脊狀表面的準LIGA成形技術及其減阻試驗研究
2010-12-03 09:47:08胡海豹黃橋高宋保維
中國機械工程 2010年3期
胡海豹 黃橋高 蔣 雄 宋保維 潘 光
西北工業大學,西安,710072
0 引言
脊狀表面減阻技術通過在水下航行器表面模擬鯊魚、箭魚等魚類表皮的微觀脊狀結構來達到減小摩擦阻力的效果。在該項技術中,脊狀結構的加工成形方法是該技術能否進入工程應用的前提。目前國內外關于脊狀表面的制備方法報道較少,研究者主要是通過試驗和數值仿真的途徑來獲得脊狀結構的形狀、尺寸等因素對減阻效果的影響規律,以及探索其減阻機理[1-2]。
傳統的脊狀表面制備方法主要有機械加工法、激光微加工法、輥壓法等。機械加工法的缺點是成形的脊狀結構較為粗糙,容易形成毛刺、熔滴等缺陷,這會為減阻試驗帶來負面的影響甚至增加阻力。激光微加工法的缺點是加工效率低下,激光剝蝕材料的速度極其有限,致使加工周期很長,同時加工成本也很高,不適用于大面積的脊狀表面加工。輥壓法的缺點是容易在板材表面形成加工應力,對硬質材料的加工較為困難,加工表面缺陷較多,并且很難在回轉體表面進行加工。由于現有加工技術存在的不足,本文提出了采用準LIGA成形技術制備脊狀表面,并對制得的試驗板進行風洞減阻試驗以驗證該加工技術的可行性。
1 準LIGA成形技術制備脊狀表面
1.1 成形原理
LIGA成形技術是X光深度光刻工藝、微電鑄工藝和微復制工藝的集合,被視為微納米制造技術中最有生命力、最有前途的加工技術。但是,該技術強烈依賴于價值昂貴而稀缺的同步輻射光源,使其難以實現真正意義上的普及。為此,以激光刻蝕技術、深反應離子刻蝕技術、厚膠紫外光刻技術等取代X射線光刻的深度微加工技術相繼出現,它們與微電鑄和微復制工藝相結合,雖然不能完全達到LIGA成形技術的總體質量水平,但是也能夠實現一定程度高寬比的微結構,被統稱為準LIGA成形技術[3-4]。
我們所采用的準LIGA成形技術,其原理是用紫外線作為曝光光源以代替原有的X光,將感光膠均勻涂敷在樣板表面,通過紫外光曝光、顯影,得到所要的加工圖案,然后進行微電鑄和去膠工藝,最終得到脊狀表面,整個工藝過程如圖1所示。
1.2 準LIGA成形技術制備脊狀表面工藝
根據風洞試驗要求,試驗板選用 299mm×399mm的LY12鋁合金平板,受準LIGA成形技術制備工藝的設備條件限制,脊狀結構的有效面積為200mm×300mm(圖2),脊狀結構為矩形,其特征尺寸槽深為h,槽寬為s和槽間距為l。
準LIGA成形技術制備脊狀表面的具體工藝分為以下4步:
(1)印制感光膠。根據模型尺寸要求,繪制樣品的加工圖紙并制備菲林底片(用于隨后的曝光)。對LY12鋁合金板材表面進行除油和清洗,在洗凈后的板材上用120~150T的網板印刷感光膠,此工序在暗室中進行,以防止感光膠提前曝光而影響后期的效果。感光膠的刷涂厚度可以根據要求自行控制,一般一次刷涂厚度為30μ m左右。刷涂方式為刮板在網板表面來回刮涂,感光膠透過網板的孔滲透到板材表面。隨后放入烘箱,在80℃下烘烤10min,如果所涂的感光膠較厚,應適當延長烘烤時間,確保感光膠干透。取出后檢查感光膠表面質量,要求表面平整、無氣泡、無異樣的突起或凹陷。
(2)曝光及顯影。在印制好感光膠的板材表面貼上菲林底片,放入真空曝光設備,設備內的壓力保持在10—3Pa左右,使菲林底片與感光膠面貼緊無縫隙,以防止空氣滲入而產生散射影響曝光精度。曝光光源采用功率為1000W的鈉燈,產生波長為300~400μ m的紫外線。曝光時間根據感光膠所的曝光參數及膠層厚度而定(一般為30~90s不等)。待曝光完成后,取出樣品揭下菲林底片。將樣品放入溫度為30~32℃、碳酸納的質量分數為1%~1.2%溶液,顯影時間為60~80s。沖洗樣品表面,去除顯影后留下的感光膠,露出需要電鑄加工部位的金屬表面。接著放入120℃的熱循環風烘箱,烘烤20~25min,進一步加固感光膠與板材表面的結合力。
(3)表面活化及微電鑄。將樣品浸入組分為硫酸的質量分數為10%、鹽酸的質量分數為1%的混合液中0.5~1.0min,充分活化裸露部分的金屬表面。清水沖洗后將其立即浸入電鑄液,樣品為電極的陰極,溶液為陽極,電鑄過程中不斷攪拌電鑄液。電鑄完成后取出樣品,用清水沖洗表面,去除表面的殘留電鑄液及雜物,其工藝參數如表1所示。
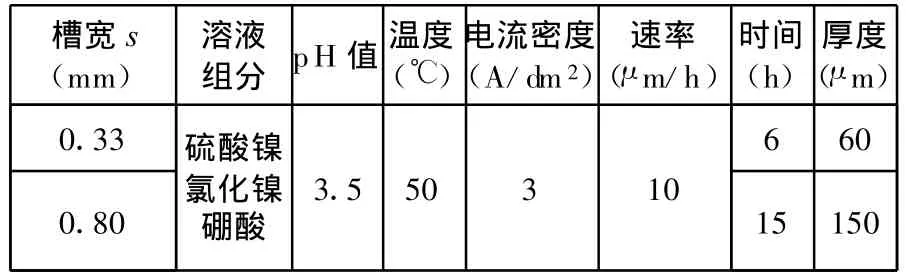
表1 微電鑄工藝參數
(4)去膠工藝。將電鑄后的樣品浸入溫度為65℃、氫氧化納的質量分數為5%的溶液中,浸泡3min左右。取出后先用清水沖洗其表面,去除表面的殘留溶液。然后用海綿蘸取少量丙酮溶液輕輕擦拭樣品表面,去除多余的感光膠,露出脊狀結構。如果仍有部分感光膠無法去除,可以反復浸入氫氧化鈉溶液中,并重復上述操作,直到表面殘留感光膠全部去除為止。
通過準LIGA成形技術制備了2塊矩形脊狀結構試驗板,脊狀結構尺寸分別為s=0.33mm、h=0.055mm 、l=0.1mm(圖 3a)和 s=0.80mm 、h=0.145mm 、l=0.2mm(圖 3b)。
1.3 脊狀表面微觀形貌分析
脊狀表面減阻效果的好壞與其微觀形貌的質量有直接關系,因此需要對試件表面的微觀形貌進行測試和分析。
特征尺寸為 s=0.33mm、h=0.055mm、l=0.1mm脊狀表面的正面微觀形貌如圖4所示。從圖4可以看出,采用準LIGA成形技術制備的脊狀結構整齊均勻,整個表面呈凹凸狀排列,凸起部分即為脊狀結構。該技術的特點是可以不損壞基體而得到脊狀結構,實現較大高寬比的矩形脊狀結構加工,且加工質量較好、工藝簡單、成本低廉、肋條與基體結合力好、可工業化大面積生產。另外,該工藝可以在回轉體表面加工脊狀結構,為脊狀表面減阻技術在水下航行器上的應用提供支持。
2 脊狀表面減阻特性風洞試驗
2.1 試驗測試儀器及測試方法
試驗在某小型吸式低速風洞中完成,風洞的布局及總體尺寸如圖5所示。氣流依次經過進口穩定段、收斂段、發展段、試驗段、彎道、流量調節閥、風機,然后由風機出口排出。試驗中通過流量調節閥的控制可以在試驗段的中心處得到0~15m/s范圍內的任意流速。試驗選用了美國TSI公司的恒溫式IFA300智能型熱線風速儀對脊狀表面湍流邊界層進行測試[5-7]。
試驗中熱線風速儀的具體安裝關系如圖6所示,坐標架置于風洞試驗段殼體上方,熱線探針桿頂端固定在坐標架上并可隨坐標架上下移動,移動精度為0.01mm,熱線探針桿末端通過風洞試驗段殼體上方預留測試孔伸入試驗段內。測量點分布在圖6所示的y方向上,跨度范圍從下壁面到中心,共50mm。風洞下壁面的試驗板(斜線部分)可調換。當研究光滑平板壁面邊界層時,試驗板為光滑平板;當研究脊狀表面邊界層時試驗板更換為脊狀結構平板。試驗中,采樣頻率取50kHz,采樣時間為60s,第一個測量點在保證不損壞熱線的前提下盡量靠近壁面,且靠近壁面的地方取點較密集,目的是能夠準確地獲取脊狀表面近壁面的流動信息,采樣點數超過30個。
2.2 試驗結果及分析
圖7~圖9分別為6m/s風速下光滑鋁板和脊狀表面湍流邊界層的時均速度、雷諾正應力、湍流度的分布曲線,其中y+、u+為量綱一處理后的壁面法向高度和法向時均速度。
對比脊狀表面與相同條件下光滑鋁板沿法線方向的流動參數分布曲線,可以發現:①脊狀表面湍流邊界層的黏性底層增厚、近壁面法向速度梯度降低以及過渡層與對數律區上移;②在湍流邊界層的大部分區域內,脊狀表面的雷諾正應力明顯小于光滑鋁板;③脊狀表面近壁區的湍流度比光滑鋁板有明顯降低,在黏性底層內尤為明顯;④比較圖7~圖9中不同特征尺寸脊狀表面湍流參數分布曲線,可以初步得出小尺寸的脊狀結構似乎有更好的減阻效果。
深入分析這些差異,我們認為脊狀結構的存在抑制了湍流的脈動,阻礙了湍流猝發過程,降低了湍流猝發的強度,提高了湍流運動的穩定性,最終導致湍流摩擦阻力的降低。
3 結論
(1)脊狀結構的存在改變了邊界層內的流場結構,抑制了湍流脈動,具有較好的減阻效果,但尺寸對脊狀結構的減阻會產生一定的影響。
(2)準LIGA成形技術制備脊狀表面是可行的,具有加工精度高、工藝簡單、成本低廉、脊狀結構與基體結合力好、可實現工業化大面積生產的優點。
(3)較小尺寸的脊狀結構具有更好的減阻效果,若想得到更小尺寸的結構,可以通過改良設備精度和優化工藝參數來實現。
[1]胡海豹,宋保維,潘光,等.回轉體表面條紋溝槽減阻水洞實驗研究[J].力學季刊,2006,27(2):267-268.
[2]宮武旗.應用小波變換以及分形理論對湍流邊界層壁面脊狀減阻機理的研究[D].西安:西安交通大學,2000.
[3]陳迪,李昌敏,章吉良,等.LIGA成形技術X光深層光刻工藝研究[J].微細加工技術,2000,2(1):66-70.
[4]李永海,丁桂甫,毛海平,等.LIGA/準LIGA成形技術微電鑄工藝研究進展[J].電子工藝技術,2005,26(1):1-6.
[5]劉占一,宋保維,胡海豹,等.脊狀表面減阻特性的風洞試驗研究[J].實驗力學,2008,23(5):469-474.
[6]潘光,黃明明,胡海豹,等.Spalding公式在脊狀表面湍壁摩擦力測量中的應用[J].力學學報,2009,41(5):15-20.
[7]Kendall A,Koochesfahani M.A Method for Estimating Wall Friction in Turbulent Boundary Layers[C]//Proceedings of 25th Aerodynamic Measurement Technology and Ground Testing Conference.San Francisco,California:the American Institute of Aeronautics and Astronautics,2006:1-6.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03