自孕育劑參數(shù)對自孕育鑄造法制備AM60鎂合金半固態(tài)漿料的影響(Ⅱ)
2010-09-26 12:45:48李元東曲俊峰
中國有色金屬學(xué)報 2010年11期
李元東, 楊 建 馬 穎, 曲俊峰 張 鵬
(1. 蘭州理工大學(xué) 甘肅省有色金屬新材料省部共建國家重點實驗室,蘭州 730050;2. 蘭州理工大學(xué) 有色金屬合金及加工教育部重點實驗室,蘭州 730050)
自孕育劑參數(shù)對自孕育鑄造法制備AM60鎂合金半固態(tài)漿料的影響(Ⅱ)
李元東1,2, 楊 建1, 馬 穎1,2, 曲俊峰1, 張 鵬1
(1. 蘭州理工大學(xué) 甘肅省有色金屬新材料省部共建國家重點實驗室,蘭州 730050;2. 蘭州理工大學(xué) 有色金屬合金及加工教育部重點實驗室,蘭州 730050)
采用加入與母合金液具有相同成分的自孕育劑方法,研究孕育劑參數(shù)(孕育劑加入方式、孕育劑尺寸、孕育劑加入量和孕育劑組織)對AM60鎂合金組織細(xì)化的影響。結(jié)果表明:加入自孕育劑后,熔體經(jīng)導(dǎo)流器澆注到鑄型中,可以明顯細(xì)化AM60鎂合金的組織。當(dāng)孕育劑加入量為11%(質(zhì)量分?jǐn)?shù))時,效果最好,平均晶粒尺寸僅為43.4 μm,且分布均勻。孕育劑的原始組織對合金凝固組織有明顯的影響,孕育劑本身的組織越細(xì)小,合金凝固組織越細(xì)小。孕育劑的加入使合金液中形成大的能量起伏和成分起伏,在合金凝固過程中起到吸熱、形核、促進凝固和阻止二次相連續(xù)長大的作用,有助于形成細(xì)晶組織。
AM60鎂合金;孕育劑;自孕育法;組織細(xì)化;半固態(tài)
在半固態(tài)發(fā)展初期,人們一致認(rèn)為必須將液態(tài)金屬冷卻到兩相區(qū),形成樹枝晶,然后,通過機械或電磁攪拌將樹枝晶剪切、打碎來生產(chǎn)半固態(tài)漿料[1?2]。近期的研究工作發(fā)現(xiàn),不需要通過打碎樹枝晶來獲得球形α相的半固態(tài)組織。相反,如果熔體的溫度適合產(chǎn)生很多晶核,并且超過一定的溫度晶核不會生長也不會溶于液態(tài),就可以利用直接從熔體中獲得半固態(tài)結(jié)構(gòu)的方法來生產(chǎn)漿料[3]。隨后,國內(nèi)外學(xué)者相繼開發(fā)出了新型的無攪動制漿技術(shù),如SRC[4]、CRP[5]、NRC[6]、CDS[7]、傾斜冷卻板(管)法[8?12]、SEED[13]和Sibloy法[14]。與攪拌法相比,這些方法更加簡捷、靈活,符合成本效益的要求。
作者在多年研究后,提出自孕育法的概念(Self-inoculation method,簡稱SIM法)[15]。此方法中,加入的孕育劑為與母合金液具有相同成分的自孕育劑,不要特別加工。導(dǎo)流器可以起到傾斜冷卻板的作用,破碎枝晶,促進熔體形核并抑制其長大,從而得到理想的組織。自孕育法技術(shù)工藝簡單,生產(chǎn)成本低,適合各種合金,可以成形復(fù)雜鑄件,還可以直接與冷室壓鑄機相連進行半固態(tài)成形,而不需要安裝其他特殊裝置。
影響自孕育法鑄造過程及組織的主要因素有熔體溫度、孕育劑、導(dǎo)流器和模具等。作者以前主要研究了澆注溫度對自孕育鑄造法制備AM60鎂合金半固態(tài)漿料的影響[16],在此,研究孕育劑加入方式、尺寸、加入量、組織對采用自孕育鑄造法制備AM60鎂合金半固態(tài)漿料的影響。
1 實驗
本實驗采用商用AM60鎂合金鑄錠,其液相線溫度為618 ℃,共晶溫度為433 ℃,其成分如表1所列。將AM60鎂合金錠料在井式坩鍋電阻爐中熔煉,待金屬全部熔化后,開始測溫。當(dāng)熔體溫度達到720 ~ 725℃后,用1.5%~2.0% C2Cl6進行精煉除氣,調(diào)整金屬液溫度到710~720 ℃時直接澆注到3種不同的金屬型模具中,自然冷卻后制備出d70 mm×150 mm、d45 mm×150 mm、d15 mm×150 mm鑄錠,然后將每組鑄錠都相應(yīng)加工成10 mm×10 mm×10 mm和5 mm×5 mm×5 mm的金屬塊作為孕育劑待用。

表1 AM60化學(xué)成分Table 1 Chemical compositions of AM60 alloy(mass fraction,%)
同前熔煉方法,調(diào)整熔體溫度為650 ℃,實驗分為4組:
1) 孕育劑加入方式分為直接加入到金屬液中(M1)和將孕育劑均勻置于澆口杯內(nèi)的過濾網(wǎng)上(M2)(見圖1);
2) 孕育劑尺寸分別為5 mm×5 mm×5 mm (S1)和10 mm×10 mm×10 mm (S2);
3) 孕育劑加入量分別為熔體質(zhì)量的(質(zhì)量分?jǐn)?shù)) 5%、7%、9%、11%、13%;
4) 將前面澆鑄不同直徑孕育劑鑄錠分為3種,(SI-1)、(SI-2) 和(SI-3)(見表2)。
加入不同組織的孕育劑到同種成分AM60鎂合金的熔體中,所有實驗都澆鑄成d15 mm×150 mm的試樣,實驗條件參數(shù)如表3所列,實驗流程如圖2所示。

圖1 不同方式加入孕育劑的澆注示意圖Fig.1 Schematic diagrams of adding methods of inoculant: (a) Adding into melt (M1); (b) Adding into filter (M2) (1—Mould; 2, 5—melt; 3—Cooling channel; 4—Pouring cup; 6—Crucible; 7—Inoculant)

圖2 實驗流程圖Fig.2 Experimental flow chart for this work
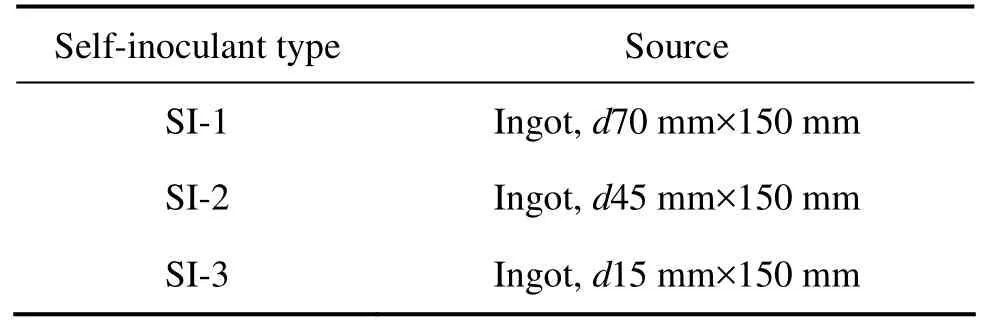
表2 孕育劑類型Table 2 Self-inoculant types

表3 實驗參數(shù)Table 3 Experimental parameters
制樣、固溶處理后采用Image Pro軟件測定各晶粒尺寸與分布,用MEF?3光學(xué)顯微鏡觀察其組織形貌。
2 實驗結(jié)果
2.1 孕育劑的加入方式對坯料組織的影響
孕育劑的加入方式直接影響孕育劑在熔體中的均勻性和熔體的冷卻速率。實驗中采用2種方式加入,一種是將孕育劑加入到盛載金屬熔體的坩鍋中(見圖1(a)),另一種是將孕育劑均勻置于澆口杯內(nèi)的鋼絲網(wǎng)上,然后將金屬熔體進行澆注(見圖1(b)),其他參數(shù)相同,即孕育劑尺寸為5 mm×5 mm×5 mm,孕育劑加入量為5%,孕育劑組織為SI-3。
圖3所示為不同孕育劑加入方式下澆注試樣的鑄態(tài)組織。其中:圖3(a)所示的為第1種加入方式,圖3(b)所示的為第2種加入方式。圖3(a)中沒有出現(xiàn)明顯的樹枝晶,晶粒呈不規(guī)則的多邊形;而在圖3(b)中,可以看到樹枝晶但是枝晶臂較細(xì),且相互連接構(gòu)成網(wǎng)狀。固溶處理后測得對應(yīng)晶粒的等積圓平均直徑分別為62.2 μm和73.1 μm。
當(dāng)孕育劑加入到金屬熔體中時,孕育劑吸收了金屬熔體的大量熱量,使熔體中產(chǎn)生大量晶核而達到快速凝固效果;合金中無枝晶形成或已經(jīng)形成細(xì)小枝晶,但無法長大。當(dāng)以第1種方式加入熔體時,孕育劑可以充分和熔體均勻混合,由于熔體的表面張力,使孕育劑可以懸浮于熔體內(nèi)部,充分激冷熔體;當(dāng)采用第2種加入方式時,加入孕育劑后金屬熔體流經(jīng)導(dǎo)流器上端的澆口杯,液面不能全部淹沒孕育劑,只有少量的孕育劑起到冷卻作用,導(dǎo)致熔體的冷卻速率小,瞬間產(chǎn)生的晶核也很少,同時熔體的溫度場不均勻,沒有接觸孕育劑的熔體溫度高,使一些初生晶核被重新熔化,失去孕育作用,晶粒尺寸較大。

圖3 不同的孕育劑加入方式下澆注坯料的鑄態(tài)組織Fig.3 Microstructures of as-cast AM60 alloys by different addition methods: (a) M1; (b) M2
2.2 孕育劑尺寸對坯料組織的影響
加入的孕育劑顆粒尺寸有2種:5 mm×5 mm×5 mm和10 mm×10 mm×10 mm。其他參數(shù)相同,即孕育劑加入方式為直接加入到金屬液,孕育劑加入量為5%,孕育劑為SI-3。
圖4所示為采用顆粒尺寸為10 mm×10 mm×10 mm孕育劑制備的坯料鑄態(tài)組織。顆粒尺寸為5 mm×5 mm×5 mm孕育劑所制備坯料的鑄態(tài)組織見圖3(a)。根據(jù)固溶處理后試樣的金相照片,測得晶粒的平均等積圓平均直徑分別為62.2 μm和77.3 μm。
在自孕育法鑄造中,孕育劑的顆粒尺寸直接影響到澆注坯料的組織。理論上講,孕育劑顆粒越細(xì)小,則孕育劑表面積越大,短時間內(nèi)和熔體的接觸面積越大,熔體的冷卻速度就越大,導(dǎo)致熔體內(nèi)瞬間形核多,提高了形核率,最終成形坯料的晶粒尺寸小,晶粒分布均勻;并且,越細(xì)的顆粒加入到熔體中,孕育劑越分散,能更均勻地分布在熔體中:因此,比顆粒大的孕育劑所制得的坯料更好。但是,當(dāng)孕育劑顆粒過小時,加入到熔體中后不能懸浮于熔體中,而是漂浮于熔體表面,使大部分孕育劑不起作用。孕育劑顆粒過大,孕育劑單個質(zhì)量大,加入到熔體中,熔體的表面張力不能使孕育劑懸浮于熔體中,在重力作用下沉到熔體底部,不能使熔體均勻冷卻,同時、由于作用時間短,不能更好地冷卻熔體,熔體的冷卻速率低,導(dǎo)致組織不均勻,制備的坯料質(zhì)量差,晶粒較大。所以,實驗中最終選擇孕育劑的顆粒尺寸為5 mm×5 mm× 5 mm。

圖4 加入10 mm×10 mm×10 mm孕育劑澆注坯料的鑄態(tài)組織Fig.4 Microstructure of as-cast AM60 alloy with self-inoculant of 10 mm×10 mm×10 mm
2.3 孕育劑的加入量對坯料組織的影響
孕育劑的加入量主要影響熔體的溫度和過冷度。加入量過少不能使熔體溫度降低到液相線附近,不能形成有效的形核;加入量過大,使熔體溫度太低,流動性差,充型困難。實驗采用的孕育劑加入方式為直接加入到金屬液,孕育劑顆粒尺寸為5 mm×5 mm×5 mm,孕育劑為SI-3,調(diào)整孕育劑加入量分別為7%、9%、11%、13%。
圖5所示為加入不同量孕育劑制備的坯料鑄態(tài)組織和固溶處理后的組織。結(jié)合圖3(a)(孕育劑加入量為5%)可以看出,隨著加入量的增多,組織中主要形成了薔薇狀和塊狀晶粒,當(dāng)孕育劑占熔體質(zhì)量11%時,效果最好,晶粒細(xì)小;從固溶處理后的組織直觀看出,此時的晶粒尺寸最小且分布均勻。
加入不同量孕育劑澆注坯料的平均晶粒尺寸如圖6所示。從圖6可以看到,當(dāng)孕育劑加入量為11%時,晶粒的平均尺寸為43.4 μm,且晶粒在20~60 μm的數(shù)量占75%左右。

圖5 加入不同量孕育劑SI-3澆注坯料的鑄態(tài)組織和固溶處理后的組織Fig.5 Microstructures of as-cast (a, c, e, g)and solid-solution treated AM60 alloys (b, d, f, h) with various addition amounts of self-inoculant SI-3: (a), (b) 7%; (c), (d) 9%; (e), (f) 11%; (g), (h) 13%
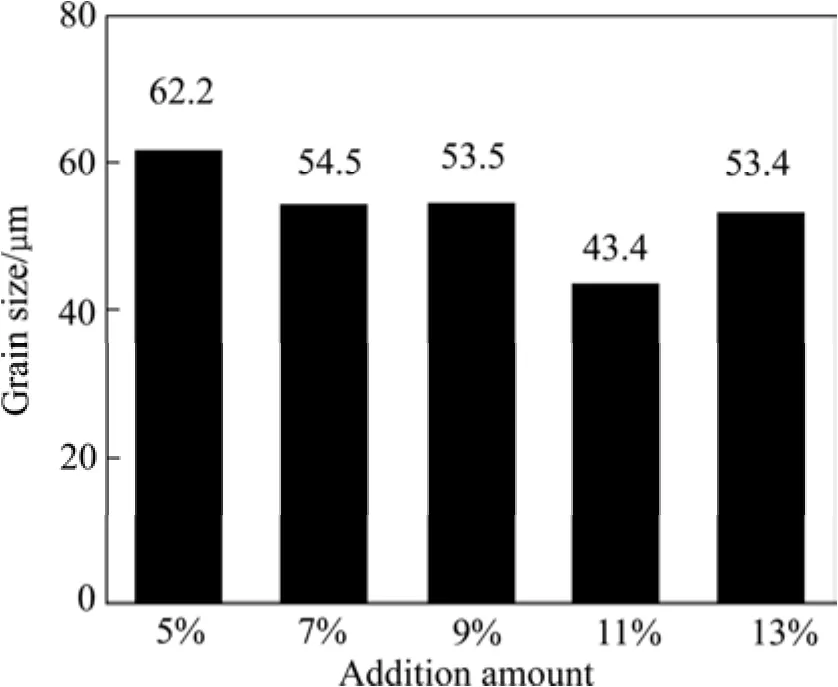
圖6 加入不同量孕育劑SI-3澆注坯料的平均晶粒尺寸Fig.6 Average grain size of AM60 alloys with various addition amounts of self-inoculant SI-3
當(dāng)孕育劑加入量小時,熔體的溫度較高,熱量散失時間較長,冷卻對晶粒長大的抑制作用較小,晶粒長大成樹枝晶的概率增加,自孕育法中導(dǎo)流器的剪切力小,不能很好地剪斷枝晶臂,從而又減小了游離晶核,使晶粒不能充分細(xì)化;當(dāng)孕育劑加入量大時,使熔體很快冷卻到液相線,縮短熔體的冷卻時間,使得冷卻對抑制晶粒長大的作用增強,晶粒不能充分長大。同時,在導(dǎo)流器壁上長大的晶粒枝晶也很細(xì)小,易被導(dǎo)流器的剪切力剪斷從而增加游離晶核,使晶核增殖,也使后期晶粒更細(xì)小、更均勻。導(dǎo)流器的主要作用是剪切斷在導(dǎo)流器壁上瞬間形成的細(xì)枝晶臂,導(dǎo)致熔體中瞬間晶核增殖。當(dāng)孕育劑量加入量過大時,如加入量為13%時,熔體溫度降低太大,影響其流動性,出現(xiàn)澆不足,大部分熔體凝固在導(dǎo)流器中,少量的熔體進入到鑄型中,由于熔體溫度低,其在坩鍋中已有大部分形核、長大,導(dǎo)流器的剪切作用對此時的熔體中的枝晶不起作用,制備的坯料晶粒反而變大。因此,孕育劑加入量選擇11%為宜。
2.4 不同組織的孕育劑對鑄態(tài)組織的影響
本實驗采用自孕育方法在650 ℃澆注,孕育劑加入方式為直接加入到金屬液,孕育劑顆粒尺寸采用5 mm×5 mm×5 mm,孕育劑加入量為11%。
坯料的鑄態(tài)組織和固溶處理后的顯微組織如圖7所示。由圖7可以看出,鑄態(tài)組織中都沒有樹枝晶,但能觀察到枝晶臂斷裂的痕跡,組織都是由細(xì)小的薔薇狀晶粒組成。從固溶處理后的金相照片可以觀察到,孕育劑的組織對制備的坯料組織有很大影響。加入SI-1孕育劑制備的坯料其晶粒的平均尺寸較大,為56.8 μm,加入SI-2孕育劑制備的坯料的平均晶粒尺寸為47.4 μm,加入SI-3孕育劑制備的坯料的平均晶粒尺寸為43 μm。圖8所示為加入不同種孕育劑澆注坯料的晶粒尺寸分布。從圖8可以看出,加入孕育劑SI-1和SI-2所制得的坯料,都有尺寸為100~160 μm的晶粒存在,而在加入SI-3孕育劑所制備的坯料中沒有,可見,這種工藝下制備的坯料晶粒分布更均勻。

圖7 加入不同孕育劑制得的AM60合金的鑄態(tài)組織和固溶處理后的顯微組織Fig.7 Microstructures of as-cast (a, c) and solid-solution treated (b, d) AM60 alloys with various types of self-inoculants: (a), (b) SI-1; (c), (d) SI-2

圖8 加入不同孕育劑澆注坯料的晶粒尺寸分布Fig.8 Grain size distribution of samples with various types of self-inoculants: (a) SI-1; (b) SI-2; (c) SI-3
根據(jù)金屬的遺傳性,合金的原始組織對凝固后鑄錠的組織有明顯的影響[17]。本實驗中,不同組織的孕育劑對實驗后的組織起到了同樣的作用。孕育劑SI-1,SI-2和SI-3的錠料直徑不同,其凝固速率也不同,隨著孕育劑錠料直徑的減小,對應(yīng)的晶粒尺寸逐漸減小。因此,在加入孕育劑后,孕育劑部分熔化,使得后期成形的自孕育鑄件的組織晶粒也相應(yīng)地變小。
3 討論
自孕育鑄造法考慮了合金凝固過程中組織控制的原理:控制熱學(xué)條件、孕育處理、動態(tài)結(jié)晶,因此具有這些組織控制的共同特點。理論上,當(dāng)把2個一定成分和溫度的合金混合在一起時會發(fā)生:1) 混合后的合金經(jīng)過傳導(dǎo)和對流使熱量重新分配,最后達到熱平衡;2) 通過界面的質(zhì)量擴散達到化學(xué)平衡;3) 合金液在導(dǎo)流器內(nèi)的流動過程中發(fā)生晶粒增殖,抑制晶粒生長,防止初生相再熔化。通過控制合金凝固過程中形核與長大過程達到獲得半固態(tài)非枝晶漿料的目的。
由于孕育劑與金屬液的化學(xué)成分相同,晶體結(jié)構(gòu)也相同, 因此,與金屬液有良好的浸潤性。當(dāng)加入到過熱的金屬液中時,相當(dāng)于加入內(nèi)冷鐵,增大了合金液的過冷度,從而使合金的凝固方式發(fā)生改變,枝晶來不及長大,在導(dǎo)流器的共同作用下,網(wǎng)狀共晶組織的析出量減少而形成大量的等軸晶,甚至顆粒晶或薔薇狀晶粒。加入孕育劑后,使合金液中形成了大的能量起伏和成分起伏, 也促使細(xì)晶組織的形成。
加入的孕育劑與金屬液化學(xué)成分相同,與懸浮鑄造中冷卻劑相似。在懸浮鑄造過程中,冷卻劑在合金凝固的過程中起到吸熱、形核、促進凝固和阻止二次相的連續(xù)長大的作用, 從而細(xì)化晶粒并優(yōu)化合金的微觀組織結(jié)構(gòu)[18]。因此,孕育劑起到內(nèi)冷鐵作用,吸收合金液的熱量,加快熔體的冷卻速率,使金屬液整體產(chǎn)生一個過冷度,在此過冷度下合金液中原子集團的穩(wěn)定性得到提高。在整個合金液中,這些原子集團開始形成晶核并進一步長大;同時,激冷作用使熔體中瞬間產(chǎn)生大量晶核,增加了熔體的形核率。在孕育劑加入合金液的瞬間,孕育劑周圍熔體溫度迅速降至液相線或以下(見圖9),容易在孕育劑周圍形成一個凝固殼層。隨著孕育劑與合金液熱量的交換, 凝固殼又熔化形成原子集團,當(dāng)達到一定的過冷度后,這些原子集團就會聚合長大而形成大量的結(jié)晶核心。
DAS等[19?20]采用Monte Carlo對外力作用下凝固過程進行模擬后認(rèn)為,液體流動對合金凝固過程中初生相的形成有明顯的影響,強調(diào)金屬液內(nèi)的固相顆粒的旋轉(zhuǎn)導(dǎo)致了薔薇狀初生固相顆粒的形成,從而認(rèn)為在紊流作用下將有利于球狀晶的形成。吳樹森等[21?22]和APELIAN等[23]研究表明,液相混合過程中紊流是不可避免的,因此認(rèn)為一旦固相在液體中形核,新形成的晶核必然受到紊流的作用,傾向于生長成為球狀,并且在凝固速度保持一定的條件下,隨著液相運動速度的加快,晶粒形狀系數(shù)逐漸增大,晶粒由枝晶狀向球狀轉(zhuǎn)變;而在液相運動速度一定的條件下,凝固速度越大,晶粒形狀系數(shù)越小,晶粒傾向于成為枝晶狀。APELIAN等[23]對液相混合擴散凝固過程進行理論分析認(rèn)為,紊流作用滿足了球狀晶形成的條件。因此,本文作者認(rèn)為,加入孕育劑后,隨后引入導(dǎo)流器產(chǎn)生紊流,加速了熔體的冷卻及孕育劑和合金母液的混合,促進晶粒增殖、加強自孕育效果(二次自孕育)、抑制晶粒長大,有利于非枝晶組織的形成。

圖9 自孕育鑄造方法的原理示意圖Fig. 9 Schematic dragram of self-inoculation method
4 結(jié)論
1) 以直接加入到金屬熔體的方式加入孕育劑,然后經(jīng)導(dǎo)流器澆注到鑄型中,所獲得鑄坯的鑄態(tài)組織晶粒細(xì)小、分布均勻,制備的坯料的晶粒尺寸為62.2 μm。
2) 加入大顆料的孕育劑制備的半固態(tài)漿料組織,晶粒粗大、不均勻;而加入的小顆粒孕育劑,均勻、彌散在金屬熔體中,熔體溫度均勻,獲得的合金組織晶粒細(xì)小、均勻。
3) 隨著孕育劑加入量的增加,通過自孕育法獲得的鑄坯組織晶粒均勻、細(xì)小,呈多邊形狀,當(dāng)孕育劑加入量為11%時,效果最好,平均晶粒尺寸僅為43.4 μm,且分布均勻。
4) 孕育劑原始組織對合金凝固組織有明顯影響,孕育劑本身的組織越細(xì)小,合金凝固組織越細(xì)小。在合適的孕育劑加入方式、顆粒尺寸和加入量的條件下,加入SI-3孕育劑所獲得的半固態(tài)漿料組織的平均晶料尺寸小。
5) 孕育劑在合金凝固過程中起到吸熱、形核、促進凝固和阻止二次相的連續(xù)長大的作用,有利于非枝晶組織的形成。
REFERENCES
[1]FLEMINGS M C. Behavior of metal alloys in the semisolid state[J]. Metallurgical and Materials Transactions A, 1991, 22(5): 957?981.
[2]FAN Z. Semisolid metal processing[J]. International Materials Reviews, 2002, 47(2): 49?85.
[3]FINDON M M. Semi-solid slurry formation via liquid metal mixing[D]. Worcester : Worcester Polytechnic Institute, 2003.
[4]HELMUT K, UGGOWITZER P J. Metallurgy and processing of high-integrity light metal pressure castings[J]. Aluminium, 2007, 83(7/8): 96?97.
[5]PAN Q Y, FINDON M, APELIAN D. The continuous rheoconversion process (CRP): A novel SSM approach[C]//Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol: North American Die Casting Association, 2004.
[6]KAUFMANN H, WABUSSEG H, UGGOWITZER P J. Metallurgical and processing aspects of the NRC semi-solid casting technology[J]. Aluminum, 2000, 76(1/2): 70?75.
[7]KIMON S. The controlled diffusion solidification process: fundamentals and principles[D]. Worcester: Worcester Polytechnic Institute, 2009.
[8]TOSHIO H, KAPRANOS P. Billetss simple thixoforming process[J]. Journal of Materials processing Technology, 2002, 130/131: 581?586.
[9]XIE Shui-sheng, YANG Hao-qiang, WANG Hao. Damper cooling tube method to manufacture semisolid slurry of magnesium Alloy[C]//The 8th S2P International Conference on Semi-Solid Processing of Alloys and Composites. Limassol: North American Die Casting Association, 2004.
[10]YANG Xiao-rong, MAO Wei-min, PEI Sheng. Influence of process parameters on microstructure of semisolid A356 alloy slug cast through vertical pipe[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(1): 99?103.
[11]管仁國, 李江委, 李喜坤, 石 路, 陳禮清. AZ91D 鎂合金波浪型傾斜板振動技術(shù)觸變成形[J]. 中國有色金屬學(xué)報, 2007, 17(11): 1798?1802. GUAN Ren-guo, LI Jiang-wei, LI Xi-kun, SHI Lu, CHEN Li-qing. Thixoforming of AZ91D magnesium alloy by vibrating wavelike sloping plate process[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(11): 1798?1802.
[12]楊小容, 毛衛(wèi)民, 高 沖. 采用蛇形管通道澆注法制備半固態(tài)漿料[J]. 中國有色金屬學(xué)報, 2009, 19(5): 869?873. YANG Xiao-rong, MAO Wei-min, GAO Chong. Preparation of semi-solid feedstock by serpentine pipe pouring[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(5): 869?873.
[13]DOUTRE D, LANGLAIS J, ROY S. The SEED process for semi-solid forming[C]//Proceeding of 8th InternationalConference on Semi-solid Processing of Alloys and Composites. Limmasol: North American Die Casting Association, 2004.
[14]PAN Q Y, ARSENAULT M, APELIAN D, MAKHLOUF M M. SSM processing of AlB2grain refined Al-Si alloy[J]. Transactions of the American Foundry Society, 2004, 112: 273?287.
[15]李元東, 楊 建, 馬 穎. 自孕育半固態(tài)制漿技術(shù)的研究[J]. 特種鑄造及有色合金, 2010, 30(3): 227?230. LI Yuan-dong, YANG Jian, MA Ying. Study on self-inoculation method for semi-solid slurry preparation[J]. Special Casting & Nonferrous Alloys, 2010, 30(3): 227?230.
[16]李遠東, 楊 建, 馬 穎, 曲俊峰, 張 鵬. 澆注溫度對自孕育鑄造法制備AM60鎂合金半固態(tài)漿料的影響(Ⅰ)[J]. 中國有色金屬學(xué)報, 2010, 20(6): 1046?1052. LI Yuan-dong, YANG Jian, MA Ying, QU Jun-feng, ZHANG Peng. Effect of pouring temperature on AM60 Mg alloy semi-solid slurry prepared by self-inoculation method (Ⅰ), 2010, 20(6): 1046?1052.
[17]邊秀房, 劉相法, 馬家驥. 鑄造金屬遺傳學(xué)[M]. 濟南: 山東科學(xué)技術(shù)出版社, 1999. BIAN Xiu-fang, LIU Xiang-fa, MA Jia-ji. The heredity of casting metal[M]. Jinan: Shandong Science and Technology Press, 1999.
[18]任 政, 張興國, 房燦峰, 郝 海. 電磁一懸浮鑄造對變形鎂合金晶粒細(xì)化的影響[J]. 材料研究學(xué)報, 2007, 21(5): 491?495. REN Zheng, ZHANG Xing-guo, FANG Can-feng, HAO Hai. Effect of electromagnetic suspension casting on grain refinement for wrought magnesium alloy[J]. Chinese Journal of Materials Research, 2007, 21(5): 491?495.
[19]DAS A, JI S, FAN Z. Morphological development of solidification structures under forced fluid flow: A Monte Carlo simulation[J]. Acta Materialia, 2002, 50: 4571?4585.
[20]DAS A, FAN Z. A Monte Carlo simulation of solidification structure formation under melt shearing[J]. Materials Science and Engineering A. 2004, 365(1/2): 330?335.
[21]WU Shu-sen, WU Xue-ping, XIAO Ze-hui. A model of growth morphology for semi-solid metals[J]. Acta Materialia, 2004, 52(12): 3519?3524.
[22]吳樹森, 吳雪平, 肖澤輝, 李東南, 羅吉榮. 半固態(tài)金屬組織的形成模型及模擬[J]. 金屬學(xué)報, 2004, 40(4): 95?99. WU Shu-sen, WU Xue-ping, XIAO Ze-hui, LI Dong-nan, LUO Ji-rong. A formation model and simulation of microstructure of semi-solid metals[J]. Acta Metallurgica Sinica. 2004, 40(4): 95?99.
[23]APELIAN D, MAKHLOUF M M, SAHA D. CDS method for casting aluminum-based wrought alloy compositions: theoretical framework[J]. Materials Science Forum, 2006, 519/512: 1771?1776.
(編輯 楊 華)
Effect of inoculant parameters on AM60 Mg alloy semisolid slurry prepared by self-inoculation method (Ⅱ)
LI Yuan-dong1,2, YANG Jian1, MA Ying1,2, QU Jun-feng1, ZHANG Peng1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China; 2. Key Laboratory of Non-ferrous Metal Alloys and Processing, Ministry of Education, Lanzhou University of Technology, Lanzhou 730050, China)
The self-inoculant with the same composition as the melt of alloy was introduced into the melt. The effects of the inoculant parameters, such as addition method, particle size, addition amount and precursor microstructure, on grain refinement were investigated. The results indicate that the grain size of AM60 alloy is refined when the self-inoculant is introduced into the melt, and then the melt passes through a special cooling channel. A average grain size of 43.4 μm is gained when the addition amount of inoculants is up to 11% (mass fraction). The precursor microstructure of self-inoculants affects final solidification microstructure visibly of AM60 alloy. The smaller the microstructure of self-inoculant is, the better the final solidification microstructure is. The inoculant increases the thermal and constitutional fluctuation, and plays a role of heat absorption, nucleation, acceleration solidification during solidification of AM60 alloy, which is helpful for the formation of grain refining microstructure.
AM60 magnesium alloy; inoculant; self-inoculation method; grain refinement; semi-solid state
TG249;TG146.2
A
國家重點基礎(chǔ)研究發(fā)展計劃資助項目(2007CB613700); 甘肅省國際科技合作計劃資助項目(090WCGA894); 蘭州理工大學(xué)博士科研啟動基金資助項目(SB01200701)
2009-12-03;
2010-02-24
李元東,教授,博士;電話: 0931-2976795;E-mail: liyd_lut@163.com
1004-0609(2010)11-2178-09