后輪罩封板翻邊工藝優(yōu)化研究
2010-09-11 09:11:48袁國(guó)定王勇良姜銀方史德旗來彥玲
制造技術(shù)與機(jī)床 2010年1期
袁國(guó)定 王勇良 姜銀方 史德旗 王 飛 來彥玲
(江蘇大學(xué)機(jī)械工程學(xué)院,江蘇鎮(zhèn)江 212013)
后輪罩封板翻邊工藝優(yōu)化研究
袁國(guó)定 王勇良 姜銀方 史德旗 王 飛 來彥玲
(江蘇大學(xué)機(jī)械工程學(xué)院,江蘇鎮(zhèn)江 212013)
以汽車后輪罩封板為研究對(duì)象,對(duì)其翻邊成形工藝進(jìn)行分析,指出翻邊缺陷產(chǎn)生的實(shí)質(zhì)是翻邊邊緣切向應(yīng)變的絕對(duì)值超過成形極限;以減小翻邊邊緣處切向應(yīng)變絕對(duì)值為優(yōu)化指標(biāo),對(duì)影響翻邊成形性能的三個(gè)工藝參數(shù):壓邊力、摩擦潤(rùn)滑條件、模具間隙進(jìn)行正交設(shè)計(jì),運(yùn)用有限元模擬軟件Dynaform進(jìn)行模擬試驗(yàn)得到優(yōu)化工藝方案;最后對(duì)優(yōu)化方案進(jìn)行實(shí)驗(yàn)驗(yàn)證,結(jié)果表明,數(shù)值模擬試驗(yàn)是可靠的,得到的優(yōu)化方案可以避免翻邊成形中的缺陷。
汽車后輪罩封板 翻邊 工藝優(yōu)化 正交優(yōu)化
曲面翻邊成形中主要存在的問題是破裂和起皺,其實(shí)質(zhì)是翻邊成形時(shí)翻邊邊緣切向應(yīng)變的絕對(duì)值超過了成形極限[1]。因此曲面翻邊成形的主要目標(biāo)是最大限度地提高翻邊成形性能。由于翻邊成形工藝參數(shù)之間的關(guān)系比較復(fù)雜且是非線性的,不能用數(shù)學(xué)公式準(zhǔn)確地表達(dá)出來,因此可以利用正交設(shè)計(jì)的方法確定試驗(yàn)方案并借助有限元模擬技術(shù)進(jìn)行模擬試驗(yàn),進(jìn)而獲得優(yōu)化的工藝方案[2,3]。試驗(yàn)設(shè)計(jì)方法在一定程度上可以減少反復(fù)試湊的盲目性,能以較少的試驗(yàn)次數(shù)得到試驗(yàn)范圍內(nèi)較優(yōu)的工藝組合。數(shù)值模擬試驗(yàn)可對(duì)工藝調(diào)整做出定性指導(dǎo),但其缺乏定量精度,要想獲得好的結(jié)果,真正的實(shí)驗(yàn)驗(yàn)證仍是必需的。因此還需通過實(shí)驗(yàn)對(duì)優(yōu)化后的工藝方案進(jìn)一步驗(yàn)證[4]。
本文以汽車后輪罩封板(復(fù)雜件)為研究對(duì)象,對(duì)其翻邊工藝進(jìn)行優(yōu)化。首先對(duì)后輪罩封板翻邊工藝及翻邊過程中可能出現(xiàn)的缺陷進(jìn)行分析。在已有的不同工藝參數(shù)對(duì)一般件曲面翻邊成形影響規(guī)律的基礎(chǔ)上,以減小翻邊邊緣處切向應(yīng)變的絕對(duì)值和板料減薄率為目標(biāo),對(duì)壓邊力、摩擦潤(rùn)滑條件、模具間隙等因素進(jìn)行正交設(shè)計(jì),并用有限元模擬軟件Dynaform對(duì)各設(shè)計(jì)方案進(jìn)行模擬試驗(yàn),進(jìn)而得到優(yōu)化的工藝方案。最后通過翻邊成形實(shí)驗(yàn)對(duì)正交優(yōu)化得到的工藝方案進(jìn)行驗(yàn)證。該方法能提高復(fù)雜件翻邊工藝參數(shù)優(yōu)化設(shè)計(jì)的效率,減少試模時(shí)間,降低生產(chǎn)成本,可以推廣到其它塑性成形工藝參數(shù)優(yōu)化中。
1 后輪罩封板翻邊工藝正交優(yōu)化
1.1 后輪罩封板翻邊成形工藝分析
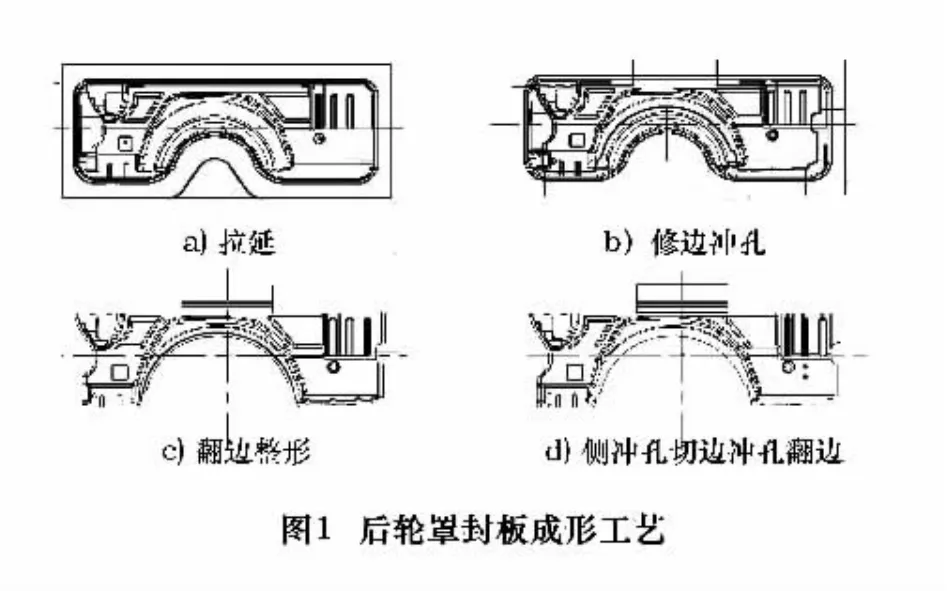
后輪罩封板是汽車內(nèi)覆蓋件,形狀較復(fù)雜且尺寸較大,其成形工藝如圖1所示,共四道工藝:拉延、修邊沖孔、翻邊整形和側(cè)沖孔切邊沖孔翻邊。
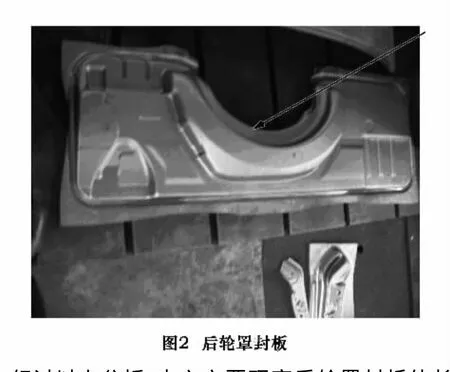
后輪罩封板在翻邊成形過程中共有三部分進(jìn)行翻邊成形。圖2為后輪罩封板的實(shí)物圖,其中箭頭所指處為曲面翻邊成形的伸長(zhǎng)類翻邊,在成形過程中,坯料主要在翻邊邊緣處產(chǎn)生由切向拉應(yīng)力和切向拉應(yīng)變引起的塑性變形,此處的坯料厚度極容易減薄并產(chǎn)生如圖3圓圈部位所示的破裂缺陷。
經(jīng)過以上分析,本文主要研究后輪罩封板伸長(zhǎng)類曲面翻邊,并利用正交優(yōu)化方法進(jìn)行多因素的工藝參數(shù)優(yōu)化以消除翻邊成形的破裂缺陷。表1所示為后輪罩封板坯料的機(jī)械性能及參數(shù)。
1.2 正交優(yōu)化
1.2.1 確定優(yōu)化參數(shù)及其水平
根據(jù)正交試驗(yàn)設(shè)計(jì)理論,可以利用數(shù)理統(tǒng)計(jì)學(xué)與正交性原理,從大量的試驗(yàn)點(diǎn)中挑選適量的具有代表性、典型性的點(diǎn),應(yīng)用正交表合理安排試驗(yàn)。影響曲面翻邊成形的因素很多,結(jié)合已有的研究成果,在此選擇了影響曲面翻邊成形性能的三個(gè)主要工藝參數(shù):壓邊力、摩擦潤(rùn)滑條件、模具間隙,并確定各因素水平。優(yōu)化目標(biāo)是:減小翻邊邊緣處切向應(yīng)變的絕對(duì)值。進(jìn)行試驗(yàn)的因素與水平如表2所示。
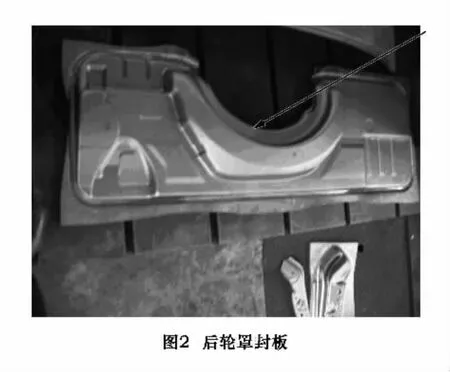

表1 材料的機(jī)械性能參數(shù)表
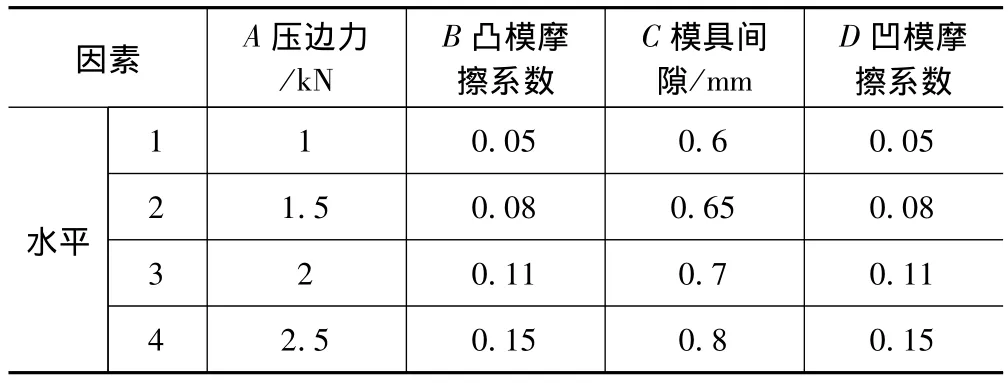
表2 正交試驗(yàn)因素與水平
1.2.2 試驗(yàn)方案設(shè)計(jì)與模擬試驗(yàn)
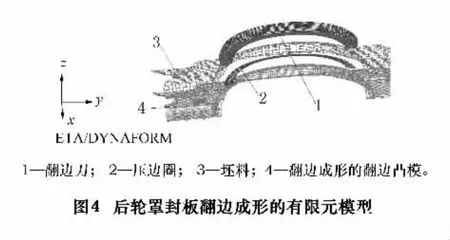
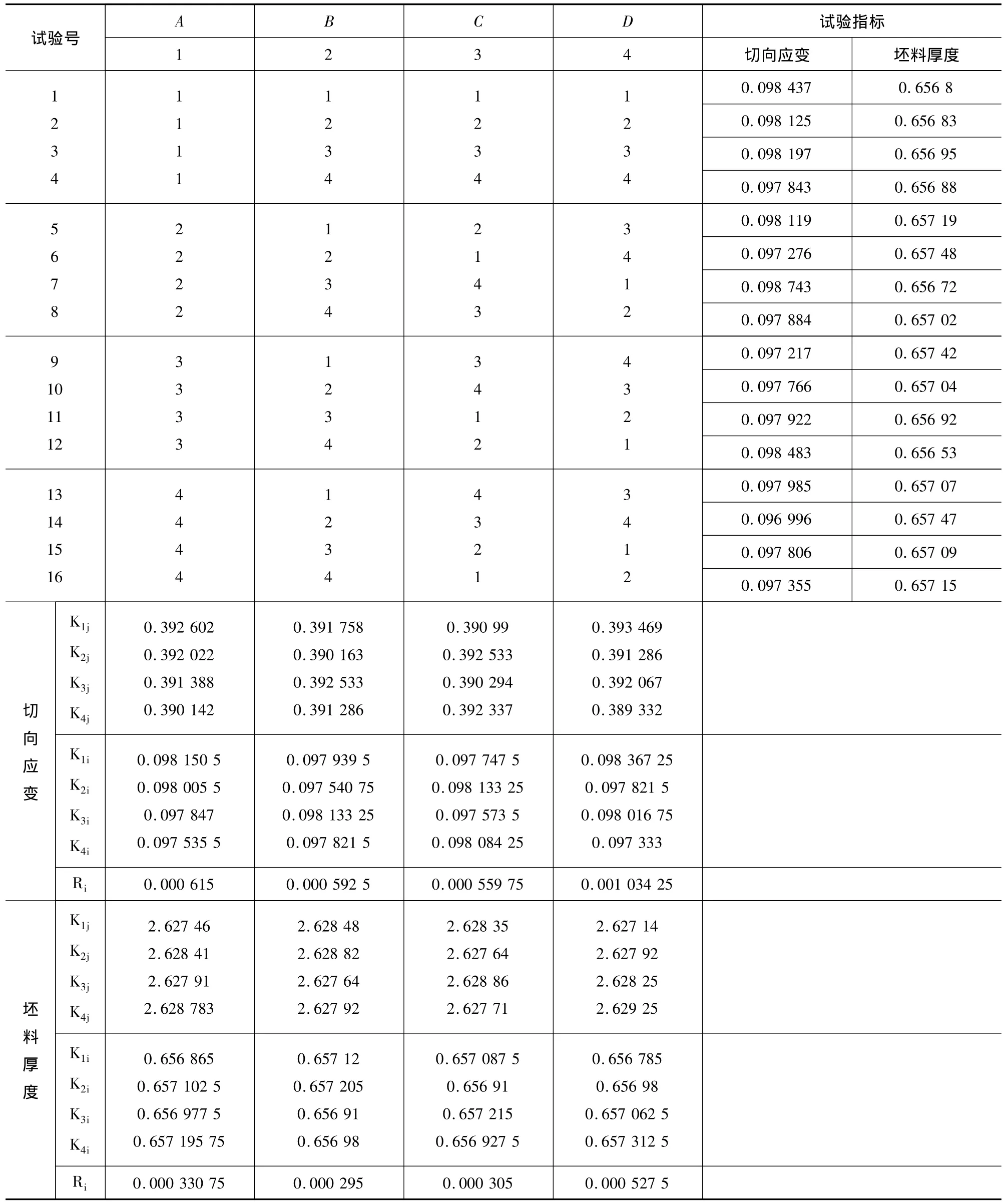
表3 正交實(shí)驗(yàn)方案及結(jié)果
為提高曲面翻邊的成形質(zhì)量,對(duì)以上工藝參數(shù)進(jìn)行配方試驗(yàn)并通過正交優(yōu)化來確定這些影響因素的組合方式。設(shè)定其它工藝參數(shù)并且不考慮優(yōu)化參數(shù)之間的交互作用進(jìn)行模擬試驗(yàn)。本文的正交設(shè)計(jì)是4因素4水平的正交試驗(yàn),由于不考慮交互作用,故可以選擇正交表L16(44)安排試驗(yàn)[5]。圖4為后輪罩封板翻邊成形模擬試驗(yàn)的有限元模型。
試驗(yàn)方案和試驗(yàn)結(jié)果如表3。與單指標(biāo)試驗(yàn)一樣,對(duì)各指標(biāo)分別計(jì)算出各因素水平 K1j、K2j、K3j、K4j與相應(yīng)的平均值 K1i、K2i、K3i、K4i及每列的極差 Ri,填入表3,并畫出因素與指標(biāo)關(guān)系圖(趨勢(shì)圖),如圖5。
根據(jù)極差大小排出四個(gè)因素分別對(duì)兩個(gè)指標(biāo)影響的主次順序分別為:切向應(yīng)變D>A>B>C,坯料厚度D>A>C>B。

把四個(gè)因素分別對(duì)兩個(gè)指標(biāo)影響的主次順序統(tǒng)一起來是非常困難的。因此,只能根據(jù) K1j、K2j、K3j、K4j(或 K1i、K2i、K3i、K4i)確定各因素水平的最佳組合:切向應(yīng)變?yōu)锳4B2C3D4,坯料厚度為A4B2C3D4。根據(jù)結(jié)果分析得到的最佳方案為A4B2C3D4,正是正交試驗(yàn)的第14次試驗(yàn)。對(duì)這個(gè)方案進(jìn)行實(shí)驗(yàn)驗(yàn)證并和模擬試驗(yàn)結(jié)果進(jìn)行對(duì)比,通過實(shí)驗(yàn)驗(yàn)證數(shù)值模擬的可靠性并為最優(yōu)工藝方案的確定提供定量指導(dǎo)。
2 優(yōu)化結(jié)果分析及驗(yàn)證
2.1 數(shù)值模擬結(jié)果分析
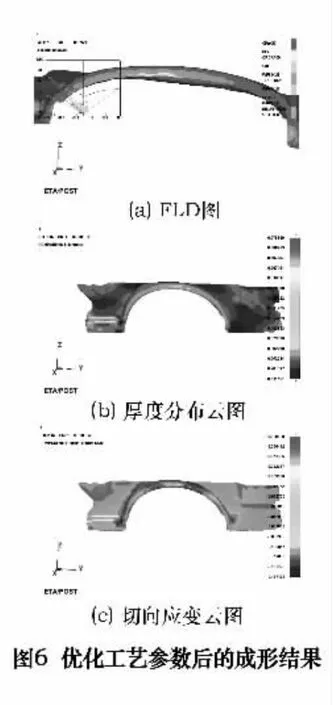
因?yàn)檎辉囼?yàn)優(yōu)化結(jié)果確定的優(yōu)化工藝組合為A4B2C3D4。根據(jù)表2所示的工藝條件,優(yōu)化工藝組合條件下翻邊成形模擬時(shí)的參數(shù)設(shè)置為:壓邊力2.5 kN、凸模摩擦系 數(shù) 0.08、模 具 間 隙 0.7 mm、凹模摩擦系數(shù)0.15。圖6為在優(yōu)化工藝參數(shù)組合條件下的數(shù)值模擬結(jié)果。
由圖6可以看出翻邊成形邊緣處切向應(yīng)變?yōu)?.096 996,邊緣處坯料厚度為0.657 473 mm,同時(shí)還可以看出翻邊成形區(qū)域完全在安全區(qū)域,這也表明該方案可以避免翻邊成形缺陷。
2.2 實(shí)驗(yàn)驗(yàn)證
后輪罩封板翻邊成形實(shí)驗(yàn)是在重慶大江至信模具工業(yè)有限公司進(jìn)行的,實(shí)沖設(shè)備主要包括液壓機(jī)、模具、檢具。圖7所示為實(shí)沖實(shí)驗(yàn)沖出的后輪罩封板件。

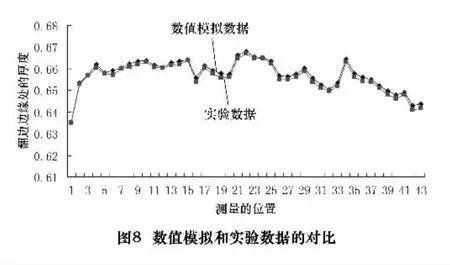
圖8所示為實(shí)驗(yàn)結(jié)果和優(yōu)化數(shù)值模擬結(jié)果的對(duì)比圖,從圖中可以看出實(shí)驗(yàn)翻邊邊緣處坯料的厚度小于數(shù)值模擬的坯料厚度,這是由于實(shí)際操作以及工況條件的限制,使兩者存在一定的誤差。從結(jié)果對(duì)比還可以看出:實(shí)沖實(shí)驗(yàn)和數(shù)值模擬結(jié)果很吻合,這也充分證明了本文提出的正交優(yōu)化方法對(duì)汽車后輪罩封板翻邊工藝參數(shù)優(yōu)化的可行性和有效性。
3 結(jié)語(yǔ)
(1)根據(jù)后輪罩封板的成形特點(diǎn)制定了其成形工藝路線,并對(duì)翻邊工藝進(jìn)行分析,指出翻邊過程中可能產(chǎn)生的缺陷是破裂、起皺。其實(shí)質(zhì)是翻邊邊緣處切向應(yīng)變的絕對(duì)值超過成形極限。
(2)以提高后輪罩封板的翻邊成形精度,減小翻邊邊緣處的切向應(yīng)變和減小翻邊邊緣處坯料厚度的減薄率為目標(biāo),對(duì)翻邊成形的工藝參數(shù):壓邊力、凸模摩擦潤(rùn)滑條件、模具間隙和凹模摩擦潤(rùn)滑條件進(jìn)行正交試驗(yàn)優(yōu)化設(shè)計(jì),得到優(yōu)化工藝方案。
(3)通過翻邊實(shí)驗(yàn)對(duì)正交試驗(yàn)優(yōu)化的結(jié)果進(jìn)行驗(yàn)證,結(jié)果表明通過正交試驗(yàn)得到的優(yōu)化工藝方案可以避免翻邊成形過程中的缺陷。
1 You - Min Huang,Yi- Wei Tsai,Ching - Lun Li.Analysis of forming limits in metal forming processes.journal of materials processing technology.2008,201:385 -389
2 Wu H C,Altan T.Process Optimization in Stamp ing-a Case Study for Flanging a Clutch hub From Steel Plate.Journal of Materials Processing Technology,2004,146(1):8 -19
3 Xu Feng,Lin Zhongqin,Li Shuhui.Study on the Influences of Geometrical Parameters on the Formability of Stretch Curved Flanging by Numerical Simulation.Journal of Materials Processing Technology 2004,145(1):93-98
4 LAN F,CHEN J,LIN J.A met hod of const ructing smooth tool surfaces for FE prediction of springback in sheet metal forming.Journal of Materials Processing Technology ,2006 ,177(1 ~3):382 -385
5 Shanghai Science and Technology Exchange Center.Orthogonal experiment method.Shanghai:Shanghai People’s Press,1975(in Chines).
如果您想發(fā)表對(duì)本文的看法,請(qǐng)將文章編號(hào)填入讀者意見調(diào)查表中的相應(yīng)位置。
Study on Optimized Flanging Process of the Cover Plates of Auto Rear Wheel
YUAN Guoding,WANG Yongliang,JIANG Yinfang,SHI Deqi,WANG Fei,LAI Yanling
(School of Mechanical Engineering,Jiangsu University,Zhenjiang 212013,CHN)
Aiming at the flanging process of the cover plates of auto rear wheel,this paser first analyzed the flanging process then pointed out that the substance of its defect is the absolute values of tangentialstrain of flanged edges exceeds the forming limit.With the optimization objective of minimum the the absolute values of tangentialstrain,three parameters,which have great influence on the formability of flanging process,Blank Holder Force,F(xiàn)riction Lubrication Condition and Model Clearance are optimized by Orthogonal design,and then tests are carried out by FEA software Dynaform to obtained the optimized process scheme;lastly,flanging experiment is conducted to verify the optimized process scheme .The results shows that numerical simulation test is reliable and the optimized process scheme can avoid the defects of flanging process.
Cover Plates of Auto Rear Wheel;Flanging;Process Optimization;Orthogonal Optimization
袁國(guó)定,女,1948年生,教授,主要研究方向:薄板成形理論和技術(shù)、模具CADCAECAM。
p
2009-04-03)
10146
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
