光纖激光焊接熔池和小孔的高速攝像與分析
2010-09-06 08:42:46孟宣宣王春明胡席遠
電焊機 2010年11期
關鍵詞:焊縫
孟宣宣,王春明,胡席遠
(華中科技大學材料科學與工程學院,湖北武漢430074)
光纖激光焊接熔池和小孔的高速攝像與分析
孟宣宣,王春明,胡席遠
(華中科技大學材料科學與工程學院,湖北武漢430074)
采用主動光源和光學窄帶濾光片等輔助器件,利用高速攝像技術對光纖激光焊接過程中的熔池和小孔進行了拍攝,獲得了較為清晰的熔池和小孔圖像,以及不同激光功率下光纖激光焊接熔池和小孔的實際尺寸,可以為光纖激光焊接熔池和小孔的模擬提供可靠的參考依據。對高速攝像圖片和焊縫熔深波動以及焊縫形貌進行了分析。結果表明:小孔前沿附近是光纖激光焊接過程中飛濺產生的主要區域;利用高速攝像可以監測焊縫的熔深變化;熔池溫度最低的區域為熔池后部的中軸線兩側,而非熔池邊界處。
激光焊接;熔池;小孔;高速攝像系統
0 前言
激光焊接由于其熱影響區小、能量密度高、升溫迅速等方面的優勢得到越來越廣泛的應用。激光焊接分為熱傳導焊和深熔焊;激光深熔焊接以小孔的形成為基本特征。激光焊接過程中焊接速度快、冷卻速度也快,再加上高溫、高亮度、不斷變化的光致等離子體的干擾,使得對激光焊接小孔的直接觀察研究很困難,目前主要是利用數值模擬的方法或者借助其他手段間接研究小孔[1]。絕大多數的工程材料如金屬激光焊接過程中,小孔的直接觀察很困難,Arata[2]等人首次應用透明材料觀察小孔;湖南大學金湘中[3]等人在他們的基礎上改善了實驗裝置,應用不同的透明材料GG17獲得了更加清晰的小孔輪廓圖片;文獻[4]提出了一種利用X射線穿透高速攝像的技術觀察焊接小孔及其過程中產生的氣泡;日本大阪大學Katayama Seiji等人[5-6]利用該方法解釋了連續波激光縫焊和脈沖波激光點焊過程中的一些機制,但圖片分辨率仍受到焊接速度等因素的限制[7]。
在此以高速攝像系統為研究平臺,借助高速攝像機對光纖激光焊接過程中的小孔進行了拍攝。通過調整各部分參數在連續播放時可以達到非常清晰的效果,小孔震蕩引起的熔池波動等特征能夠清晰的反應出來,為激光焊接熔池和小孔的進一步深入研究提供了直觀、便捷的通道,并且可以進一步發展激光焊接在線監測技術,為后續的研究奠定了基礎。
1 試驗方法與設備
通過調整高速攝像機及其輔助元器件的相關參數拍攝光纖激光焊接熔池及其小孔圖像,優化拍攝效果,實驗過程如圖1所示。

圖1 實驗裝置示意
實驗設備有:德國IPG光纖激光器,最大輸出功率4 kW;瑞士Photonfocus高速攝像機,采樣頻率2 000~3 000 fps;輔助光源為單激光光源,波長808 nm。
由于激光深熔焊接過程中產生的光致等離子體本身是一個高亮度的干擾光源,普通攝像設備對熔池和小孔的直接攝像達不到預期效果。所以采用輔助背光單激光光源和光學鏡片的組合來實現熔池和小孔的拍攝。圖2為高速攝像機鏡頭光學鏡片組合,其中衰減片為全波段衰減,用來降低進入相機感光元器件的等離子體的整體光強,保護感光元器件不受過大光強傷害;窄帶濾光片依據背光光源選擇;鏡頭的最外層為保護玻璃,用來保護內層光學鏡片,防止其受到飛濺的傷害。在拍攝過程中,依據實際情況調整鏡片的組合。
2 實驗結果與分析
由高速攝像圖像測得光纖激光焊接激光功率分別為4.0 kW、3.0 kW、2.0 kW時,小孔直徑、熔池寬度和熔池長度各自的平均值如表1所示,可以為光纖激光焊接熔池和小孔的模擬提供可靠的參考依據。高速攝像圖片如圖3所示。

圖2 高速攝像機鏡頭光學鏡片組合

表1 不同功率條件下的小孔和熔池尺寸
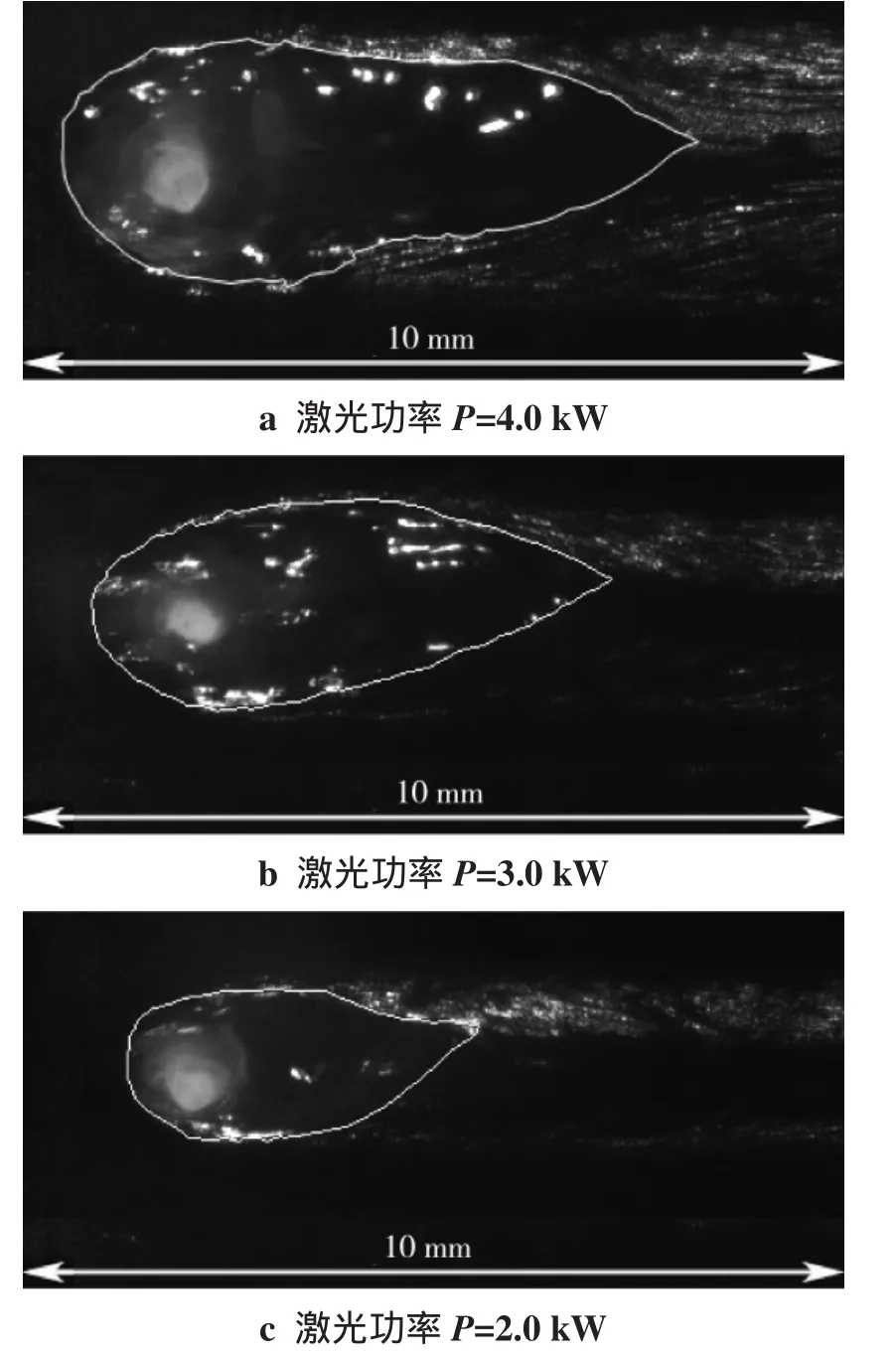
圖3 熔池與小孔圖像
在單激光焊接過程中,小孔周圍熔化的液態金屬在小孔的震蕩作用下以小孔為中心向四周傳輸。
圖4為未加輔助光源時拍攝到的部分小孔和熔池圖像。從圖4中可以看出,由于小孔前沿較小,沿焊接方向傳輸的液態金屬撞擊小孔前沿的固態金屬產生飛濺,小孔前沿附近是單激光焊接過程中飛濺產生的主要區域。

圖4 飛濺的形成過程
向熔池后方傳輸的液態金屬由于小孔的周期性震蕩形成周期性波紋,如圖5所示,該波紋與焊縫表面成形有密不可分的關系;同時,這種周期性的物質和能量傳輸與焊縫縱截面出現的熔深起伏(見圖6a)也有很大的關系。
圖6a為光纖激光功率4.0 kW的焊縫縱截面,熔深的波動周期平均值為0.374 s;圖6b為該焊接過程高速攝像熔池大小波動的一個周期,周期為0.352 s,與熔深波動周期具有較好的對應性;圖6c為該焊縫的表面形貌,可以非常清晰的看出熔池的周期性波動。圖7a為光纖激光功率3.0 kW的焊縫縱截面,熔深波動較小;圖7b為該焊接過程高速攝像熔池圖像,熔池大小比較均勻;圖7c為該焊縫的表面形貌,可以看出焊縫表面波紋比較均勻,不存在圖6c中的較大的周期性波動,高速攝像與其具有較好的對應性。因此,可以利用高速攝像熔池波動圖像能間接反映焊縫熔深變化的特征來監測焊縫熔深。
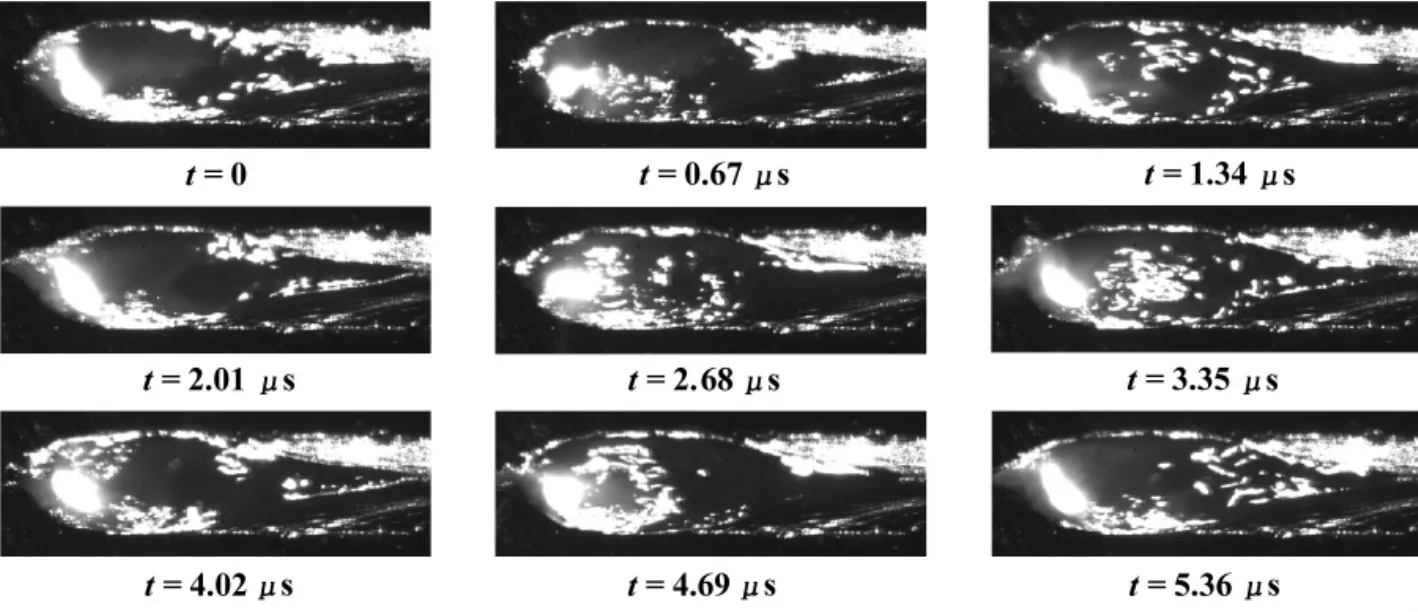
圖5 熔池波動圖像
向熔池兩側傳輸的液態金屬由于兩側大于小孔前沿的液態金屬區域的緩沖作用,很少產生較大的飛濺,其傳輸方向因與兩側固態金屬的碰撞而發生改變,沿熔池邊界向熔池后方傳遞;圖8為使用808帶通濾光片而未加輔助光源的熔池和小孔圖片,該灰度圖片中的亮度強弱可以反映熔池及小孔溫度的高低。從圖8中可以看出,小孔溫度最高,其亮度已經超出灰度圖片的最小閾值。從熔池的亮度分布可以看出其大致的溫度分布,可以比較清晰地反映出高溫液態金屬的傳輸線路,熔池溫度最低的區域為熔池后部的中軸線兩側,而非熔池邊界處。

圖6 焊縫縱截面、高速攝像熔池圖像以及焊縫表面形貌(激光功率P=4.0 kW,焊接速度v=0.8 m/min)
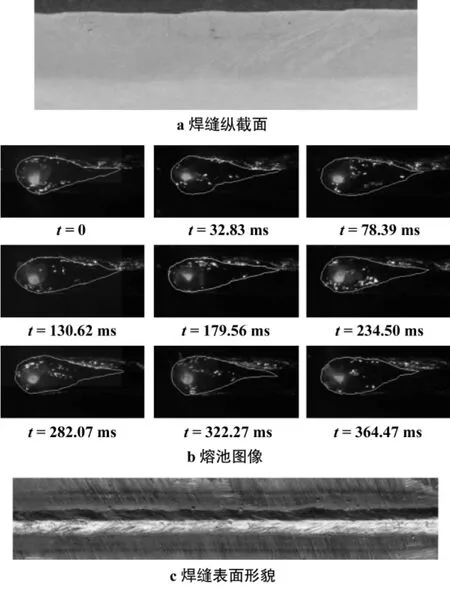
圖7 焊縫縱截面、高速攝像熔池圖像以及焊縫表面形貌(激光功率P=3.0 kW,焊接速度v=0.8 m/min)
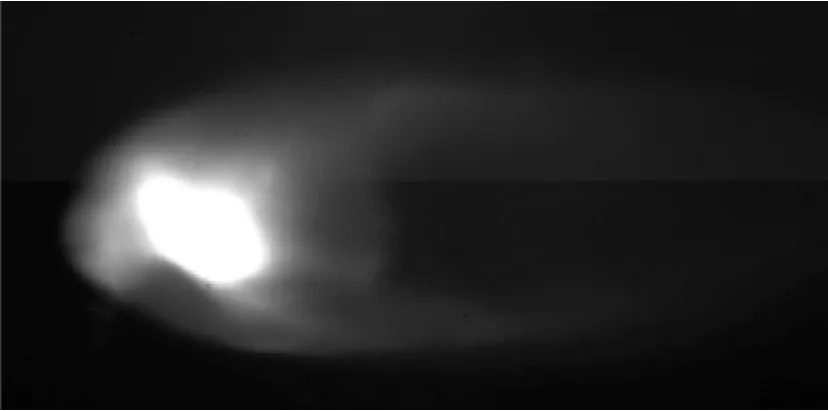
圖8 熔池與小孔亮度分布
3 結論
在光纖激光焊接過程中應用高速攝像技術,通過實驗綜合驗證、分析,可得到以下結論:
(1)采用合適的背光技術、光學鏡片和高速攝像參數,可以獲得較為清晰的熔池和小孔圖像。
(2)獲得了不同激光功率下光纖激光焊接小孔和熔池的實際尺寸,可以為光纖激光焊接熔池和小孔的模擬提供可靠的參考依據。
(3)小孔前沿附近是光纖激光焊接過程中飛濺產生的主要區域。
(4)可以利用高速攝像監測焊縫的熔深變化。
(5)熔池溫度最低的區域為熔池后部中軸線兩側,而非熔池邊界處。
[1]段愛琴,陳俐,王亞軍,等.CO2激光深熔焊接小孔與熔池特征研究[A].2005年中國機械工程學會年會論文集[C],2005.
[2]Arata Y,Maruo H,Miyamoto I,et al.Dynamic Behavior of Laser Welding and Cutting[A].Proc.7th International Conf.on Electron and Ion Beam Science and Technology[C],1976.
[3]JIN X Z,LI L J,ZHANG Y.A study on fresnel absorption and reflections in the keyhole in deep penetration laser welding[J].Journal of Physics D:Applied Physics,2002(35):2304-2310.
[4]Arata Y.Plasma,Electron and Laser Beam Technology[M].Ohio:American Society for Metals,1986.
[5]Girard K,Jouvad J M,Boquillon J P,et al.Study of voluminal defects observed in laser spot welding of tantalum[C].SPIE.3888(2000):418-428.
[6]Seiji Katayama,Koji Tanaka,Masami Mizutani,et al.Pulsed YAG laser spot welding under microgravity[C].SPIE.3888 (2000):96-103.
[7]Alexander F.H.Kaplan,Masami Mizutani,Seiji Katayama,et al.On the mechanism of pore formation during keyhole laser spot welding[C].SPIE.4831(2003):186-191.
High-speed photograph and the analysis of the welding pool and keyhole in fiber laser welding
MENG Xuan-xuan,WANG Chun-ming,HU Xi-yuan
(College of Materials Sicence and Engineering,Huazhong University of Sicence and Technology,Wuhan 430074,China)
The high-speed photograph technology,including the illumination source and bandpass filter,was utilized to shoot the molten pool and keyhole in the process of fiber laser welding,some clear images of them were obtained.The actual sizes of the molten pool and keyhole in the process of the fiber laser welding with different laser power were got,and these would provide reliable reference foundation for the simulation of the weld pool and keyhole in the process of fiber laser welding.The images,weld penetration and weld sharp were analyzed.The results showed that:the front of the keyhole is the main position where the spatters formed;the high-speed photograph technology can be used to monitor the weld penetration;the region of the molten pool which had the lowest temperature is the two sides of the axile wire of the rear part,but not the boundary of the molten pool.
laser welding;welding pool;keyhole;high-speed photograph
book=78,ebook=330
TG456.7
A
1001-2303(2010)11-0078-04
2010-10-11
孟宣宣(1984—),女,安徽淮北人,碩士,主要從事激光加工和激光焊接圖像采集的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
