鋅-鐵合金層的磷化工藝
2010-12-28 06:55:34曾祥德
電鍍與環保 2010年1期
關鍵詞:工藝
曾祥德
(成都市新都高新電鍍環保工程研究所,四川成都 610500)
鋅-鐵合金層的磷化工藝
曾祥德
(成都市新都高新電鍍環保工程研究所,四川成都 610500)
0 前言
鋅-鐵合金鍍層不僅防護性能優于普通鍍鋅與熱浸鍍鋅層[1],而且還能提高對漆膜的結合力,具有良好的焊接加工性、抗蠕變性、易磷化性及抗蝕性[2]。鋅-鐵合金鍍層的磷化處理,能生成一種穩定的保護膜,提高涂層與基體鍍層的結合力。
1 磷化
1.1 表面調整
表面調整是常溫磷化不可缺少的重要工序。膠體鈦鹽表面調整劑的p H值8.0~9.5,對鍍層基本不溶解,適用于鋅-鐵合金的磷化。表面調整后不清洗,直接磷化,能加速磷化成膜速率。
工藝參數:膠體鈦鹽表面調整劑1~3 g/L,p H值8.0~9.5,室溫,30~60 s,表面調整液呈乳白渾濁狀態。
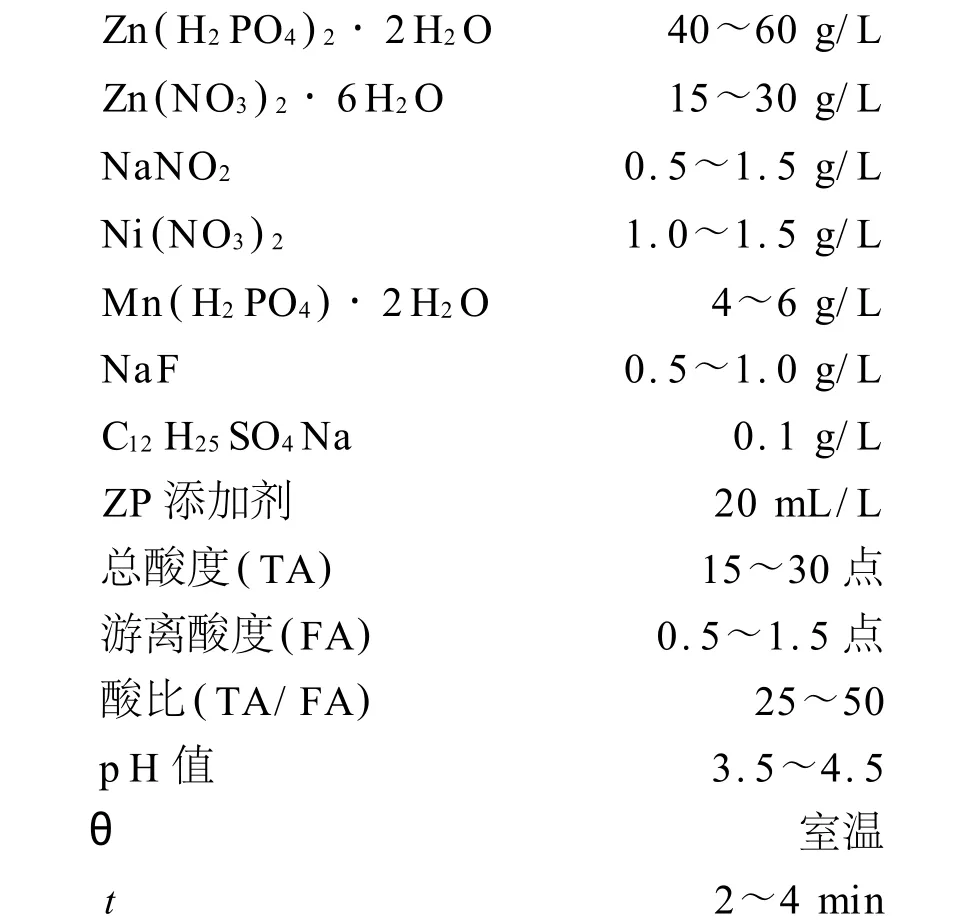
1.2 磷化液組成及工藝參數
1.3 溶液配制
(1)磷化槽洗凈后,加入2/3體積、30~40℃的熱水。
(2)依次將計量磷酸二氫鋅、硝酸鋅、硝酸鎳、亞硝酸鈉、磷酸二氫錳加入槽內,充分攪拌,使其溶解完全。
(3)在另一容器內將計量氟化鈉用熱水溶解后,攪拌中加入。
(4)將計量十二烷基硫酸鈉用少量溫水調成糊狀,加適量水加溫至沸騰5 min后,以2~3倍水稀釋后加入槽內,攪拌均勻。
(5)將計量添加劑適量稀釋后加入槽內,將水補加至所需體積,充分攪拌均勻。
(6)取樣分析,調整酸度后試生產。
1.4 酸度的調整
1.4.1 游離酸度的調整
游離酸度(FA)主要指游離的磷酸。如果高于上限(1.5點),加入碳酸鈉0.53 g/L,能降低游離酸1點;低于下限(0.5點),加入磷酸二氫鋅 5~6 g/L,游離酸度升高1點,而總酸度則升高5點左右。
1.4.2 總酸度的調整
總酸度(TA)是指溶液中磷酸鹽、硝酸鹽和酸的總和。如高于30點,可用水稀釋;低于15點,可加入硝酸鋅20~22 g/L或磷酸二氫錳40~45 g/L,總酸度升高10點。如果前者加2 g/L或后者加4 g/L,則升高5點左右[3]。
1.4.3 酸比的控制
酸比(TA/FA)是總酸度和游離酸度的比值,是磷化必須控制的主要參數。酸比小,意味著游離酸太高;反之,則意味著游離酸太低。以本工藝為例,總酸度為15~30點為標準,隨溫度變化游離酸在變,酸比在變,p H值也在變。在30℃以上,游離酸1.0~1.5 點 ,酸比 20~30,p H 值 2.8~3.0;在25~30 ℃時,游離酸0.5~1.0點,酸比 30~40,p H值3.1~3.4;在 20 ℃以下,游離酸 0.5點,酸比大于50,p H值3.5以上。這就是說,酸比隨磷化液溫度升高而變小,隨溫度降低而升高。本工藝磷化液溫度15~30℃,能保持p H值在3.5~4.5,以減少磷化液對鋅-鐵鍍層的溶解。高于或低于此溫度,酸比值均需及時調整,這是不能忽視的。
1.5 清洗
磷化后的清洗至關重要。由于磷化膜多孔,容易吸附鹽類,如果金屬鹽類清洗不凈,滲透膜孔,便會導致膜層起泡而影響磷化膜的質量。因此,工件出磷化槽后,經60℃左右的熱水清洗,將殘留孔隙中的金屬鹽洗去,再經冷水漂洗,即可清洗干凈。
1.6 鈍化封閉處理
為減少膜層孔隙率,提高磷化膜的耐蝕性,使用稀鉻酐溶液,加熱至90℃,將鈍化、封閉與干燥融為一體。工藝規范:CrO30.3 g/L,80~90℃,3~5 min。
2 影響磷化膜質量的因素
2.1 表面調整
磷化前的表面調整能縮短成膜時間,細化膜的結晶,降低磷化過程中對鋅-鐵合金鍍層的腐蝕溶解。以膠體鈦鹽作表面調整劑,效果很明顯。因膠體鈦鹽表面調整劑為弱堿性(p H值8.0~9.5),不僅對鋅-鐵鍍層基本不溶解,而且表面調整液中的鈦粒能均勻分散在溶液中,利于鍍層表面均勻沉積鈦微粒,產生活性點,易于磷化進行。p H值高時,導致膠體鈦鹽分解而失去活性;p H值低時,增加鈦微粒凝聚的可能性。此外,表面調整劑一次不宜多配,每次以10天計,每天更換10%,10天為一周期。配制的表面調整液,呈乳白混濁狀態,若為透明狀則失效。在生產中若每天不按10%更換新液,很快變成透明狀,表明已失效,必須全部更換新液。
2.2 成膜物質
基本成膜物質主要指磷酸二氫鋅、硝酸鋅和磷酸。Zn2+的質量濃度對磷化成膜過程和磷化膜結構有重要影響。提高Zn2+的質量濃度,可增加磷化反應速率,可控制在1.5~10 g/L。過高,磷化膜結晶粗大,性脆;過低,磷化速率慢,磷化膜疏松發暗。直接參與成膜,在磷化反應時轉變為,并與Zn2+在表面反應成膜。磷化液中維持一定質量濃度的H2PO-4,以保證磷化速率及磷化膜質量。可以加快磷化速率,促進合金鍍層溶解,形成致密的磷化膜,防護性能相應提高。
2.3 輔助成膜物質
輔助成膜物質主要指Ni2+,Mn2+和亞硝酸鹽等,起促進磷化反應、穩定磷化液、細化晶粒、提高磷化膜性能等作用。這些物質也稱促進劑,可以增加磷化活性點,提高成膜速率,同時細化晶粒,提高膜層耐蝕性。Mn2+可提高磷化膜硬度,降低處理溫度。與亞硝酸鹽復合使用效果更好,對膜的形成有特殊作用。NaNO2的質量濃度要控制在工藝范圍內,其質量濃度低,促進作用弱,磷化速率慢;過高,磷化速率快,影響膜層結合力,在鍍層表面形成阻礙磷化膜生長的厚鈍化層,出現彩色磷化,膜層泛黃。所以,應控制在0.5~1.5 g/L為宜。
2.4 ZP添加劑
ZP添加劑是由2個以上羧基和羧基有機酸(鹽)組成。在磷化過程中,起著減少沉淀,細化結晶,疏松垢物,加速磷化的作用。
2.5 酸度與酸比
2.5.1 游離酸度
游離酸度對磷化成膜及耐蝕性影響極大。游離酸度高,成膜速率慢,且膜層薄,磷化液的穩定性與磷化膜的質量都相應降低;游離酸度低,成膜疏松,未反應的磷化晶體將沉積在鍍層表面形成白色斑點,造成后序處理困難,同時也降低了耐蝕性。
2.5.2 總酸度
提高總酸度有助于加速磷化反應,使膜層薄而細致、均勻,磷化溫度可相應降低。總酸度高,成膜離子的質量濃度高,有助于成膜;過高,膜層薄,影響抗蝕性。總酸度低,成膜速率慢,膜粗糙且薄,耐蝕性不佳,外觀也較差。由于磷化過程中的消耗、水解,必須將總酸度調整至工藝范圍內。
2.5.3 酸比
酸比比單獨的游離酸度和總酸度更能準確地反映溶液組成對成膜過程的影響情況,使溶液的基本組成保持平衡。一般以磷化生產上常用的槽液控制方法來控制酸比。
3 結語
鋼鐵件的電鍍、磷化、涂裝組合工藝是高防護性涂裝技術發展的新方向。本文僅是拋磚引玉,望能引起業內關注,研究出更多的適用于鍍層的磷化工藝。
[1] 張昭,舒余德.電鍍 Zn-Fe合金發展現狀[J].電鍍與環保,1998,18(5):7-11.
[2] 文斯雄.鋅鈣系中溫磷化工藝[J].電鍍與環保,2003,23(4):38-39.
[3] 李建三.鍍鋅鋼板磷化工藝研究[J].電鍍與環保,2003,23(3):23-24.
TG 174
B
1000-4742(2010)01-0035-02
2009-06-10
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52