回轉窯小齒輪的補焊修復
2011-01-05 06:13:14郝文靜郭采鳳
水泥技術 2011年3期
郝文靜,郭采鳳
回轉窯小齒輪的補焊修復
Repair Welding of Pinion for Rotary Kilns
郝文靜,郭采鳳
1 前言
回轉窯中小齒輪材質為35CrNi3Mo,鍛件,重量為2000多公斤,因加工后輪齒超差,不能達到設計要求,故需進行補焊修復。
2 焊接性分析
35CrNi3Mo屬于低合金高強鋼,有很高的強度韌性及淬透性和抗過熱穩定性,有回火脆性傾向,焊接性較差,焊后易產生裂紋。因回轉窯小齒輪已加工完成,也已進行了調質,故焊后不能再調質處理。焊后要求等強且有抗裂性能,為了防止應力集中,要嚴格保持低氫狀態,所以需制定合理的焊接工藝方案,以避免裂紋的產生,并要進行焊后回火處理。
3 焊接工藝方案的確定
3.1 焊接方法
采用焊條電弧焊
3.2 焊接材料
除要求不產生冷熱裂紋外,還應遵循等強度原則。經過對小齒輪鍛件機械性能的分析得知,其抗拉強度為600MPa,而A507抗拉強度為610MPa,選擇抗裂性能好的鉻鎳基奧氏體不銹鋼焊條A507焊條作為焊接材料,并控制焊縫的擴散氫含量,則能滿足要求。
3.3 焊接參數
為減少熱輸入量,我們選擇小的焊接工藝參數,使用A507焊材,直徑2.5mm,直流反接,焊接電流60~80A,電弧電壓16~18V。
3.4 焊前預熱
為了防止出現焊接裂紋,采用較高的預熱溫度,考慮現場的實際情況,將預熱溫度定為250~300℃。
3.5 焊接設備
使用焊條電弧焊機ZX5-400B,并且要直流反接。
3.6 熱處理規范的確定
在焊后不進行調質處理的前提下,為避免裂紋需進行焊后回火處理,但熱處理溫度必須比母材原始淬火后的回火溫度低50℃左右,否則焊接接頭及母材非焊接熱影響區可能軟化,產生韌性降低現象。由于母材淬火后回火的溫度為630℃,故確定補焊后熱處理回火的溫度為550~600℃,這樣去應力才充分。
4 焊接工藝的實施
4.1 焊前準備
焊前焊條需要經250℃左右烘焙1h,烘干后將焊條放入保溫箱中保溫待用。
4.2 焊前清理
將需要施焊的部位進行清理,去除油污、水分、灰塵和氧化膜等雜質,清理好后要及時施焊,否則需重新清理。
4.3 焊前預熱
用氧氣乙炔焰對焊件進行預熱,預熱溫度為250~300℃,預熱溫度用遠紅外測溫儀測量。
4.4 焊接實施
在引弧板上引弧,電弧不要過長,電弧過長易產生熱裂紋,所以要采取短弧焊接,弧長一般為2~3mm,堆焊層附近做防止飛濺處理,各齒補焊處要交替進行,以控制焊接變形,清除焊渣,層間快速冷卻。焊后立即作550~600℃的回火處理。
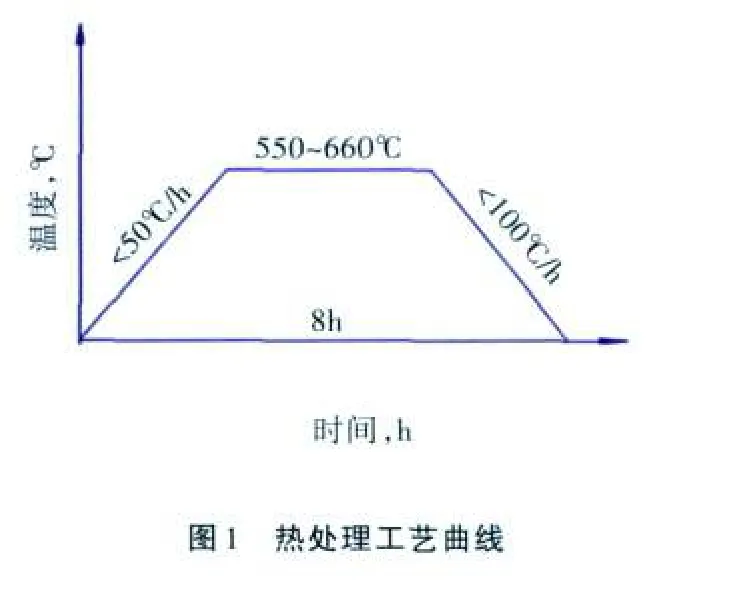
4.5 焊后熱處理工藝曲線
焊后熱處理工藝曲線見圖1。每小時升溫不大于50℃,升至550~600℃,保溫8h,冷卻時每小時降溫不得大于100℃,200℃以下可出爐。
4.6 焊后檢查
進行超聲波探傷檢查,沒有發現裂紋等焊接缺陷,并符合設計要求的GB/T6420中3級的規定。
5 結語
通過以上工藝過程的實施,成功地對小齒輪進行了補焊處理,得出結論如下:采用焊條電弧焊接,并進行焊前預熱,選擇合理的焊接規范及焊接實施工藝,焊后立即進行熱處理,通過探傷檢查,補焊質量良好,達到了預期的效果,通過實際運行,一切正常。
[1]成大先.機械設計手冊[M].北京:化學工業出版社.
[2]杜國華.實用工程材料焊接手冊[M].北京:機械工業出版社.
TQ172.622.29
B
1001-6171(2011)03-0044-01
通訊地址:朝陽重型機器有限公司,遼寧 朝陽 122000;
2010-10-21;
趙 蓮
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02