一種新型旋轉式刀庫
2010-09-21 08:21:46王廣來南京四開電子企業有限公司210007
中國科技信息 2010年21期
關鍵詞:設計
王廣來 南京四開電子企業有限公司 210007
一種新型旋轉式刀庫
王廣來 南京四開電子企業有限公司 210007
本文針對小型機床配對刀庫難的問題,從理論設計的角度,提出了一種新型的刀庫設計方案--旋轉式刀庫。為小型數控機床配比刀庫提供更多一種的選擇方式。
刀庫;數控機床
數控行業發展到現在,在主體結構和性能上已經日益成熟,三維方向X、Y、Z軸的直線運動方式幾乎應用到了所有的數控機床。刀庫的發展也有了相對固定的模式,斗笠式、圓盤式、傘型、鏈式刀庫等等都已成熟并且量產化,這些刀庫都是可以裝多把(10把以上)刀具以上的刀庫,適用于大中型數控機床,近期興起的適用于小型機床的直線排式、夾臂式等發展也很迅速,但是相對于大型機床刀庫的豐富多樣性和變化性,適用于小型機床的刀庫種類過于稀少,并不能滿足現代的設計生產需要。
1.機床大小型號的界定
小型機床、中型機床與大型機床在尺寸上沒有明確的數值界定,而且每個企業制定的標準也不一樣。一般1米[1]以內的為小型機床,1到2米為中型,2米以上就為大型機床,5米以上則為超大型機床。本文以1m以內行程的小型機床進行理論分析說明。
2.現有刀庫與小型機床的主要矛盾
2.1 機械設計分析
小型機床的設計設計過程稱一般是不設計刀庫的。如果機床要帶刀庫,一般會先考慮匹配現有的刀庫,設計機床,即以現有刀庫為前提設計機床的樣式,刀庫則是從專門的刀庫廠家采購或定做。
2.2 制造成本分析
刀庫的增加會使機床的基礎成本增加2萬以上,而且在機床的機構上會讓機床體積增大1/3左右。刀庫一般是安裝在立柱或外接梁上,這就對剛性提出了更高的要求,為滿足這些要求,一般是以增加機床相應部分的質量和體積為代價的,在一定程度上也增加了機床的生產費用。
2.3 大型刀庫在小機床上的不必要性
一般的小型機床作業并不需要太多的刀具,一般換刀都會在10把刀以內,而現有的成型刀庫都是可以裝10把以上的刀具,如果把這種“大型”刀庫安裝到小型機床上,難免會造成大物小用,甚至嚴重降低產品的性價比,這在設計過程中是不可取的。
2.4 小型刀庫的發展現狀
現有的刀庫以“大而多”為主要發展方向。小型刀庫則主要為直線排式和夾臂式2種,排式刀庫的容量(10把以內)最小,夾臂式(20把以內)次之。
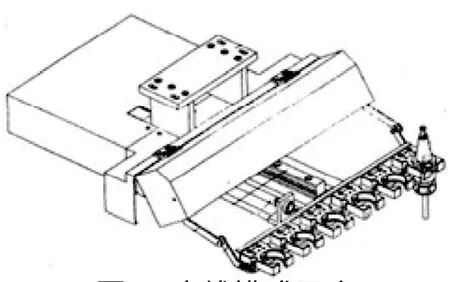
圖1.直線排式刀庫
排式刀庫(圖1所示)換刀動作簡單,缺點是運用到了汽缸或油缸等動力部件,外加鈑金件之后,整體尺寸也相對較大,安裝在橫梁的下面,從一定程度上也縮小了加工零件的尺寸。要保證沒裝刀庫之前的加工尺寸,就要相對的加高立柱,機床體積也響應的增加。

圖2.夾臂式刀庫機床
夾臂式刀庫(圖2所示)是固定在Z軸上的一種刀庫。優點是占用空間較小,換刀對工件也沒有影響;缺點是刀庫固定在Z軸,使得在X軸和Z軸(特別是Z軸)方向上的移動功率相對增加,因此,會把Z軸做成定軸而且對Z軸的剛性和加工都有更高的要求。這類機床的缺點還有就是不能加工較大尺寸的零件,一般會被約束到相對較小(≤50cm)的范圍內。
3.旋轉式刀庫設計
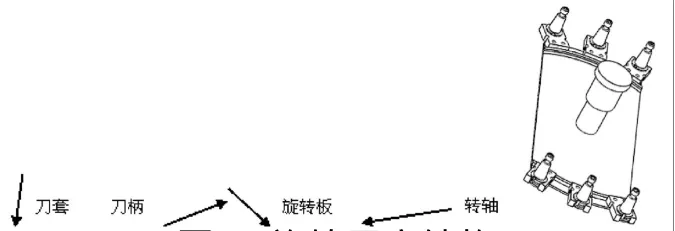
圖3.旋轉刀庫結構
旋轉式刀庫的結構(如圖3所示)為2端帶有圓弧刀套托板的對稱性設置,它也可以看作是圓盤式刀庫的改進結構。刀具分列于旋轉板的兩端,每端3~4個刀具安裝位。由伺服電機帶動轉軸旋轉,進而實現刀具的轉動和機床的換刀動作。
刀庫在機床上的安裝位置跟直排式刀庫類似,安裝在橫梁的下端面(如圖4所示)。當機床處于工作狀態時,刀庫旋轉到與橫梁相對平行的位置,藏于橫梁之下,對機床的正常作業不產生任何影響,這也是刀庫設計的主要標準之一。
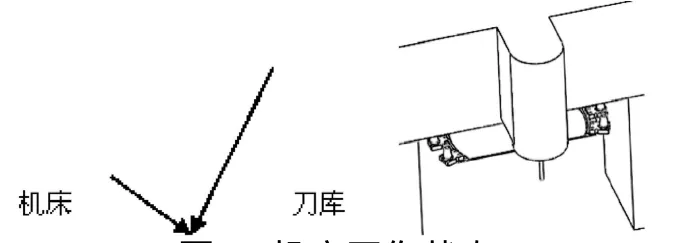
圖4.機床工作狀態
當機床工作需要換刀時,旋轉板在電機的驅動下旋轉到與橫梁相垂直的位置(如圖5所示),進而實現換刀動作,換刀后,旋轉板按原方向旋轉回到原位,結束換刀。
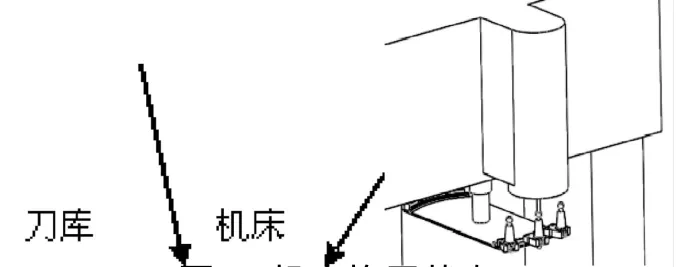
圖5.機床換刀狀態
旋轉式刀庫的機構優點:只需一個伺服電機驅動旋轉板的轉動就可實現,結構中也不存在大型刀庫所需的氣動或液壓裝置,機械機構也相對簡單;換刀動作簡單,不需要復雜的傳動機構,無須機械手換刀,大大簡化了換刀過程,有效的縮短了換刀時間。
4.結語
提高機床的作業效率,在小型機床上加裝刀庫是未來機床發展的一種必然趨勢。豐富多樣的刀庫樣式可以給機床設計人員提供更多的選擇空間,進而可以提升機床設計的多樣化。旋轉式刀庫在理論和實踐中都是一種新穎的創意,在機床行業具有一定的推廣應用價值。
[1]郭雷,談勇.一種直取式排式刀庫[P].CN 201109039Y.2007,09,13.
[2]邱焜城.刀庫之發展趨勢與未來展望[J].制造技術與機床.2007,(4):114-115.
10.3969/j.issn.1001-8972.2010.21.055
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
