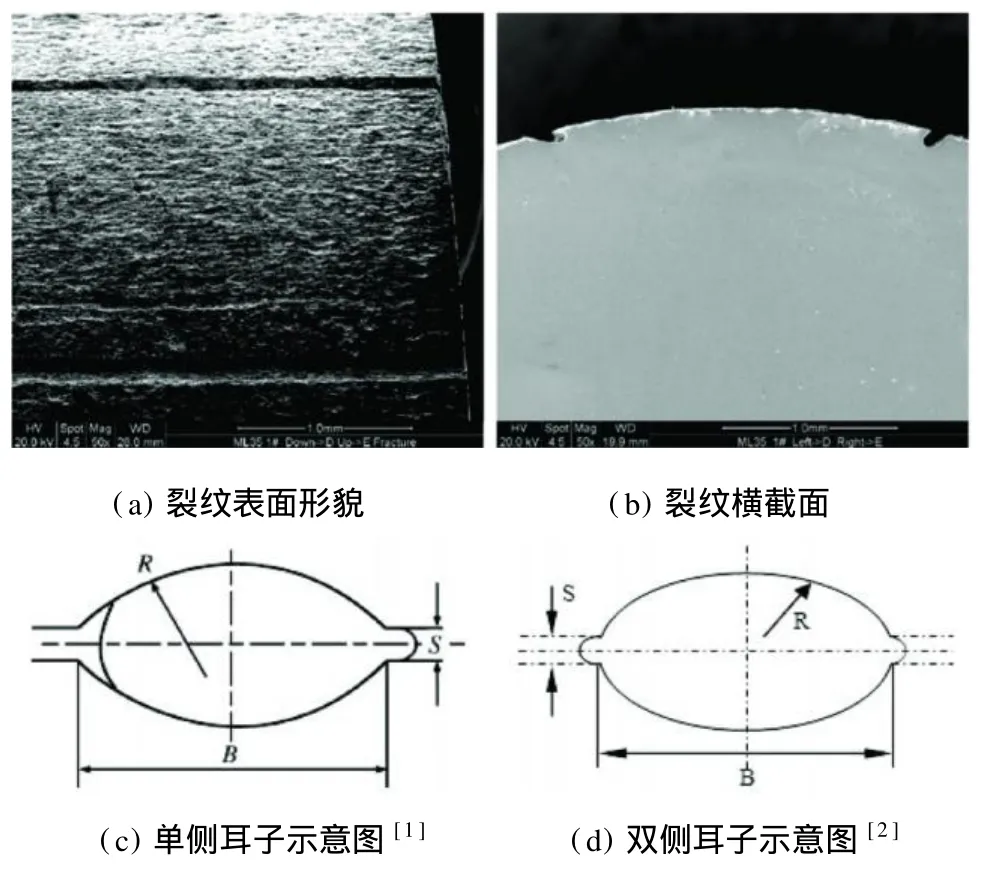
圖3 表面平行通長(zhǎng)裂紋形貌及形成示意圖
3)軋機(jī)的軸向定位精度得不到保證或調(diào)整不當(dāng),軋輥發(fā)生錯(cuò)輥現(xiàn)象,造成軋件上的錯(cuò)輥缺陷,在后續(xù)道次軋制后,在成品上形成折疊。
2.3 一條通長(zhǎng)裂紋情況
常見試樣表面上產(chǎn)生一條通長(zhǎng)裂紋的情況也較多,該形貌裂紋一般在軋件的天地面或在軋件輥縫處,其形貌如圖4(a)所示。大多裂紋處脫碳不明顯,尾部圓鈍,和盤條表面成銳角,如圖4(b)所示。酸洗的試樣其裂紋被腐蝕變寬、變深。該類缺陷主要由以下原因引起:
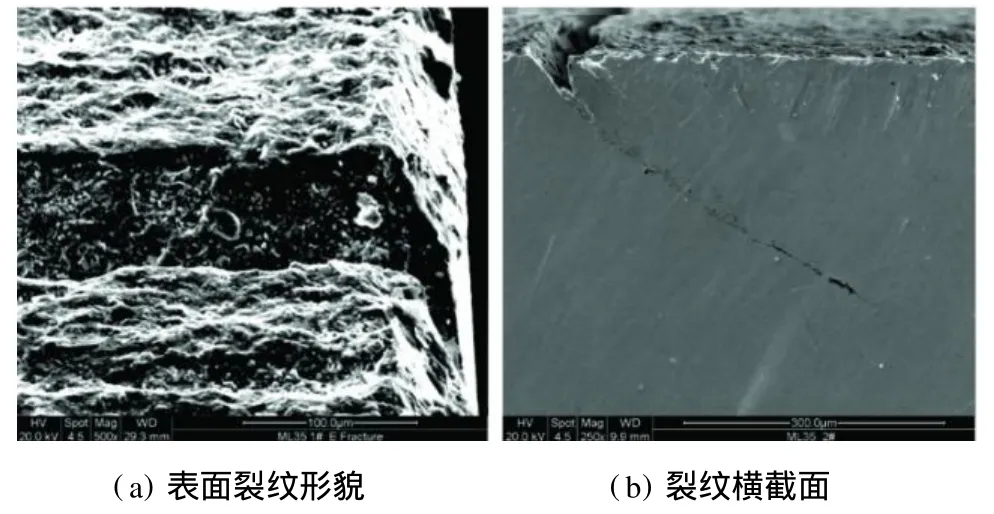
圖4 通長(zhǎng)單條裂紋
1)在軋制過程中由于單側(cè)耳子造成的平行長(zhǎng)裂紋,一條較深,另一條較淺,淺的裂紋經(jīng)變形延伸消失而深裂紋經(jīng)軋制延伸后不能消除,從而表現(xiàn)為一條通長(zhǎng)裂紋,該形貌裂紋一般在其一邊有不明顯的與其平行的印痕。
2)在軋制過程中,在導(dǎo)衛(wèi)某一處有一凸點(diǎn),嚴(yán)重劃傷了軋件,經(jīng)軋制后不能消除而形成一條通長(zhǎng)劃痕,酸洗后表現(xiàn)為一條通長(zhǎng)裂紋,該形貌裂紋可發(fā)生在軋件的四周任意位置[1]。
2.4 斷續(xù)裂紋情況
在軋件上無通長(zhǎng)裂紋,但四周有無規(guī)則的斷續(xù)小裂紋,且裂紋較短、較淺,兩旁相對(duì)較多,天地面相對(duì)較少,一般每條裂紋長(zhǎng)約15mm,如圖5(a)所示。其裂紋兩旁有脫碳或輕微脫碳現(xiàn)象,并且有向試樣內(nèi)部延伸的趨勢(shì),如圖5(b)所示。
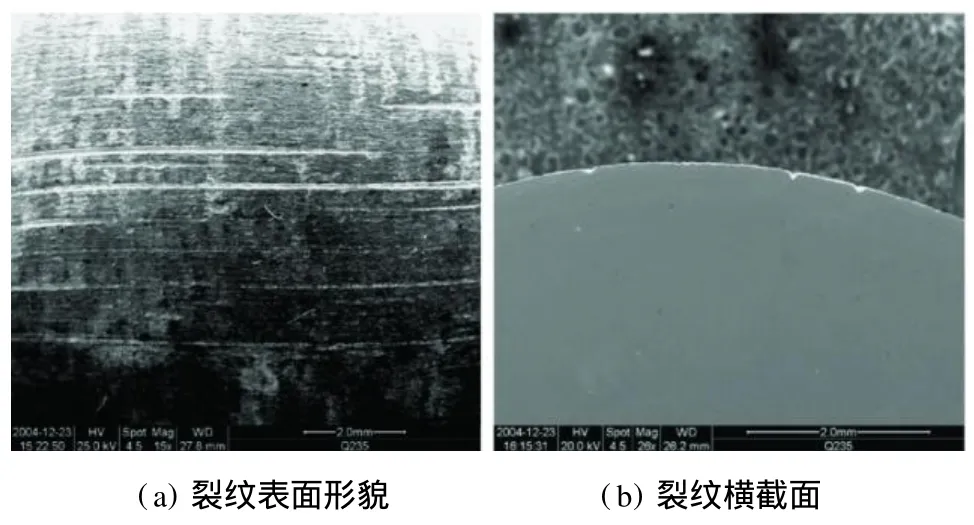
圖5 多條斷續(xù)裂紋情況
根據(jù)分析主要是由于鑄坯近表面缺陷 (主要為內(nèi)部角裂)在軋制過程中暴露,造成軋件前期出現(xiàn)裂紋缺陷,該缺陷如果較深,則成材后還存在;深度較淺,則成材后不再存在[3]。
3 82B高碳盤條拉拔斷裂分析
82B高碳盤條是生產(chǎn)高強(qiáng)度低松弛預(yù)應(yīng)力混凝土結(jié)構(gòu)用鋼絞線的主要原料,廣泛用于高層建筑、橋梁、石油化工、鐵路等重點(diǎn)工程。安鋼在 82B研發(fā)初期頻繁出現(xiàn)各種質(zhì)量缺陷,在用戶拉拔過程中出現(xiàn)斷裂現(xiàn)象。經(jīng)過認(rèn)真分析和總結(jié),把缺陷類型主要分為兩類:表面缺陷 (折疊、劃傷等)、組織缺陷(表面增碳、中心網(wǎng)狀滲碳體、中心馬氏體、中心縮孔等)。表面缺陷類型與上面分析的冷鐓鋼出現(xiàn)的類似,故不再討論,以下只分析組織缺陷。
3.1 表面增碳現(xiàn)象
3.1.1表面增碳對(duì)拉伸性能的影響
Φ12.5 mm規(guī)格的 82B線材,在進(jìn)行拉伸性能檢驗(yàn)時(shí),出現(xiàn)明顯的脆性斷裂特征,斷面比較平坦,幾乎沒有剪切唇。觀察試樣側(cè)面,發(fā)現(xiàn)一通長(zhǎng)的寬約1.5mm的灰色線狀缺陷,如圖6(a)所示。從斷口來觀察,裂紋源起源于該表面缺陷部位,如圖6 (b)所示。裂紋源放大如圖6(c)所示。從中可以觀察到成網(wǎng)狀的斷裂特征,并且一些晶粒出現(xiàn)沿晶斷裂現(xiàn)象。取一橫截面,拋光之后用4%硝酸酒精溶液侵蝕再觀察,發(fā)現(xiàn)在表面缺陷部位對(duì)應(yīng)位置,有網(wǎng)狀滲碳體出現(xiàn) (如圖6(d)所示),表明該區(qū)域有明顯的 C含量增高現(xiàn)象,說明該位置出現(xiàn)局部增碳現(xiàn)象,表面缺陷部位是增碳劑在軋制過程中留下的痕跡。拉伸斷裂裂紋源起源于此處,正是局部區(qū)域且處于邊部的網(wǎng)狀滲碳體造成的。表面增碳是由于連鑄過程中,操作不當(dāng),保護(hù)渣中的石墨碳隨鋼液進(jìn)入結(jié)晶器,造成連鑄坯表面局部增碳所致[4]。
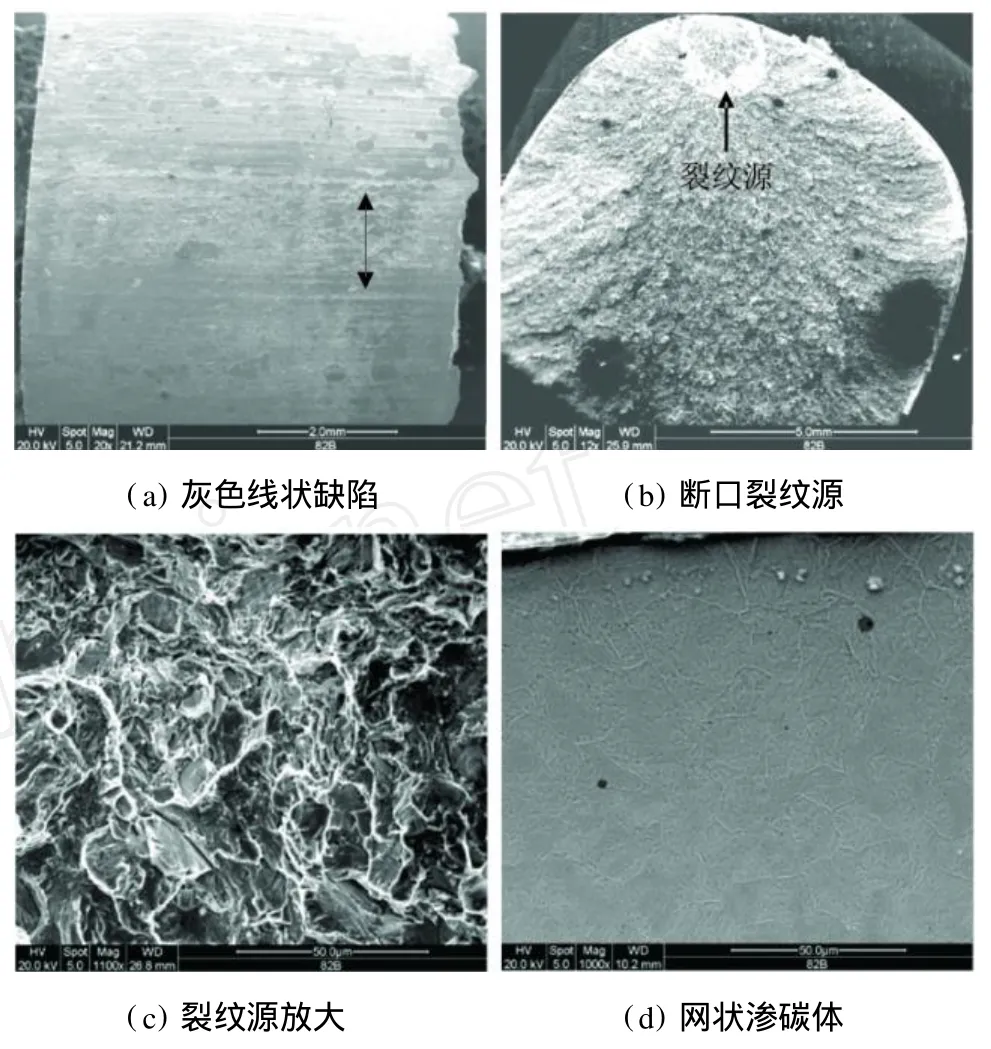
圖6 82B表面增碳拉伸異常斷口觀察
3.1.2 表面增碳對(duì)拉拔性能的影響
82B盤條邊部局部增碳極易造成在拉拔過程中出現(xiàn)脆性斷裂 (如圖7(a)所示),并且在試樣的一側(cè)可以觀察到有一連串如圖7(b)所示的等間隔橫裂紋,這是因?yàn)楸砻婢植拷M織不均勻,受拉拔作用所致。在裂紋附近可以觀察到塊狀和網(wǎng)狀滲碳體,如圖7(c)所示。
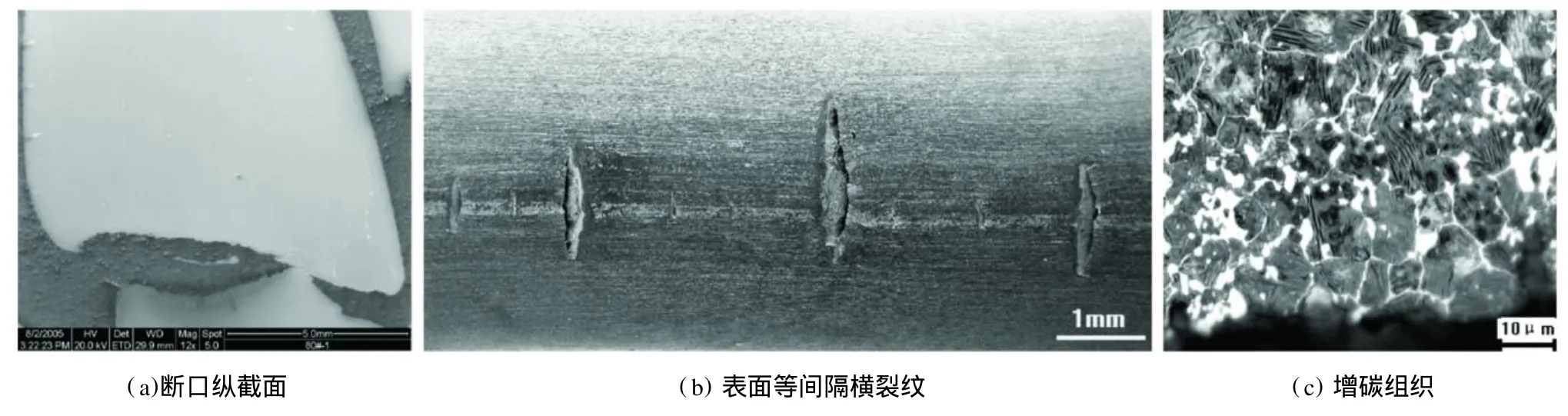
圖7 82B拉拔到第4道次時(shí)出現(xiàn)斷口
3.2 中心網(wǎng)狀滲碳體
中心網(wǎng)狀滲碳體是 82B盤條最常見的且有巨大損害性后果的組織缺陷。滲碳體本身不易變形,在盤條芯部區(qū)域的晶界處呈網(wǎng)狀或半網(wǎng)狀分布,如圖8(a)所示。
若 82B盤條芯部有網(wǎng)狀滲碳體析出,在拉拔時(shí)易沿晶界產(chǎn)生裂紋,進(jìn)一步拉拔極易出現(xiàn)脆斷,斷口常呈杯錐狀,如圖8(b、c)所示。網(wǎng)狀滲碳體的形成原因是連鑄坯本身存在著中心碳偏析 (C偏析指數(shù)>1.25)。盡管軋制時(shí)線材組織處于奧氏體化狀態(tài),且軋制溫度較高,但由于保溫時(shí)間有限,心部碳偏析難以消除。當(dāng)偏析高峰與控制冷卻過程中線圈內(nèi)產(chǎn)生的熱點(diǎn)相重合時(shí),能促使晶界脆性滲碳體薄膜的形成[4]。
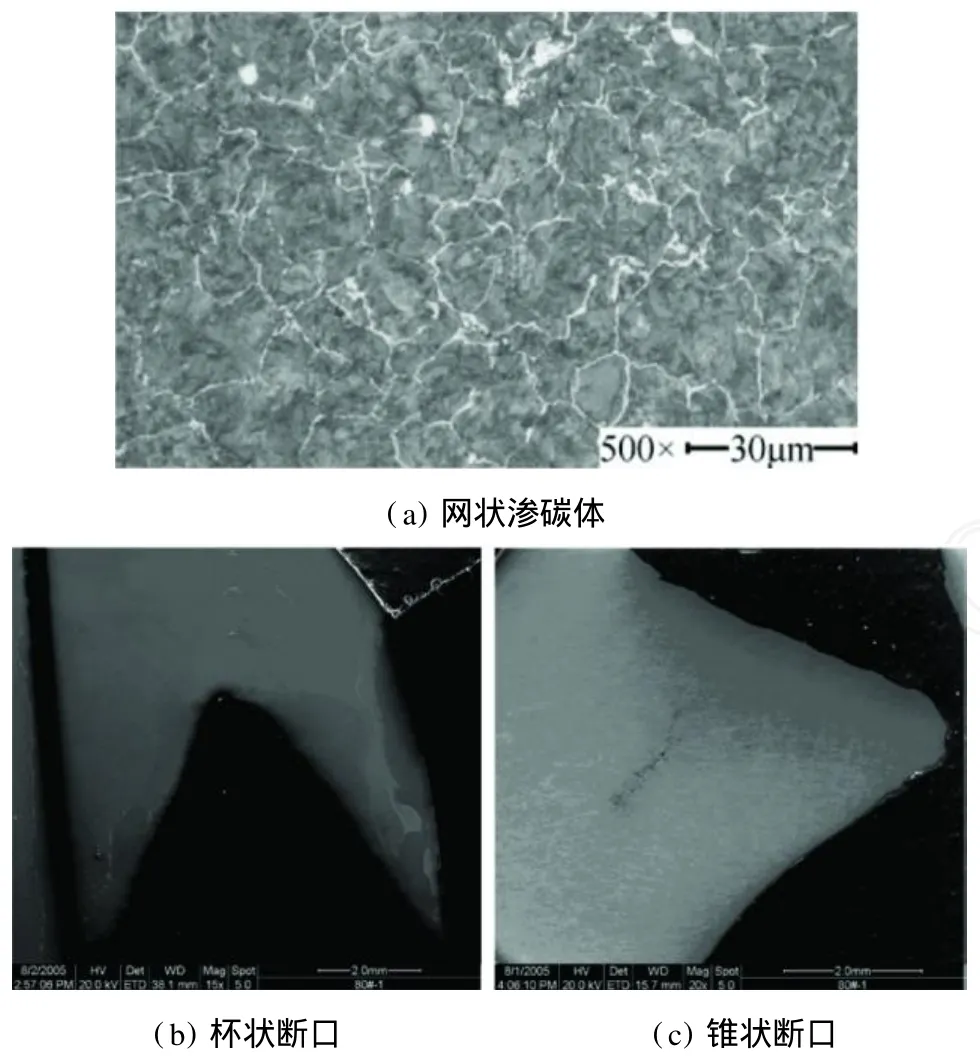
圖8 網(wǎng)狀滲碳體和拉拔斷口
3.3 中心縮孔
在 82B盤條因拉拔而呈杯錐狀斷裂的少量試樣中,如圖9(a)所示,沿芯部縱向觀察時(shí),發(fā)現(xiàn)有如圖9(b)所示的顯微縮孔。82B盤條中心若存在縮孔或疏松,在拉拔過程受力情況下,易先形成裂紋,造成杯錐狀斷裂,其斷口特征與中心網(wǎng)狀滲碳體引起的斷口特征相同。

圖9 拉拔錐形斷裂和芯部縮孔
3.4 中心馬氏體拉拔變形觀察
82B盤條芯部區(qū)域常可以觀察到硬而脆呈竹葉狀的高碳隱晶馬氏體組織,如圖10(a)所示。
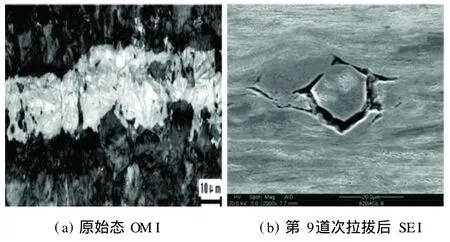
圖10 芯部縱向馬氏體及拉拔后的形貌觀察
從圖10(b)中可以看出,經(jīng)過多達(dá)9道次的拉拔后,雖然馬氏體周圍出現(xiàn)了微裂紋,但其基體組織索氏體有良好的形變,馬氏體形成的裂紋并未擴(kuò)展到基體組織中。一般認(rèn)為馬氏體顆粒小于30μm時(shí),對(duì)拉拔性能影響不顯著。在實(shí)際檢測(cè)中發(fā)現(xiàn),因馬氏體存在而引起的斷裂情況很少。利用電子探針對(duì)馬氏體和正常部位的成分進(jìn)行對(duì)比發(fā)現(xiàn),馬氏體中的 Si、C r、M n明顯偏高,其偏析比 (馬氏體成分/索氏體成分):Si為1.20~1.63,Cr為1.97~3.51,M n為1.79~2.48。盤條在正常冷卻速度下,由于鑄坯中心合金元素的偏析,且 C r、M n是穩(wěn)定奧氏體狀態(tài)的元素,造成盤條中心部位的 C曲線比其表面的 C曲線更靠右,使中心部位冷卻速度低于盤條表面,導(dǎo)致奧氏體保持到較低的溫度,奧氏體的低溫轉(zhuǎn)變自然就是馬氏體。這也就是馬氏體會(huì)違反常理不在表層,反而在心部出現(xiàn)的必要條件[5]。
4 結(jié)語
1)掃描電子顯微鏡作為一種有效的顯微結(jié)構(gòu)分析工具,可以對(duì)各種材料進(jìn)行多種形式的觀察與分析。
2)掃描電子顯微鏡對(duì)線材品種研發(fā)中的各類缺陷均可以詳細(xì)地進(jìn)行分析和判斷;對(duì)優(yōu)化生產(chǎn)工藝、提高產(chǎn)品實(shí)物質(zhì)量具重要意義。
[1]孫維,汪開忠.冷鐓鋼盤條冷鐓不合格的原因分析[J].鋼鐵研究,2005(2):16-19.
[2]張步海,于同仁,詹學(xué)義,周慶成.冷鐓鋼線材表面裂紋形成原因分析[J].金屬制品,2004,30(3):23-26.
[3]蔡開科,程士富主編.連續(xù)鑄鋼原理與工藝[M].北京:冶金工業(yè)出版社,1999:
[4]李桂英,姜世全.82B盤條質(zhì)量研究[J].金屬制品,2005,31 (6):42-44.
[5]陳方玉.82B線材脆性斷裂原因分析 [J].武鋼技術(shù),2005 (6):9-11.
APPL ICAT ION OF SEM ONW IRE ROD DEVELOPM ENT IN ANGANG
Zhao X ianp ing Luo li Sun Hongying (Anyang Iron&Steel Group Co.,L td)
The operation p rincip le ofSweep eletronm icroscope(SEM)are briefly described in this paper.Based on the p ractice status ofw ire rod developm en t in Angang,it is analyzed by SEM that the su rface crack configuration and form ingmechanismof co ld heading steel,d raw ing fracture configuration and form ing reason etc of 82B high-carbon steel w ire rod.It is important fo r op tim izing p roduction p rocess and imp roving p roduct quality.
SEM w ire rod developm ent co ld heading steel 82B
2010—8—30
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
