基于PLC 的風缸壓力檢測系統
2010-09-22 05:49:20周傳頌齊向東
電氣技術 2010年2期
周傳頌 齊向東
(太原科技大學,太原 030024)
1 引言
在列車中,風缸是制動系統的動力儲備元件,如果風缸應用時沒有經過嚴格檢驗,其儲備的氣體壓力將無法確保證達到列車行駛中的制動要求,不能使列車準確及時的制動,將會造成嚴重事故,所以風缸出廠前要經過嚴格的檢測,以防漏泄,確保列車行駛安全。鐵道部的標準:通過微機檢測,給風缸內打水壓900kPa以上,觀察5m in是否漏泄;給風缸充氣壓600kPa以上,觀察5m in是否漏泄,要求漏泄量均為0。傳統的檢測方式只是通過肉眼觀察壓力表的指針來觀察其是否漏泄,存在誤差;且由于人為因素,檢測時間也無法保證,為此我們設計了風缸自動檢測系統。
風缸如圖1所示,風缸有兩個接口。法蘭口A端用于進水和進氣,法蘭口B用于排水排氣,由于接口標準不一,我們均采用軟管試連接的方法。采用循環水箱供水。水密性試驗時先用水泵供水,注滿水后則用高壓泵打水壓至900kPa以上進行試驗。氣密性試驗用風炮進風,至壓力到600kPa以上。先進行水密性試驗,然后通過氣壓使水排凈再進行氣密性試驗。全過程除手動翻轉缸排水外,其余均可由電腦控制完成。

圖1 氣缸
2 系統硬件組成
本檢測系統的硬件部分由下位機(西門子PLC S7-200)和上位機(華碩工控機和mcgs組態軟件)組成。兩者通過PPI轉換線連接。為使壓力能夠平滑快速的上升到要求值,采用PLC控制變頻器,利用PID控制器原理,從而控制水泵的轉速。采用量程為20MPa傳感器通過PLC轉換后上傳給上位機。上位機對取到的壓力值信號進行處理,得出缸內壓力的曲線,根據曲線的形狀判斷辨別氣缸是否漏泄。
3 系統流程的設計
本系統可以在手動與自動兩種方式下工作,手動狀態即可進行傳統式檢測。將旋鈕打到自動擋位就可以進行自動操作。系統自動操作流程如圖2所示。

圖2 風缸檢測流程
4 系統軟件設計
系統軟件設計有兩部分組成,一是上位機監控軟件MCGS編程,一是下位機PLC編程。
4.1 系統上位機設計
圖3為上位機監控界面。本系統有良好的人機界面,可實現對PLC的運行情況以及執行機構進行實時監視和控制,實現實時數據采集和歷史數據打印功能,具有登錄權限和幫助窗口,告訴用戶操作方法和機器維護方式,能完美的完成檢測任務和數據報表輸出,滿足檢測要求。
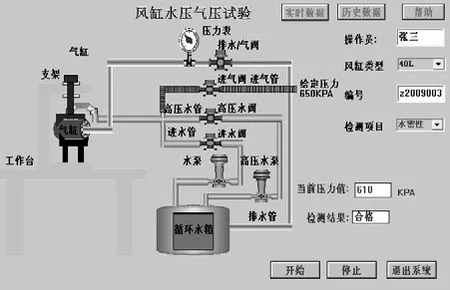
圖3 上位機監控界面
歷史數據窗口中設置了數據查詢和打印報表功能,試驗前操作員必須填寫風缸號碼,操作人員可以根據風缸號進行查詢,也可以根據日期進行查詢。顯示該風缸的試驗結果。若發現該風缸不合格則可以重新檢測,也可以單獨做水密性試驗或者氣密性試驗,不影響其他信息。如果該編號已經存在,則提示用戶該編號已經存在是否重新檢測。打印報表這一項,操作人員可以點擊打印報表安鈕然后選擇按照風缸號或者日期打印。就可以打印出關于該風缸的檢測信息。
4.2 系統下位機設計
本系統選用西門子公司生產的S7-200系列PLC,S7-200系列它的結果緊湊,擁有良好的擴性,指令功能強大,既能完成控制功能,還具有輸入輸出功能,并且它的價格低廉,非常適合各種小型控制工程。完全能達到我們的使用要求。其設計步驟如圖4所示。
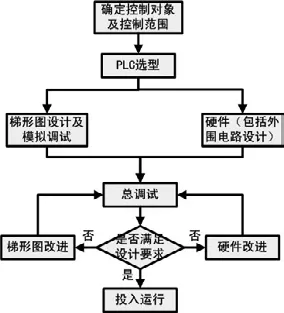
圖4 PLC設計步驟
通過對風缸檢測流程的分析和研究,把PLC的I/O點進行了合理的分配,其分配點如表1所示。
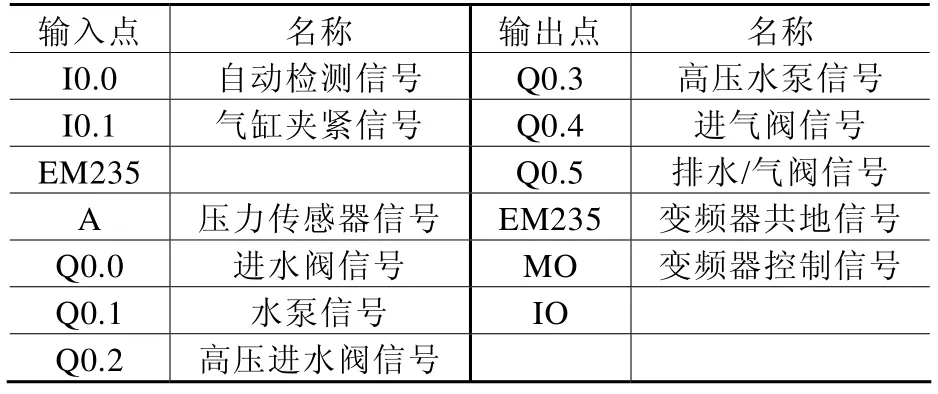
表1 PLC輸入輸出點分配
由輸入輸出點的分配,可以得出本系統需要數字量信號2個輸入點,6個輸出點;模擬量信號1個輸入點,1個輸出點.考慮到適用性和經濟性,選取PLC的型號S7-224(8輸入6輸出)和S7-235(模擬信號4輸入1輸出)。
在進行水密性試驗時,注水過程采用PID調節控制水泵使壓力緩慢的上升。本系統中采用PLC中的PID參數,將微分控制器命為零,比例控制器的參數基本調節為1.05,積分控制器的參數經多次試驗取3最佳,得到了很好的效果使壓力曲線平滑的上升,從而避免了壓力在900kPa附近振蕩。節省了水壓穩定時間,提高了效率。
排水過程在水密性試驗結束后需要將風缸的排水口向下,接著靠缸內氣壓排水,排水結束后關閉排水閥緊接著進行氣密性試驗。排水是否完畢靠壓力傳感器的變化上位機智能的分析,來自動的關閉排水閥。這樣排水過程就由電腦自動的完成,減少了人工排水的麻煩。
5 問題
5.1 效率問題
由于鐵道部要求水密性試驗要進行測試5min,氣密性試驗要進行5min。加上注水時間(此過程與缸的大小有關),排水時間以及試驗的穩定時間,整個檢查過程至少20min。改善方法可選用更多輸入輸出點的PLC同時控制多個檢測臺位,監控界面增加多個窗口,各個臺位檢測流程相互獨立,互不干擾。
5.2 衰減問題
水密性試驗和氣密性試驗在打壓后關閉閥門時,壓力值隨著時間的推移會緩慢的下降,其壓力曲線如圖5所示。由于完全等待水壓或者氣壓趨于平穩所需要的時間很長,設計時采用了截取某個時間進行檢測將其壓力曲線下降斜率進行監控。如果在特定的時間內超過下降的斜率,就對系統進行報警,提示用戶發生漏泄。
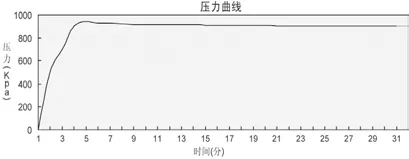
圖5 壓力的穩定曲線圖
6 結論
利用風缸壓力檢測系統,在保證風缸質量的前提下,提高了風缸檢測效率。很好地避免了傳統檢測的不準確,效率低下等問題。由于全過程實現了自動控制,界面形象簡潔,操作簡單,只需經過簡單培訓,便可以操作,節省了人力資源,提高了生產的經濟性。
[1]吳作明.工控組態軟件與PLC應用技術[M].北京:北京航空航天大學出版社,2007.
[2]SIEMENS.STEP7 編程實例.北京:西門子(中國)有限公司, 2000.
[3]陳宇.可編程控制器基礎及編程技巧[M].廣州:華南理工大學出版社,2003.
[4]張萬忠等.電器與PLC控制技術[M].北京:化學工業出版社,2003.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
