精密數(shù)字控制雙絲窄間隙埋弧焊接系統(tǒng)
2010-11-14 07:59:06蔡?hào)|紅,寧海峰,賀罡等
電焊機(jī) 2010年2期
精密數(shù)字控制雙絲窄間隙埋弧焊接系統(tǒng)
蔡?hào)|紅,寧海峰,賀 罡,李敏拓
(艾美特焊接自動(dòng)化技術(shù)(北京)有限公司,北京 102202)
介紹了AMET窄間隙雙絲埋弧焊接系統(tǒng)的基本構(gòu)成及控制方案。AMET焊接機(jī)頭的多參數(shù)可調(diào)設(shè)計(jì)理念,數(shù)字控制的全面應(yīng)用,控制系統(tǒng)的多模塊同步控制能力,精確的激光跟蹤系統(tǒng),為客戶(hù)提供了超大的工藝開(kāi)發(fā)空間和超強(qiáng)的參數(shù)穩(wěn)定性保證。通過(guò)BHW35鍋爐用鋼的縱縫窄間隙雙絲埋弧焊接試驗(yàn),以及Q235厚壁件筒體的環(huán)縫焊接試驗(yàn),證明該系統(tǒng)可以獲得性能均勻的優(yōu)質(zhì)焊接接頭。
雙絲窄間隙埋弧焊;激光跟蹤;數(shù)字控制;同步控制
1 窄間隙雙絲埋弧焊的應(yīng)用現(xiàn)狀
窄間隙雙絲埋弧焊是一種高效、高質(zhì)量、高自動(dòng)化程度的埋弧焊焊接方法。首先,窄間隙坡口尺寸較普通坡口的尺寸明顯減小,降低了接頭熔敷金屬的填充總量;其次,雙絲的引入減少了焊接道次,提高了焊接效率。通過(guò)前后絲焊接參數(shù)的合理調(diào)整,能夠在較寬的范圍內(nèi)控制焊接能量的輸入,滿(mǎn)足不同使用條件下的性能要求。雖然窄間隙雙絲埋弧焊具有以上優(yōu)點(diǎn),但是該工藝并沒(méi)有在生產(chǎn)中得到廣泛的應(yīng)用,大部分場(chǎng)合的焊接還是采用單絲埋弧。從焊接系統(tǒng)的角度著眼分析,主要存在以下問(wèn)題:
(1)目前應(yīng)用的焊接機(jī)頭設(shè)計(jì)上存在明顯缺陷,調(diào)節(jié)不方便。如焊絲擺角、前后槍之間的夾角等重要參數(shù)被設(shè)計(jì)為固定值,制約了該焊接工藝的應(yīng)用。
(2)系統(tǒng)協(xié)調(diào)能力差,對(duì)故障的響應(yīng)速度慢。對(duì)兩個(gè)電弧的偏置、相位、頻率等參數(shù)沒(méi)有能力進(jìn)行精確控制,電弧之間的干擾很強(qiáng)烈,焊接時(shí)電弧和熔池的穩(wěn)定性差。
(3)跟蹤方式粗糙,不具備精確控制和實(shí)時(shí)干預(yù)能力。當(dāng)前大部分系統(tǒng)使用機(jī)械跟蹤,這種模式可調(diào)性差,焊接過(guò)程中即使發(fā)現(xiàn)問(wèn)題也不能迅速進(jìn)行調(diào)整。
(4)對(duì)輔助部件沒(méi)有進(jìn)行專(zhuān)業(yè)的考慮,比如操作機(jī)剛度差、滾輪架轉(zhuǎn)動(dòng)不穩(wěn)定、焊劑系統(tǒng)缺陷等,系統(tǒng)運(yùn)行穩(wěn)定性無(wú)法保證。
AMET公司經(jīng)過(guò)深入分析,針對(duì)窄間隙雙絲埋弧的實(shí)際工藝狀況和當(dāng)前存在的問(wèn)題,設(shè)計(jì)了窄間隙埋弧焊接控制系統(tǒng)和窄間隙單雙絲多用機(jī)頭。
2 AMET的解決方案
艾美特的窄間隙雙絲埋弧系統(tǒng)主要由:操作機(jī)、焊接機(jī)頭、控制系統(tǒng)、激光跟蹤系統(tǒng)、滾輪架、林肯焊接電源及送絲機(jī)構(gòu)、焊劑輸送回收系統(tǒng)八部分組成。系統(tǒng)示意如圖1所示。該系統(tǒng)可實(shí)現(xiàn)3000mm長(zhǎng)直縫和直徑φ 300~φ 3 000 mm環(huán)縫的焊接,并且支持單/雙絲焊接工藝之間的任意切換。

圖1 AMET窄間隙雙絲埋弧焊接系統(tǒng)模型
2.1 雙絲窄間隙機(jī)頭
焊接機(jī)頭是窄間隙雙絲埋弧焊系統(tǒng)的關(guān)鍵技術(shù)之一,窄間隙坡口的寬度較小,坡口底部寬度一般不超過(guò)20 mm,從而要求焊槍厚度較薄,動(dòng)作靈敏、準(zhǔn)確。AMET焊接機(jī)頭示意如圖2所示,該機(jī)頭的最大可焊坡口深度為400 mm。機(jī)頭主要組成部分為:前槍、后槍、焊劑輸送機(jī)構(gòu)、焊劑回收機(jī)構(gòu)、焊劑料斗、激光跟蹤頭、送絲機(jī)。
2.1.1 獨(dú)特的槍體保護(hù)層
窄間隙坡口深而窄,焊接時(shí)焊槍的大部分需要伸入坡口中工作,槍體與坡口側(cè)壁間的距離最近處達(dá)到3 mm。如果焊槍表面不進(jìn)行絕緣處理,就極有可能在導(dǎo)電顆粒的作用下與坡口側(cè)壁之間打火起弧,破壞坡口,甚至燒毀焊槍。AMET的窄間隙埋弧焊槍采用三層保護(hù)處理,實(shí)現(xiàn)對(duì)焊槍的絕對(duì)保護(hù)。
2.1.2 優(yōu)良的導(dǎo)電性設(shè)計(jì)
焊槍具有良好的導(dǎo)電性和導(dǎo)電均勻性,是焊接電弧穩(wěn)定燃燒的前提。槍體材料本身要求具有良好的導(dǎo)電性、耐磨性和強(qiáng)度。AMET的焊槍采用特殊的銅合金制成,導(dǎo)電能力優(yōu)良,整體剛度大,工作時(shí)不產(chǎn)生自由形變。導(dǎo)電嘴采取分瓣、加長(zhǎng)設(shè)計(jì)的理念,實(shí)現(xiàn)導(dǎo)電嘴與焊絲之間大面積的緊密接觸,保證導(dǎo)電的穩(wěn)定性。
2.1.3 下槍體擺動(dòng)設(shè)計(jì)
窄間隙坡口的加工角度較小,雙邊角度3°~6°,坡口側(cè)壁幾乎與底部垂直,為了保證側(cè)壁能夠良好熔合,就要求焊接電弧稍偏向坡口側(cè)壁焊接。AMET的每支焊槍均設(shè)計(jì)為上下兩個(gè)槍體,焊接過(guò)程中上槍體固定,而下槍體可以沿上槍體上的銷(xiāo)軸擺動(dòng),實(shí)現(xiàn)焊接電弧向側(cè)壁的偏轉(zhuǎn)。實(shí)際焊接時(shí),坡口沒(méi)有統(tǒng)一的尺寸和角度,因此工藝中對(duì)焊絲擺角也可能存在不同的要求。基于此,AMET焊槍下槍體的擺角可以在±10°內(nèi)任意調(diào)節(jié),擺角可以在焊接程序中設(shè)定并在焊接過(guò)程中實(shí)時(shí)可調(diào)。在某些工藝條件下,為了獲得較寬的焊縫,往往希望兩個(gè)焊槍叉開(kāi)一定角度進(jìn)行焊接,比如前槍無(wú)擺角、后槍向左或向右擺動(dòng)若干角度。AMET前后兩支焊槍的擺角可分別編程控制,為焊接工藝人員提供較大的工藝設(shè)計(jì)空間。
2.1.4 絲間距的可調(diào)性設(shè)計(jì)
兩個(gè)焊絲之間的距離對(duì)電弧之間干擾強(qiáng)度、熔池穩(wěn)定性、熔池形狀、熔池的存留時(shí)間等影響較大。對(duì)于共熔池雙絲埋弧焊,焊絲間距一般為15~25 mm。AMET窄間隙埋弧焊槍的前后焊槍間距可以通過(guò)調(diào)距螺桿在5~50 mm內(nèi)任意調(diào)整。
2.1.5 槍間夾角的設(shè)計(jì)
兩個(gè)焊槍之間的夾角會(huì)影響兩個(gè)電弧對(duì)焊接熔池的作用力,電弧對(duì)母材的熱輸入以及電弧之間的電磁作用力強(qiáng)弱。為此AMET對(duì)兩槍夾角進(jìn)行了可調(diào)性設(shè)計(jì),調(diào)整范圍15°~30°。

圖2 焊接機(jī)頭
2.2 精確控制
2.2.1 協(xié)調(diào)控制和快速的響應(yīng)能力
基于循環(huán)控制和檢測(cè)技術(shù)的傳統(tǒng)計(jì)算機(jī)控制模式如圖3所示。傳統(tǒng)的計(jì)算機(jī)控制模式是在循環(huán)對(duì)外設(shè)和傳感器進(jìn)行控制和監(jiān)視時(shí),即當(dāng)它對(duì)某一個(gè)外設(shè)和傳感器進(jìn)行通信時(shí),其他的外設(shè)和傳感器處于非受控狀態(tài)。
AMET的控制與此截然不同。AMET采用分布式控制模式和同一時(shí)鐘平臺(tái)的同步控制技術(shù),控制器的動(dòng)作指令都是在統(tǒng)一的時(shí)間平臺(tái)上發(fā)出的,可以保證所有受控外設(shè)的同步性,以及相對(duì)關(guān)系的連續(xù)性、穩(wěn)定性。AMET提供數(shù)字化控制手段,對(duì)焊接過(guò)程中的受控參數(shù)進(jìn)行精確的實(shí)時(shí)過(guò)程控制。監(jiān)控和記錄焊接電流、送絲速度、焊縫跟蹤和焊槍定位、焊絲角度、自動(dòng)換層或焊道,為焊接過(guò)程提供實(shí)時(shí)的質(zhì)量保證。
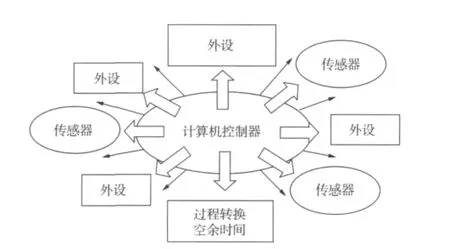
圖3 傳統(tǒng)計(jì)算機(jī)控制模型
2.2.2 對(duì)電弧的精確控制能力
XM控制器對(duì)林肯電源的控制模型如圖4所示。AMET與LINCOLN合作采用多處理器同步控制技術(shù)和ARC-LINK數(shù)字化通信技術(shù),控制系統(tǒng)在同一時(shí)鐘平臺(tái)上對(duì)每臺(tái)焊接電源進(jìn)行控制,準(zhǔn)確控制每臺(tái)電源在任意時(shí)刻輸出電流的大小、頻率、相位、波形等參數(shù)。嚴(yán)格保證電弧間電參數(shù)的相對(duì)穩(wěn)定性,明顯減輕了電弧間的干擾。
兩個(gè)電弧可以在控制器中分別編程控制,AMET支持兩個(gè)電弧具有不同的電流極性、電流相位、直流補(bǔ)償?shù)入妳?shù)。XM控制系統(tǒng)還支持多段焊接程序連續(xù)焊接,工藝人員可以分別對(duì)每段程序的焊接時(shí)間、電弧極性、電流大小、焊接速度、焊槍擺角等進(jìn)行設(shè)置。焊接程序的編程界面如圖5所示。

圖4 XM與林肯電源的連接模式
2.2.3 焊接過(guò)程的監(jiān)控與數(shù)據(jù)采集
為了增加系統(tǒng)在焊接工藝故障排查方面的能力,方便工藝人員分析焊接工藝,AMET系統(tǒng)在實(shí)時(shí)監(jiān)測(cè)系統(tǒng)各個(gè)參數(shù)的同時(shí),還支持參數(shù)實(shí)時(shí)記錄功能。數(shù)據(jù)可以被實(shí)時(shí)分析,獲得諸如:焊接電流的脈沖特性和交流波形狀態(tài),以及它們的執(zhí)行質(zhì)量;電弧電壓的連續(xù)性;焊槍位置和速度的執(zhí)行質(zhì)量;統(tǒng)計(jì)各種參數(shù)實(shí)際執(zhí)行的最大值、最小值、平均值,判斷它們與設(shè)定值的偏差超差報(bào)警,并記錄位置、持續(xù)時(shí)間。圖6是某段焊接過(guò)程中記錄的電弧電壓在各時(shí)刻的即時(shí)值。

圖5 焊接程序編程界面
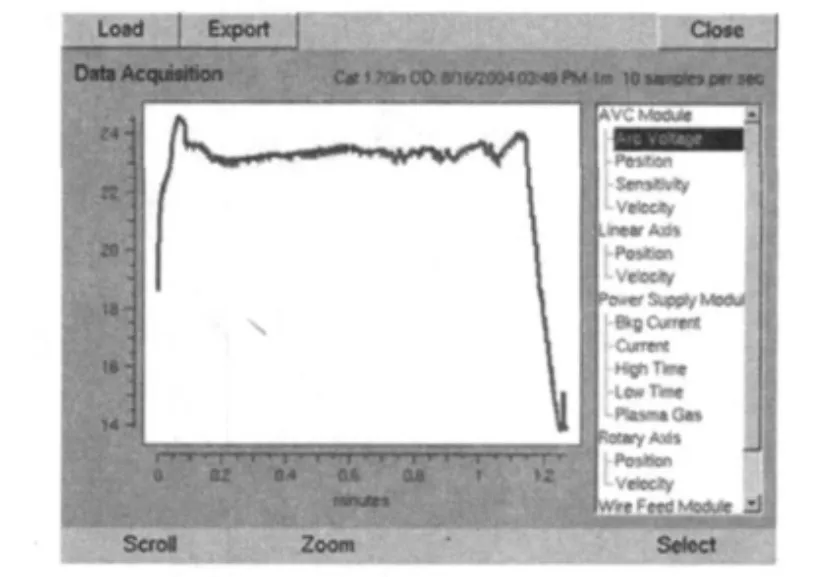
圖6 焊接電壓的實(shí)時(shí)記錄
2.3 先進(jìn)的激光跟蹤系統(tǒng)
降服了天南星妖,天君念我有功,準(zhǔn)許我重回天界。我懇請(qǐng)?zhí)炀馊ノ覒?zhàn)神一職,我要去天涯海角,召回墨顏散落的魂靈。
窄間隙坡口的特點(diǎn)是窄而深,在工藝上均要求進(jìn)行多層多道焊接,那么在如此狹窄的空間進(jìn)行連續(xù)的焊接操作就需要有跟蹤機(jī)構(gòu)作為系統(tǒng)的眼睛,引導(dǎo)焊槍在預(yù)定方向運(yùn)動(dòng)并實(shí)現(xiàn)預(yù)期的動(dòng)作。AMET焊接系統(tǒng)中采用激光跟蹤模式,其最大優(yōu)勢(shì)就在于它能被編程控制,在焊接過(guò)程中可以隨時(shí)調(diào)整相關(guān)參數(shù)。XM控制系統(tǒng)與META激光跟蹤系統(tǒng)的連接模式如圖7所示。采用激光掃描焊縫,提供實(shí)時(shí)焊縫坡口截面的圖像,快速提供給控制系統(tǒng)準(zhǔn)確信息,實(shí)現(xiàn)焊槍的自動(dòng)定位,實(shí)時(shí)焊縫跟蹤和焊道自動(dòng)切換。另外,傳感及控制系統(tǒng)的高度集成使得整個(gè)系統(tǒng)更加可靠和易于操作。
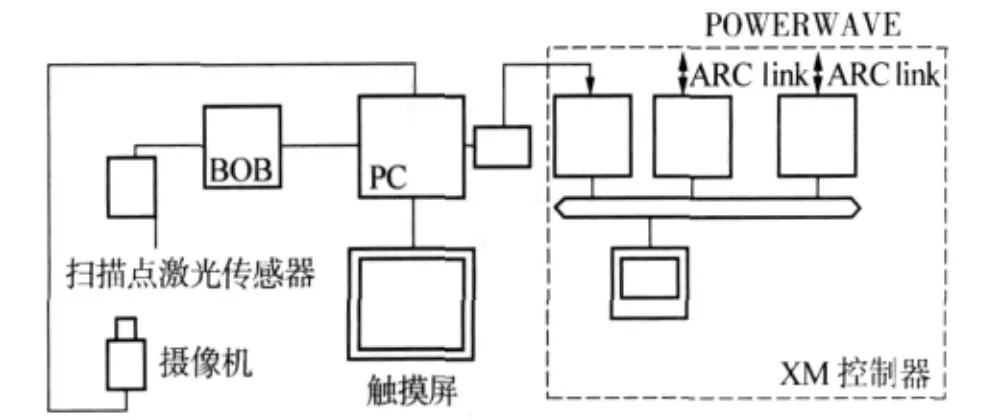
圖7 Amet Meta多層多道焊系統(tǒng)結(jié)構(gòu)
2.3.1 激光跟蹤主要編程參數(shù)
(1)焊縫類(lèi)型:直縫或環(huán)縫;(2)坡口類(lèi)型:窄間隙或其他類(lèi)型坡口;(3)跟蹤模式:跟蹤模式、只做高度跟蹤模式、重復(fù)內(nèi)存模式;(4)側(cè)壁偏置距離:設(shè)定焊絲外端面距坡口側(cè)壁的距離;(5)填充方案:預(yù)定焊接層數(shù)、每層的焊接道次;(6)前視距離:設(shè)定激光測(cè)試點(diǎn)與熔池之間的距離(僅用于直縫焊接)。
2.3.2 激光跟蹤與側(cè)壁偏置距離
側(cè)壁偏置距離是指焊絲靠近坡口側(cè)壁的端點(diǎn)到坡口側(cè)壁的距離,一般控制為3~5 mm。該距離的大小直接影響坡口側(cè)壁的熔合質(zhì)量,距離過(guò)大會(huì)造成側(cè)壁未熔合或熔合處夾渣,距離過(guò)小會(huì)產(chǎn)生咬邊。在AMET的窄間隙雙絲埋弧焊接系統(tǒng)中,該距離由激光跟蹤系統(tǒng)來(lái)保證,焊接開(kāi)始前在程序中設(shè)定該距離的數(shù)值,焊接開(kāi)始后激光跟蹤系統(tǒng)會(huì)通過(guò)掃描坡口尺寸對(duì)該距離進(jìn)行實(shí)時(shí)跟蹤以保證穩(wěn)定。
2.3.3 激光跟蹤與焊道切換
在窄間隙焊接過(guò)程均采用多層多道焊工藝,如果在每道焊接結(jié)束后,下一道焊接前都要進(jìn)行重新設(shè)定焊槍位置,將會(huì)降低焊接效率,而且不利于保證側(cè)壁的熔合質(zhì)量。在AMET的焊接系統(tǒng)中,只要在焊接程序中設(shè)定焊接層數(shù)和每層的焊接道次,系統(tǒng)將會(huì)在每道焊接結(jié)束后自動(dòng)切換到下一道進(jìn)行焊接,新焊道中焊槍的位置將由激光跟蹤系統(tǒng)自動(dòng)確定。
2.3.4 激光跟蹤與焊接速度調(diào)整
環(huán)縫焊接時(shí),焊接的有效直徑會(huì)隨焊接道次的增加而逐漸變化,要想實(shí)現(xiàn)連續(xù)不停的自動(dòng)化焊接,焊接系統(tǒng)需要實(shí)時(shí)測(cè)知工件的有效焊接直徑,并改變工件轉(zhuǎn)動(dòng)角速度,保證焊接速度的恒定。AMET焊接系統(tǒng)中,激光跟蹤會(huì)在每道焊接結(jié)束時(shí)給出工件的平均有效焊接直徑,并反饋給XM控制器,控制器將會(huì)通過(guò)調(diào)整滾輪架的轉(zhuǎn)速實(shí)現(xiàn)對(duì)焊接速度的調(diào)整。
2.4.1 操作機(jī)
為了保證系統(tǒng)的剛性和重心定位精度,AMET設(shè)計(jì)的操作機(jī)的主要運(yùn)動(dòng)單元采用伺服電機(jī)、精密減速機(jī)和伺服級(jí)的直線(xiàn)運(yùn)動(dòng)導(dǎo)軌,其橫梁伸縮運(yùn)動(dòng)作為編程焊接軸受控于控制系統(tǒng)。
2.4.2 滾輪架
滾輪架采用交流伺服電機(jī)和編碼器閉環(huán)反饋機(jī)構(gòu)獲得精確的環(huán)縫焊接速度和焊接位置控制能力,對(duì)焊接速度的調(diào)整有很快的響應(yīng)能力。采用高耐沖擊定制減速機(jī),提供至少3倍于常用減速機(jī)的承載能力和瞬間抗沖擊能力。
2.4.3 焊劑輸送與回收系統(tǒng)
窄間隙埋弧焊要求重復(fù)使用的焊劑具有較高的干凈度,如果不能清除其間夾雜的鐵磁顆粒,很容易在焊接過(guò)程中造成導(dǎo)電嘴與坡口側(cè)壁之間打火,或造成焊縫與側(cè)壁熔合質(zhì)量變差產(chǎn)生缺陷。AMET窄間隙雙絲埋弧焊系統(tǒng)中采用雙送料系統(tǒng)通過(guò)控制新舊焊劑的輸送來(lái)避免此問(wèn)題的發(fā)生。
3 焊接實(shí)例
3.1 BHW35鍋爐鋼直縫焊接試驗(yàn)
3.1.1 試件接頭形式
工件的坡口加工形式如圖8所示,試件厚度145mm,窄間隙坡口深130mm,坡口單邊角度1.5°。

圖8 試件坡口形式
3.1.2 焊接材料
焊絲型號(hào)H08Mn2MoA,φ 4.0mm;焊劑型號(hào)SJ101。
3.1.3 焊接工藝
埋弧焊前工件背面采用焊條電弧焊封底。正面窄間隙坡口采用埋弧焊填充蓋面,第一層采用單絲直流反接打底,焊接電流550 A,焊接電壓30 V,焊接速度600mm/min,其余各層采用雙絲埋弧焊接,每層兩道[1]。焊后進(jìn)行熱處理。雙絲埋弧焊工藝見(jiàn)表1。焊縫橫斷面的宏觀照片如圖9所示,照片顯示焊縫熔合線(xiàn)自上而下非常均勻,且焊縫邊緣熔合良好。
3.1.4 接頭性能試驗(yàn)
(1)焊縫金屬化學(xué)成分。
焊縫金屬由面層到底層的四個(gè)位置的化學(xué)成分如表2所示。由表2可知,面層和中間層的化學(xué)成分十分均勻,底層由于采用焊條電弧焊焊接,化學(xué)成分與中間層和面層稍有不同。
(2)全焊縫力學(xué)性能。
分別在焊縫在厚度方向自上而下的三個(gè)位置取全焊縫拉伸試樣,編號(hào)依次為CHL1,CHL2,CHL3。每個(gè)位置取試樣兩件,分別進(jìn)行高溫拉伸和常溫拉伸。拉伸試驗(yàn)結(jié)果如表3所示。

圖9 焊縫橫斷面

表1 縱縫窄間隙雙絲埋弧焊工藝

表2 焊縫金屬化學(xué)成分 %

表3 全焊縫拉伸試驗(yàn)結(jié)果
(3)接頭橫向拉伸。
將焊縫在厚度方向均分為10層進(jìn)行橫向拉伸試驗(yàn),結(jié)果如表4所示。試件的破壞位置有的在焊縫上,有的在焊縫外,說(shuō)明焊縫與母材的強(qiáng)度匹配合理。另外在厚度方向上還分別截取了3個(gè)試件做高溫拉伸試驗(yàn),自面層到底層的編號(hào)依次是GJL1,GJL2,GJL3。接頭的高溫拉伸試驗(yàn)結(jié)果如表5所示。
(4)缺口沖擊試驗(yàn)。
分別在焊縫厚度方向的面層、中間層、底層每個(gè)位置截取6個(gè)試樣,其中3個(gè)缺口開(kāi)在焊縫、另外3個(gè)開(kāi)在熱影響區(qū)。結(jié)果如表6所示。
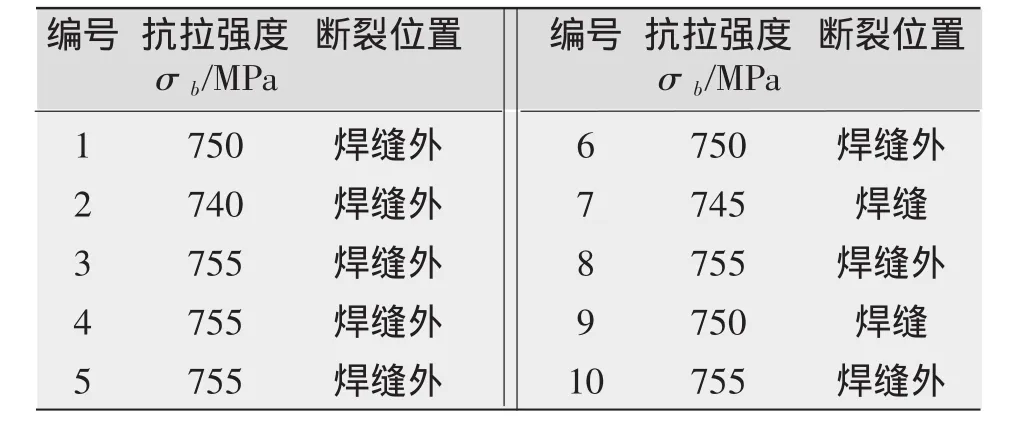
表4 接頭橫向拉伸試驗(yàn)結(jié)果

表5 接頭熱拉伸試驗(yàn)

表6 沖擊試驗(yàn)結(jié)果(20℃)
3.2 環(huán)縫焊接
環(huán)縫的焊接能夠顯示出窄間隙雙絲埋弧焊系統(tǒng)高度自動(dòng)化的優(yōu)勢(shì)。在環(huán)縫焊接時(shí),熔池在圓周上的位置對(duì)焊縫質(zhì)量影響較大。如圖10所示,在圖10a位置,焊縫外觀扁平,容易出現(xiàn)凝固裂紋,嚴(yán)重時(shí)焊縫金屬甚至沿圓周下滑,焊縫中心存在凝固裂紋(見(jiàn)圖11a)。圖10b的位置焊縫質(zhì)量最佳,焊縫表面圓滑,焊縫形貌見(jiàn)圖11b。圖10c所示位置,焊縫表面容易隆起甚至金屬有可能沿轉(zhuǎn)動(dòng)方向下淌,焊縫表面出現(xiàn)脊?fàn)钔蛊穑鐖D11c所示。

圖11 熔池在圓周上不同位置獲得的焊縫形貌
3.2.1 環(huán)縫工件的尺寸和坡口
環(huán)焊縫焊接試驗(yàn)件(材質(zhì)Q235)外徑為1000 mm,壁厚145 mm,窄間隙坡口深度135 mm。坡口的加工尺寸如圖12所示。

圖12 環(huán)縫工件坡口加工尺寸
3.2.2 焊接材料及工藝
試驗(yàn)選用焊絲H08MnA,φ 4.0 mm,焊劑SJ101。焊前將工件預(yù)熱到150℃,第一層采用單絲直流反接打底,焊接電流575 A,焊接電壓30 V,焊接速度450 mm/min。中間層和蓋面層均采用雙絲埋弧焊,工藝參數(shù)如表7所示。環(huán)縫的橫斷面照片如圖13所示。
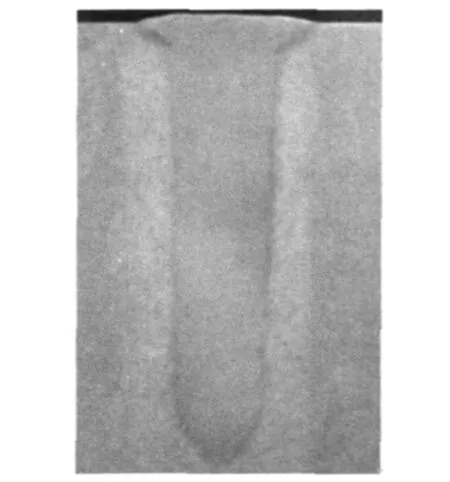
圖13 環(huán)焊縫橫斷面

表7 環(huán)縫焊接工藝參數(shù)
3 結(jié)論
AMET窄間隙雙絲埋弧焊接系統(tǒng)可以在一個(gè)控制器上實(shí)現(xiàn)所有參數(shù)和邏輯關(guān)系的設(shè)定,并且這些設(shè)定在焊接過(guò)程中實(shí)時(shí)可調(diào);實(shí)現(xiàn)多絲實(shí)時(shí)相序控制,焊接過(guò)程穩(wěn)定,電弧間干擾小;每個(gè)電弧的參數(shù)都可以根據(jù)坡口和熔覆量的需要獨(dú)立編程設(shè)置;焊接過(guò)程中的數(shù)據(jù)采集和過(guò)程監(jiān)視能力使得故障的排查與分析變得十分容易。
AMET窄間隙焊接機(jī)頭將槍擺角、焊絲間距、焊絲夾角均變?yōu)榭烧{(diào)參數(shù),焊槍具有更優(yōu)良的可操作性、更強(qiáng)的工藝兼容性。在激光跟蹤系統(tǒng)輔助下,焊槍能夠?qū)崿F(xiàn)焊槍定位、焊接、焊道切換、焊接速度校正等動(dòng)作的完全自動(dòng)化。BHW35鋼縱縫焊接試驗(yàn)和φ 1 000 mm環(huán)縫焊接試驗(yàn)充分驗(yàn)證了AMET焊接系統(tǒng)工作的穩(wěn)定性和優(yōu)越性。
[1]楊建國(guó),楊春樂(lè),王志剛,等.BHW35鋼特厚板雙絲埋弧焊工藝及接頭性能的研究[J].東方鍋爐,1993(1):22-27.生產(chǎn)經(jīng)驗(yàn)[C].上海:能源工程焊接國(guó)際論壇,2005.
[6]范長(zhǎng)信,張紅軍,周榮燦,等.超超臨界機(jī)組鍋爐用新型耐熱鋼的焊接[J].電力設(shè)備,2006,7(4):11-14.
[7] Viswanathan R,Coleman K.Boiler material for ultrasupercritical coal power plants[R].USC Materials,Quarterly report,2006.
[8] Middleton C,Metcalfe E.A review of laboratory Type IV cracking data in high chromium ferrite steels[C].London:Paper C386/027,MechE Proceedings,1990.
[9]Tabuchi M,Watanabe T,Kubo K,et al.Creep crack growth behaviour in HAZ of weldments for W containinghighCrsteel[R].Germany:ProceedingsoftheSecondInternationalHIDAConference on“advances in defect assessment in high temperature plant”,2000.
[10]潘春旭.異種鋼焊接性的研究現(xiàn)狀和進(jìn)展,能源工程焊接國(guó)際論壇[R].上海:中國(guó)機(jī)械工程學(xué)會(huì),2005.
[11]Klenk A,Buchmayr B.Data acceptability criteria and data generation:creepdataforwelds[D].Germany:UniversityofStuttgart,2005.
[12]Allen B,F(xiàn)leming A.Creep performance of similar and dissimilar E911 steel weldments for advanced high temperature plant[R].UK:Proceedings of the fifth Charles Parsons 2000 Conference on“advancematerialsfor21stcenturyturbines and power plant”,2000.
[13]Allen D A,Harvey B,Brett S J.“Fourcrack”-An investigation of the creep performance of advanced high alloy steel welds[J].International Journal of Pressure Vessels and Piping,2007,(84):104-113.
[14]Vyrostkova A,Homolova V,Pecha J,et al.Phase evolution in P92 and E911 weld metals during ageing[J].Materials Science and Engineering A,2008,(480):289-298.
[15]Allen D,Keustermans J P,Gijbels S,et al.Creep rupture and ductility of as-manufactured and service-aged nickel alloy IN617 materials and welds[J].Mater.High Temperature,2004,21(1):55-58.
[16]Viswanathan V,Purgert R,Rawls P.Coal-fired power materials[J].Advanced Materials and Processes,2008,(8):47-49
[17]Shibli A,Starr F.Some aspects of plant and research experience intheuseofnewhighstrengthmartensitic steelP91[J].International Journal of Pressure Vessels and Piping,2007,(84):114-122.
[18]Mohrmann R,Hollstein T,Westerheide R.Modelling of lowcycle fatigue behaviour of the steel E911[C].Materials for advanced power engineering 1998,Proceedings of the sixth Liege Conference,1998.
[19]朱騰輝,曾志超,何 秀.E911鋼配套焊條CHH727B的研制[A].2008年第六屆中國(guó)北方焊接學(xué)術(shù)會(huì)議論文集[C].烏魯木齊,2008:204-209.
[20]Vaillant J C,Vandenberghe B,Hahn B,et al.T/P23,24,911 and92:Newgradesforadvancedcoal-firedpower plants-Properties and experience[J].International Journal of Pressure Vessels and Piping,2008,(85):38-46.
[21]王 萍,李宜男,王守革.SA-335 P122在超超臨界鍋爐中的應(yīng)用[J].電焊機(jī),2006,36(6):56-68.
[22]邵小劍.超超臨界機(jī)組主蒸汽P92鋼的焊接[J].電焊機(jī),2008,38(1):58-62.
Tandem narrow gap SAW system with precision digital control technology
CAI Dong-hong,NING Hai-feng,HE Gang,LI Min-tuo
(AMET Welding Automation Technology(Beijing)Co.,Ltd.,Beijing 102202,China)
In this paper,the basic components and control design of AMET tandem narrow gap SAW were introduced.Flexible design on the welding head make the key parameters such as angle,distance between two wires adjustable.Synchronized control technology based on one time clock was used in this system.All these features give great chance and posibility to develop the welding process for a good and stable.Longitudinal seam in BHW35 boiler steel alloy and circumferential seam in Q235 carbon steel were practised by new NG SAW system in AMET.High quality weld joints were achieved by the testing.
tandem narrow gap SAW;laser tracking;digital control;synchronized control
TG445
A
1001-2303(2010)02-0016-06
2010-01-28
蔡?hào)|紅(1981—),男,河北唐山人,碩士,主要從事焊接系統(tǒng)開(kāi)發(fā)和焊接工藝的研究工作。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
