超聲波傳感器在開卷校平剪切線上的應用
2010-08-25 08:20:48沈晶巍于樹江
設備管理與維修 2010年1期
沈晶巍 李 超 于樹江
作者通聯:沈陽捷眾汽車零部件有限公司經營管理部 沈陽市沈北新區沈北路155號 110042
E-mail:shenjingwei52@163.com
在汽車行業,鋼材配送,家電企業等進行卷料開卷、剪切的生產中,大量使用開卷校平剪切線。傳統的剪切線,開卷機采用力矩電機控制,為機頭提供反向力矩,在機頭和校平機之間的板材上形成張力,張力的大小由手動調節力矩電機的反向力矩控制。當電機力矩固定時,張力隨料卷直徑的變化而變化,手動控制電機力矩,不能準確地控制穩定的張力。當力矩設定較小,在開卷線停止時,不能及時協調停止機頭,常常發生沖卷,松卷。當力矩設定較大,料卷直徑較大時,張力過大,不僅損傷板材,而且對校平機也有損害。超聲波測距傳感器的應用,可以實時測量料卷的直徑。開卷機頭由變頻電機或伺服驅動,通過控制開卷機頭和校平機的速度,實現對開卷張力的控制,張力調節靈活,控制穩定。同時,超聲波傳感器的應用,使卷料自動裝載得以實現。
1.開卷張力的控制
超聲波傳感器通過計算超聲波脈沖發射到介質表面并返回的時間,得出測頭距檢測物的距離。在開卷機頭上方垂直安裝一個UC2000-30GM-IU-V1超聲波傳感器(倍加福公司產),以西門子ET200S模擬量模塊為例,型號為6ES7134-4FB01-0AB0,接線圖見圖1。當料卷上好后,通過檢測到的測頭到料卷的距離,可以計算出料卷的直徑D,并實時送入控制系統,開卷的線速度vl=3.14Dvk,(vk為開卷芯軸的角速度),控制vk實現開卷線速度的控制,進一步控制開卷張力。
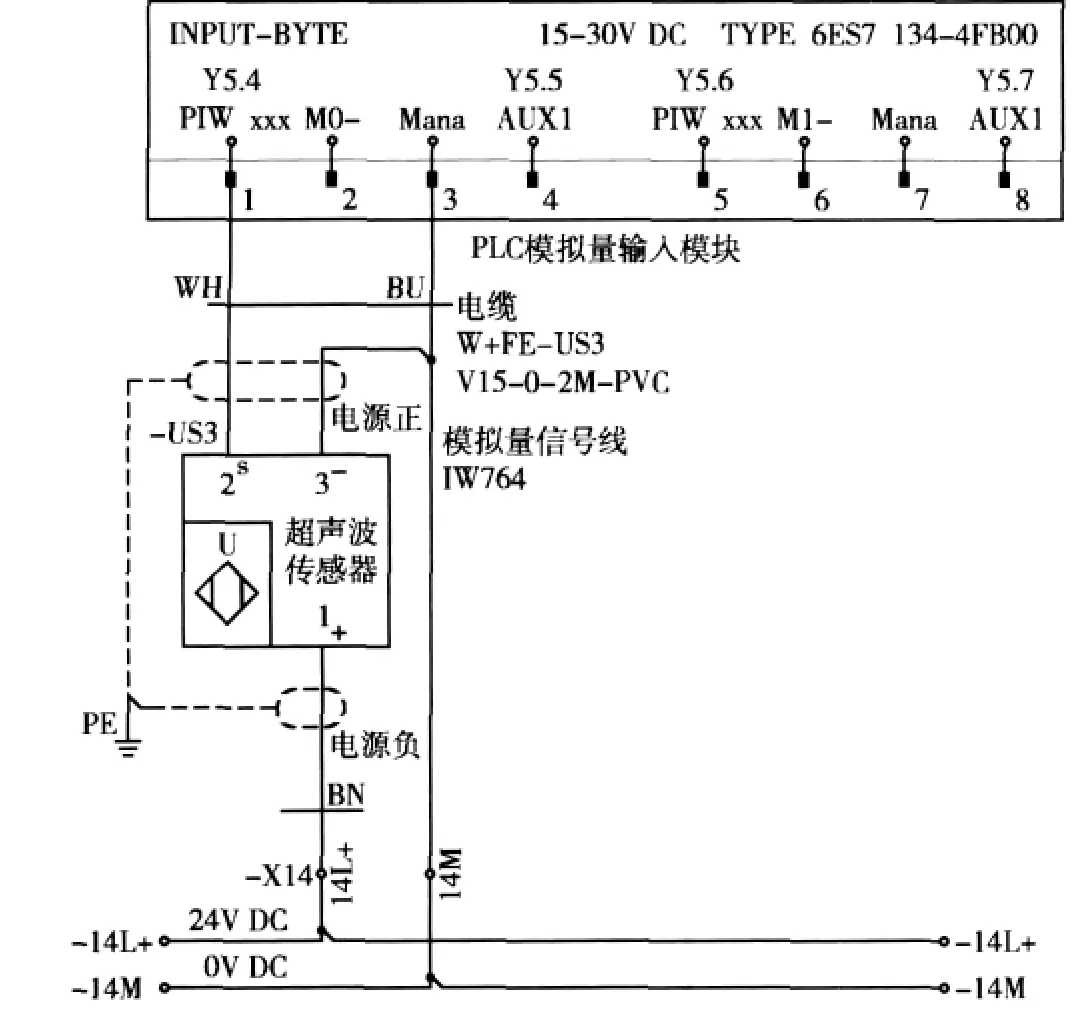
圖1 超聲波接線圖
如圖2所示,當超聲波傳感器安裝好后,超聲波傳感器距開卷機頭中心線的距離L1為已知,料卷距傳感器的距離L2傳感器可以測得,料卷直徑D=2(L1-L2)。校平機線速度v由落料速度和落料長度決定,當校平線速度等于落料速度乘以落料長度時,開卷校平線速度和落料速度匹配,開卷校平勻速運行。當開卷機線速度和校平線速度v相同時,開卷角速度vk=v/[3.14×2×(L1-L2)]=v/[6.28(L1-L2)],卷料張力為零,當板料厚度<1mm 時,這種方式較為理想。當板材厚度大于1mm時,vk=v/[6.28(L1-L2)]-vf,vf為開卷機與校平機角速度的速差,校平機線速度大于開卷線速度,開卷機處于發電狀態,產生張力Q=(D/2)×F(F為電機轉矩)。開卷過程中D不斷減小,為精確控制張力,可使vf=m/D,m為調節系數,取值范圍為1%~100%,可將m值放到觸摸屏上進行更改操作,一般設為20%。這樣,vf隨D的減少而增大,電機轉矩也隨直徑變化,調節m值可使張力在整個開卷過程中保持穩定可調。
2.料卷自動裝載的實現
要實現料卷的自動裝載,必須保證上料小車由上料架處移動到芯軸的正下方,小車帶料上升使料卷中心和芯軸中心重合。通過調節小車移動減速開關和停止開關,加裝硬限位實現移位準確。
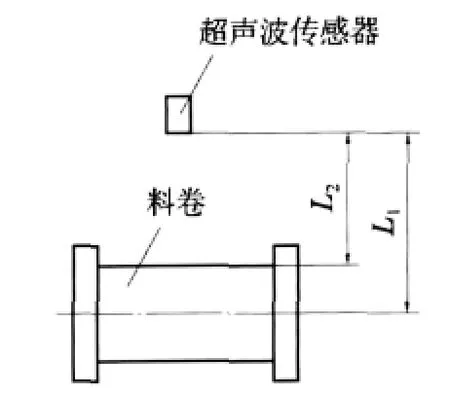
圖2 料卷直徑計算示意圖

圖3 上升高度示意圖
上升高度的控制如圖3,料卷自動裝載前超聲波傳感器檢測出距上料小車上表面的距離K1,料卷高度K,開卷機芯軸距傳感器的距離K2,可計算出X=K2-(K1-K)/2,這樣在小車帶料上升時,當傳感器檢測的K值等于計算值X時,料卷中心和芯軸中心重合,芯軸正好穿入,實現料卷自動裝載。對于每一個料卷,K1和K2在超聲波傳感器安裝完成后,即為已知固定值,K和X的值隨料卷不同變化。通過超聲波傳感器的使用,實現了料卷的自動裝載。
在開卷過程中,當超聲波傳感器檢測的距離大于K2時,向系統發出料尾信號,系統結合料尾檢測開關信號,控制系統進入料尾程序。
超聲波傳感器在開卷線上的應用,為料卷自動裝載提供了一種新的控制方法,特別在雙臂開卷機上的應用有較大的優勢。超聲波傳感器在自動張力控制上的應用,提高了開卷線的自動化控制水平及生產效率和產品品質,效果良好。
