激光焊接的特性
2010-09-06 08:42:42徐國建王虹唱麗麗杭爭翔常云龍邢飛
電焊機(jī) 2010年11期
徐國建,王虹,唱麗麗,杭爭翔,常云龍,邢飛
(1.沈陽工業(yè)大學(xué),遼寧沈陽110178;2.沈陽新松機(jī)器人股份有限公司,遼寧沈陽110168)
激光焊接的特性
徐國建1,王虹1,唱麗麗1,杭爭翔1,常云龍1,邢飛2
(1.沈陽工業(yè)大學(xué),遼寧沈陽110178;2.沈陽新松機(jī)器人股份有限公司,遼寧沈陽110168)
激光焊接特性和激光焊接工藝有緊密的聯(lián)系,掌握激光焊接特性、制定良好的激光焊接工藝過程才能夠?qū)崿F(xiàn)良好的焊接質(zhì)量,因此研究激光焊接特性有很重要的意義。對光的波長和用途,特別是對激光的波長和用途作了較詳細(xì)的說明。在激光焊接方面,以激光焊接熱源—激光器,以及其輸出特性—光束質(zhì)量入手,來闡述不同種類的激光在不同輸出功率下輸出的光束質(zhì)量的特性,結(jié)合實(shí)例對激光焊接的幾大焊接特性以及激光焊接時(shí)容易出現(xiàn)的問題及解決方法進(jìn)行了論述。闡述了激光焊接的發(fā)展前景。
激光焊接特性;光纖激光器;半導(dǎo)體激光器;碟片激光器
0 前言
激光是一種電磁波,具有許多自身特殊的性質(zhì),在工業(yè)領(lǐng)域獲得了廣泛應(yīng)用。根據(jù)電磁波的波長、名稱、激光種類和特征用途,歸納總結(jié)如表1所示[1]。
激光是通過人工增幅產(chǎn)生的,不是在自然界中自然形成的,它是由美國的C.H.Townes和T.H.Maiman等科學(xué)家在1960年開發(fā)出來的[2]。因此,激光的語源是英語的LASER,即Light Amplification by Stimulated Emission of Radiation(受激輻射的光放大)的縮寫。
從T.H.Maiman等科學(xué)家們在1960年發(fā)明紅寶石激光和A.Javan等科學(xué)家們發(fā)明He-Ne激光以來,經(jīng)過了十多年,先進(jìn)工業(yè)國家從20世紀(jì)70年代開始出現(xiàn)了利用激光加工技術(shù)的“光產(chǎn)業(yè)工業(yè)”,并隨著時(shí)代的發(fā)展大約經(jīng)歷了45年時(shí)間,其規(guī)模越來越大。例如美國GM公司在1971年利用CO2激光切割點(diǎn)火線圈用絕緣紙。在日本,1983年光產(chǎn)業(yè)領(lǐng)域的生產(chǎn)額約4 667億日元,1989年光產(chǎn)業(yè)領(lǐng)域的生產(chǎn)額達(dá)到了約2兆860億日元,2005年光產(chǎn)業(yè)領(lǐng)域的生產(chǎn)額超過了10兆日元,在經(jīng)濟(jì)泡沫的不好時(shí)期仍然保持著正增長的趨勢。
隨著激光技術(shù)的不斷發(fā)展,激光作為一種新型能源在焊接方面也被廣泛的應(yīng)用。許多過去被認(rèn)為不可能實(shí)現(xiàn)的任務(wù),現(xiàn)在激光能夠很好地完成。激光焊接之所以能夠在各個(gè)行業(yè)如火如荼地發(fā)展,是因?yàn)樗哂幸幌盗衅渌附臃椒ú豢商娲奶匦浴J銎鋵附有阅艿挠绊憽?/p>

表1 電磁波的波長和用途
1.1 激光源對激光焊接的影響
1 激光焊接熱源
激光焊接是由硬件和軟件裝置配合共同實(shí)現(xiàn)的。硬件裝置是實(shí)現(xiàn)激光焊接的物質(zhì)基礎(chǔ),硬件質(zhì)量的優(yōu)劣直接影響光束質(zhì)量和焊接過程的完成質(zhì)量。激光焊接設(shè)備由多部分組成,其中激光器、光束傳輸和聚焦系統(tǒng)、運(yùn)動(dòng)、控制和檢測系統(tǒng)最為重要[3]。下面以激光器的特性以及激光器的光束質(zhì)量來闡
激光焊接的熱源是激光束,產(chǎn)生激光束的設(shè)備是激光器,各種激光器(輸出功率4~5 kW)的特性數(shù)據(jù)如表2所示[4]。包括激光電源、激光冷卻系統(tǒng)及激光器本體在內(nèi)的總占地面積結(jié)果顯示,半導(dǎo)體激光設(shè)備和光纖激光設(shè)備的總占地面積是比較小的。從運(yùn)行費(fèi)用、電源設(shè)備費(fèi)用、激光裝置總有效功率等方面來看,半導(dǎo)體激光是最好的,其次是光纖激光。

表2 各種激光器的特性比較[4]
另外,從維修費(fèi)用和元件使用壽命的角度出發(fā),半導(dǎo)體激光和光纖激光的維修費(fèi)用小且元件使用壽命較長。元件的使用壽命基本上是由半導(dǎo)體元件的壽命決定的。例如光纖激光的半導(dǎo)體元件的使用壽命大約是50 000 h。對于CO2激光和YAG激光而言,除了激光器用泵浦源外,還得考慮光學(xué)系統(tǒng)的維修費(fèi)用。例如,燈泵浦的YAG激光的光學(xué)系統(tǒng)的壽命大約是2000h,燈管的壽命大約是500~1000h。實(shí)際上,各種元件的使用壽命根據(jù)廠家的不同而不同。作為嚴(yán)密的評價(jià),這方面是必須考慮的。
1.2 激光光束質(zhì)量BPP
激光束的光束質(zhì)量是激光器輸出特性中的重要指標(biāo)參數(shù),所以對光束質(zhì)量的評定具有重要意義。光束質(zhì)量及傳輸特性的定義如圖1所示[5-6]。
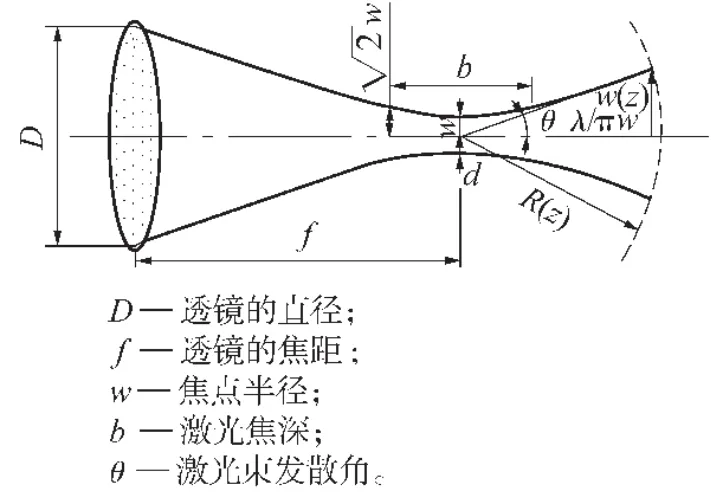
圖1 光束的傳輸特性
根據(jù)ISO-11146標(biāo)準(zhǔn)規(guī)定BPP的表達(dá)式為

式中BPP為激光束質(zhì)量(單位:mm·mrad);w為焦點(diǎn)半徑(單位:mm);λ為光波波長(單位:μ m);2θ為激光束發(fā)散角(單位:mrad),2θ=2λ/π w=4λ/π d;π為圓周率(單位:rad)。
M2=θ×w/θ0×w0,θ0×w0是TEM00模式(高斯模式或單模模式)時(shí)的光束質(zhì)量,θ×w是TEMnm模式(多模模式)時(shí)的光束質(zhì)量,M2值是多模模式的光束質(zhì)量θ×w與單模模式的光束質(zhì)量θ0×w0比值。
光束質(zhì)量BPP與激光束焦點(diǎn)直徑d的關(guān)系

光束質(zhì)量BPP與激光焦深b的關(guān)系

對于光能密度簡單,有一定規(guī)律的光束,一般采用光束模式來描述光束的空間分布。激光的模式用TEMmnq來表示,TEM(transverse electromagnetic wave)是橫電磁波的縮寫,其中,q為縱模系數(shù),一個(gè)q只對應(yīng)一個(gè)頻率;m、n為橫模序數(shù)[3]。因?yàn)榧す鈾M截面的強(qiáng)度分布對激光加工影響極大,所以激光焊接加工時(shí)只考慮激光的橫模,記為TEMnm,當(dāng)m、n=0時(shí),稱為基膜,其光強(qiáng)按照高斯函數(shù)分布,光束質(zhì)量最好。激光束模式與M2的關(guān)系如表3所示。M2值越趨近1時(shí),激光束的質(zhì)量越好。

表3 激光束模式與M2值的關(guān)系
1.3 光束質(zhì)量(BPP)與激光種類和激光輸出功率的關(guān)系
近年來在焊接、切割、表面處理等領(lǐng)域使用的具有代表性的激光器有CO2激光、YAG激光(燈泵浦和半導(dǎo)體泵浦)、碟片激光、光纖激光及半導(dǎo)體激光等,它們的光束質(zhì)量BPP(Beam Parameter Product)如圖2所示[1]。

圖2 光束質(zhì)量(BPP)與激光種類和激光輸出功率的關(guān)系
由圖2可知,在用于焊接或切割的高輸出功率激光中,光纖激光的光束質(zhì)量BPP最好,其次是CO2激光。圖2中,CO2激光的波長10.6 μ m是YAG激光的波長的10倍,在60 W以下的低輸出功率的范圍內(nèi),CO2激光的光束質(zhì)量BPP=3.4 mm·mrad,而YAG激光的光束質(zhì)量BPP=0.4 mm·mrad。也就是說CO2激光的光束發(fā)散角是YAG激光的10倍,在低功率的輸出范圍內(nèi),YAG激光的光束質(zhì)量好于CO2激光的光束質(zhì)量。當(dāng)激光輸出功率超過80W時(shí),YAG激光的光束質(zhì)量BPP急劇惡化,而CO2激光的光束質(zhì)量BPP基本不變。另外,圖2還表明,光纖激光直至400 W仍維持著理想的光束質(zhì)量BPP,在10 kW以上仍維持著好于CO2激光的光束質(zhì)量BPP。單模光纖激光在低于3 kW時(shí)光束質(zhì)量仍維持著一個(gè)理想的光束質(zhì)量,這樣在實(shí)際中能夠獲得發(fā)散角很小、能量密度很高的激光束。
2 激光焊接特性
隨著激光焊接技術(shù)日益成熟,其應(yīng)用范圍也越來越廣。就最具代表性的汽車行業(yè)而言,汽車車身的遠(yuǎn)程激光焊接、汽車零部件的激光—電弧復(fù)合焊接、激光釬焊等已經(jīng)正在替代傳統(tǒng)的焊接技術(shù)。激光焊接技術(shù)的廣泛應(yīng)用,是因?yàn)榧す夂附优c電弧焊、電阻焊等這些的焊接熱源相比較具有很多優(yōu)良特性。
2.1 激光束能夠?qū)崿F(xiàn)高熔點(diǎn)材料的焊接
用于激光焊接和切割的能量密度如圖3所示。普通電弧和等離子弧的熱源能量密度為0.2~1.0kW/mm2,而YAG激光的能量密度為14~16kW/mm2,半導(dǎo)體激光為32 kW/mm2,碟片激光為96 kW/mm2,光纖激光為159kW/mm2,激光的能量密度遠(yuǎn)高于電弧和等離子弧熱源的能量密度。另外,額定功率300 W單模的FBL激光能達(dá)到4 718kW/mm2的超高能量密度,在如此高的能量密度下,可以想象完全改變了以往加工特性的理念。
各種焊接方法的結(jié)合速度vj(焊接速度v×熔深t)如圖4所示[7]。由圖4可以看出,10 kW的光纖激光接合速度相當(dāng)于60 kW的電子束焊接的接合速度,達(dá)到了極高加工能力水平。這是因?yàn)楣饫w激光的光束質(zhì)量好而使焦點(diǎn)處的光束直徑比電子束直徑還小。可以預(yù)見在未來的焊接領(lǐng)域,將會進(jìn)一步擴(kuò)大激光焊接的應(yīng)用范圍。到2008年底,日本約有100臺以上的高輸出光纖激光器用于生產(chǎn)及科研等領(lǐng)域。
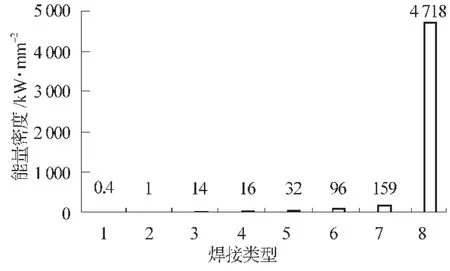
圖3 焊接及切割用熱源的能量密度比較[6]

圖4 各種焊接方法的結(jié)合速度的比較[7]
2.2 激光可以用光纖傳導(dǎo),容易實(shí)現(xiàn)自動(dòng)化
除CO2激光外,YAG激光、光纖激光、半導(dǎo)體激光、碟片激光等都是可以用光纖傳導(dǎo)。采用光纖傳導(dǎo)激光束的特點(diǎn)是:在傳送的過程中激光的能量損失很小,并能傳送到很遠(yuǎn)的地方。所以在加工時(shí),可以將激光器放置于與焊接工位有一定距離的場所,容易實(shí)現(xiàn)焊接的自動(dòng)化和柔性加工。與電弧焊和電阻焊相比較,更易于控制、實(shí)現(xiàn)自動(dòng)化以及應(yīng)用于自動(dòng)生產(chǎn)線中。
2.3 熱輸入小、冷卻速度和凝固速度快,從小部件到大部件都可以焊接
由于激光焊接熱輸入小、冷卻速度和凝固速度快,所以焊接熱影響區(qū)小,顯微組織微細(xì)化。應(yīng)用300 W單模光纖激光器焊接板厚150 μ m的不銹鋼的結(jié)果如圖5a所示(LASER X Co.,Ltd.)。獲得了焊縫寬度極窄(50~60 μ m)且成形美觀的焊縫。使用100 W單模光纖激光焊接不銹鋼的焊縫橫截面如圖5b所示[8],獲得了約0.32 mm的熔深,焊縫橫斷面的顯微組織顯示,焊縫金屬的晶粒尺寸明顯小于母材金屬的晶粒尺寸,且熱影響區(qū)的寬度很窄。
通過激光種類的選擇、激光輸出功率的調(diào)節(jié)以及激光加工頭的研發(fā)等,能夠?qū)崿F(xiàn)從小部件的微細(xì)焊接到大型結(jié)構(gòu)件的拼裝焊接。使用光纖直徑14 μ m的單模光纖激光,在激光輸出功率200 W,焊接速度80 m/min的條件下,對板厚為100 μ m的3枚銅合金進(jìn)行搭接激光焊接,其焊縫的橫斷面的微觀照片如圖5c所示[9]。在超高焊接速度的條件下仍能獲得美觀的焊縫成形。
采用高功率光纖激光焊接的不銹鋼高速軌道機(jī)車車輛如圖6a所示。激光-電弧復(fù)合焊在輪船甲板及轎車框架的應(yīng)用如圖6b所示。另外,激光焊接在飛機(jī)制造業(yè)、能源電力設(shè)備制造業(yè)、石油化工設(shè)備制造業(yè)、航天航空制造業(yè)等工業(yè)領(lǐng)域的應(yīng)用也越來越廣泛[10]。如德國遠(yuǎn)程激光焊接在汽車工業(yè)的應(yīng)用,歐洲激光-電弧復(fù)合焊接在造船業(yè)的應(yīng)用,激光焊接在空中客車A380上的應(yīng)用等,顯示出了巨大的潛力。

圖5 不銹鋼SUS304的SM光纖激光的超高速焊接以及3枚銅合金板的搭接焊

圖6 激光焊接在汽車和造船行業(yè)的應(yīng)用實(shí)例
2.4 激光的吸收特性與材質(zhì)、光波長、溫度的關(guān)系
各種材料的光吸收特性如圖7a所示[11]。對于所有材料,波長越長則吸收率越低,而反射率越高;波長越短則吸收率越高,而反射率越低。另外,母材的溫度越高對光的吸收率也越高。激光波長為10.6 μ m時(shí),各種金屬的吸收率與溫度關(guān)系如圖7b所示[12]。
2.5 等離子體的對激光焊接的影響
在激光焊接過程中,由于激光束的能量密度高,所以金屬蒸氣和周圍氣體極易被電離而產(chǎn)生等離子體,其溫度大約為8 000~15 000 K。等離子體中電子吸收激光束能量后將加速,進(jìn)一步增強(qiáng)與原子和分子的撞擊能量,使等離子體產(chǎn)生量進(jìn)一步增加,也使等離子體溫度進(jìn)一步上升。由于等離子吸收激光束能量,所以大量產(chǎn)生等離子體時(shí),勢必影響熔深。因此需對等離子體采用有效措施進(jìn)行消除。另外,由于等離子體產(chǎn)生于工件的表面,所以等離子體主要加熱母材表面,容易使焊縫表面寬度增加。由于CO2激光波長較長,金屬材料對光束的吸收率較低,所以焊接時(shí)產(chǎn)生的等離子體量較大,容易形成如圖8a所示的酒杯狀的焊縫形狀[13]。CO2激光焊接時(shí),由于等離子體的影響而使熔深變淺,此時(shí)如果提高激光輸出功率也不能相應(yīng)提高焊接熔深,所以必須采取有效措施除去等離子體。另一方面,由于光纖激光的波長1.06 μ m較小,金屬材料對光束的吸收率較高,焊接時(shí)產(chǎn)生的等離子體量較小,容易形成如圖8b所示的窄而深的焊縫形狀[13]。
此外激光焊接還有以下特性:由于激光焊接的熱輸入低,焊接殘余應(yīng)力和焊接變形小;激光焊接與氛圍氣體壓力無關(guān),是非接觸焊接;激光焊接沒有電子束焊接磁性材料時(shí)受殘余磁場影響的問題;激光焊接不需要X射線那樣的遮蔽等。

圖7 各種材料的光吸收特性

圖8 CO2激光焊接及光纖激光焊接的焊縫形狀
3 激光焊接時(shí)的注意事項(xiàng)
在實(shí)際的焊接施工中,焊接材料、焊接環(huán)境、焊接條件等選擇不當(dāng)時(shí),就會產(chǎn)生焊接缺陷。焊接缺陷的產(chǎn)生將嚴(yán)重威脅焊接接頭的性能,為了避免焊接缺陷的產(chǎn)生,有關(guān)焊接缺陷的產(chǎn)生原因、控制及防止的基礎(chǔ)理論知識的學(xué)習(xí)是非常有必要的[14]。激光焊接過程中需要注意的幾點(diǎn)問題如下。
3.1 焊接裂紋
焊接裂紋可以分為高溫裂紋和低溫裂紋。激光焊接過程中,由于熱輸入量較小,所以焊接變形和焊接應(yīng)力也較小,一般情況下不會產(chǎn)生高溫裂紋。但是,由于材質(zhì)的不同和工藝參數(shù)選擇的不當(dāng),有時(shí)也會產(chǎn)生高溫裂紋。比如,高合金鋼、超高合金鋼、熱處理型鋁合金等在焊縫的最終凝固處和HAZ(熱影響區(qū))容易產(chǎn)生熱裂紋。鋁合金激光焊接時(shí)產(chǎn)生凝固裂紋的照片如圖9所示[15]。高溫裂紋產(chǎn)生的原因是由于最終凝固處的殘留液相中含有較多的雜質(zhì)使液相熔點(diǎn)降低。另外,對碳素鋼來說,隨著碳、硫、磷含量的增加,凝固裂紋的敏感性也增加。

圖9 鋁合金(A6061)的激光焊接凝固裂紋[15]
高強(qiáng)度鋼和低合金鋼在焊接的過程中溫度低于Ms點(diǎn)以下或者300℃以下產(chǎn)生的裂紋被稱為低溫裂紋。低溫裂紋的特征是沿著晶界和晶粒都可以擴(kuò)展。SCr420鋼(w(C)=0.7%)激光焊接時(shí)產(chǎn)生的低溫裂紋如圖10所示[6]。分析研究結(jié)果表明,這些裂紋既不是高溫裂紋也不是氫原因而產(chǎn)生的低溫裂紋。而是由于馬氏體組織相變時(shí)產(chǎn)生的內(nèi)部應(yīng)力,在此內(nèi)部應(yīng)力的作用下沿著塑性低下的馬氏體晶粒匯合處的中央線附近發(fā)生的。另外,根據(jù)SEM觀察分析結(jié)果可知,裂紋斷面幾乎沒有塑性變形,裂紋既產(chǎn)生在胞狀晶、柱狀晶的晶界也產(chǎn)生在胞狀晶、柱狀晶的晶內(nèi)。對于這種低溫裂紋,采用焊前預(yù)熱或者采用激光-電弧復(fù)合焊方法可以大幅度地降低其敏感性。

圖10 激光焊接SCr420鋼(w(C)=0.7%)產(chǎn)生的低溫裂紋的光學(xué)顯微鏡照片和SEM照片[16]
3.2 氣孔
由于焊縫和HAZ的幅度狹小,熔深也深,焊縫容易產(chǎn)生氣孔。激光焊接時(shí)產(chǎn)生的氣孔類型可以分為:CO、N2、H2產(chǎn)生的;低熔點(diǎn)的Mg、Zn等金屬蒸氣產(chǎn)生的;保護(hù)氣體和空氣的卷入而產(chǎn)生的。鋁合金激光焊接時(shí)產(chǎn)生的氣孔如圖11所示[15]。
氣孔的防止措施有:a.去除氫氣源和氧氣源;b.激光小孔方法焊接時(shí)要保證小孔的穩(wěn)定性,防止激光小孔的突然崩塌;c.盡量使氣孔上浮排除;d.適當(dāng)加入一些脫氫劑和脫氧劑;e.控制焊縫的形狀,有利于氣體的溢出;f.降低冷卻速度,延長熔池存在的時(shí)間;g.加強(qiáng)保護(hù),防止空氣的侵入和保護(hù)氣體的卷入;h.激光-電弧復(fù)合焊及雙激光束焊接方法也是防止氣孔產(chǎn)生的有效措施。

圖11 鋁合金激光焊接產(chǎn)生的氣孔[15]
3.3 焊縫外觀上的缺陷
在激光焊接工藝中,焊縫的外觀形狀對提高結(jié)構(gòu)件及零部件的質(zhì)量是十分重要的。所以,在激光的焊接過程中,對焊縫的形狀必須加以控制。激光焊接過程中產(chǎn)生的外觀上的缺陷有:咬邊、內(nèi)凹和下陷、焊縫高低不平、加強(qiáng)高過高,如圖12所示[15]。

圖12 激光焊接常見缺陷[15]
咬邊缺陷是造成結(jié)構(gòu)件局部應(yīng)力集中,從而導(dǎo)致結(jié)構(gòu)件破壞的主要原因之一。咬邊的深度達(dá)到0.3 mm以上時(shí),必須引起高度重視。液態(tài)金屬中流動(dòng)性較差的金屬高速焊接時(shí),容易產(chǎn)生咬邊缺陷。焊縫高低不平缺陷主要產(chǎn)生于超高速焊接的情況下。對于該種缺陷的防止方法首先要考慮降低焊接速度。在坡口間隙過大或者焊接過程中產(chǎn)生飛濺時(shí),在沒有填充焊絲的激光焊接過程中極易產(chǎn)生內(nèi)凹和下陷的焊接缺陷。另外,作為激光焊接還應(yīng)注意以下幾個(gè)問題:由于激光焊接的聚光點(diǎn)直徑小,要求對接坡口的加工精度高;要求高剛性的焊接夾具;由于冷卻速度快,淬火傾向大的鋼板容易產(chǎn)生硬化;需要對焊縫外觀進(jìn)行控制。
4 激光焊接的發(fā)展前景
激光焊接的一系列特性,使得激光焊接在制造領(lǐng)域具有巨大的發(fā)展?jié)摿Α?/p>
汽車行業(yè)中,遠(yuǎn)程激光焊接在汽車車身焊接方面的應(yīng)用,激光電弧復(fù)合在汽車底板和支架方面的焊接,激光釬焊在汽車頂棚、后門和后箱蓋鍍鋅板的焊接方面的應(yīng)用等,其在焊接速度、熱輸入控制、焊接柔性化以及釬焊質(zhì)量上都具有絕對的優(yōu)勢,焊縫熔透、變形、生產(chǎn)效率等方面都能夠達(dá)到較高要求,獲得很好的接頭質(zhì)量。在航天航空方面,大飛機(jī)制造中也采用了激光焊接技術(shù)代替?zhèn)鹘y(tǒng)的鉚接技術(shù),使飛機(jī)的質(zhì)量大大減輕,降低了能耗。
總之,工業(yè)發(fā)展要符合低能耗、短流程、高效率的發(fā)展趨勢,而激光焊是實(shí)現(xiàn)這一目標(biāo)的首選手段[3]。我國是一個(gè)制造大國,激光焊接制造技術(shù)在我國的發(fā)展前景不可估量。
[1]Takeshi Araya.Basis of Laser[J].Welding Technology(in Japanese), 2005,53(9):120-130.
[3]左鐵釧.21世紀(jì)的先進(jìn)制造—激光技術(shù)與工程[M].北京:科學(xué)出版社,2007:52.
[4]Takeshi Araya.About Laser(a)[J].Welding Technology(in Japanese),2005,53(8):117-125.
[5]Takeshi Araya.The Characteristics of Laser Beam Qualit[J].Welding Technology(in Japanese),2005,53(6):122-129.
[7]Kutsuna M.Proc.of Intern.Conf.on Welding Research[R].東京:J.Welding Soc.Osak,1980.
[8]Kutsuna M,Kiduchi A.IIW Doc[R].IV-597 93,1993.
[9]Berthold Kessler.Fibre laser,the I nnovative industrial laser with 10 W to 50 kW power[R].Halle(Saale)Germany:7th International conference on beam technology,2007.
[10]沓名宗春,劉忠傑.2 kWファイバーレーザによる高張力鋼の溶接特性及び最新レーザ利用生産システム[R].東京:(社)溶接學(xué)會第196回溶接法委員會,2006.
[11]Quintino L,Costa A,Miranda R,et al.Welding with high power fiber lasers-A preliminary study[J].Marterials&Design,2007,28(4):1231-1237.
[12]レーザー學(xué)會.レーザ-プロセシング応用便覧[M].東京:明誠企畫株式會社,2006.
[13]Takeshi Araya.About Laser(b)[J].Welding Technology(in Japanese),2005,53(9):120-130.
[14]新井武二,宮本勇.レーザ加工基礎(chǔ)(上巻)[M].東京:マシニスト出版株式會社,平成5年.
[15]新井武二,沓名宗春,宮本勇.レーザ溶接加工[M].東京:マシニスト出版株式會社,平成8年.
XU Guo-jian1,WANG Hong1,CHANG Li-li1,HANG Zheng-xiang1,CHANG Yun-long1?,XING Fei2
(1.School of Materials Science and Engineering,Shenyang University of Technology,Shenyang 110178,China;2.Shenyang Siasun Robot&Automation Co.,Ltd.,Shenyang 110168,China)
Characteristics of laser welding
The article illustrated the wavelength and its application of light,especially illustrated the wavelength and application of laser in details.In the laser welding,firstly introduced laser welding heat-laser,and its characteristics of output-BPP(Beam Parameter Product).Secondly,expounded the different kinds characteristics of output-BPP under the different output power.Then based on the several examples of laser welding,elabrated the characteristics of laser welding technology,the problems which is easy to appear during the laser welding and its solving methods.Finally,briefly summarize its development potential.There is a closed relationship between the characteristics of laser welding and its procedure,therefore,mastered the characteristics of laser welding,established good laser welding process,we could achieve a good welding quality.
laser welding characteristics;fiber laser;diode laser;disc laser
book=57,ebook=308
TG456.7
A
1001-2303(2010)11-0057-08
2010-10-08
遼寧省自然科學(xué)基金資助項(xiàng)目(20092047)
徐國建(1959—),男,遼寧大連人,教授,博士,主要從事激光成型與控制方面的研究工作。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
