調節閥在石油化工裝置緊急泄壓中的應用
2011-01-12 01:05:24范詠峰陳爭榮
石油化工自動化 2011年2期
范詠峰,陳爭榮
(中國石化工程建設公司,北京 100101)
0 引 言
高壓加氫裝置反應系統的緊急泄壓是確保裝置安全的關鍵環節之一,通常通過切斷閥和限流孔板串聯實現,也有采用調節閥按幾種不同的預定開度進行分段泄壓的方式,該文介紹一種通過調節閥連續開度調節實現按期望的泄壓速率進行緊急泄壓的方法,該方法在國內某高壓加氫裝置中成功應用,下面針對設計實施過程中應注意的一些問題進行簡要闡述。
1 概 述
采用切斷閥和限流孔板串聯實現反應系統緊急泄壓已有很多的應用實例,但在實際操作中存在泄放流速不穩定的缺點。在泄壓初期,由于限流孔板前的壓力等于泄壓啟動前的反應系統工作壓力,壓力值相對較大,這時通過限流孔板的泄放流速比較大。隨著時間的推移,反應系統壓力下降后,通過限流孔板的泄放流速會相對較小。為在規定時間內降壓到目標值,降壓初期的泄放流速峰值較大,泄放流速過大對固定床反應器影響相對小些,但對沸騰床反應器將帶來諸多不利,如催化劑流失、反應器內件受損等。采用調節閥按幾種不同的預定開度進行分段泄壓,雖然對此有一定改善但尚有不足,通過調節閥連續開度調節進行反應系統緊急泄壓可以有效地解決該問題,即在整個泄壓過程中盡量保持同一泄放流速泄壓,初期調節閥開度較小,隨著反應系統壓力的下降,調節閥開度逐漸開大,補償因閥前壓力下降而引起的實際流通Cv值的下降,以實現平穩泄壓的目的。泄放流速的相對平穩對于保護反應器內件、防止催化劑流失等具有非常重要的作用。兩種泄壓方式泄放流速對比如圖1所示(圖中所示曲線僅為示意,實際應用中會有偏差)。
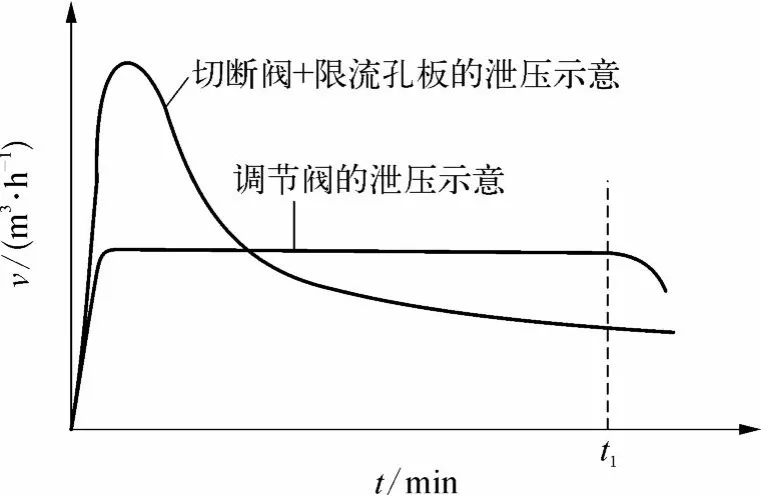
圖1 兩種泄壓方式泄放流速對比
2 緊急泄壓模式
反應系統的緊急泄壓模式需根據裝置工藝條件確定,包括不同緊急狀態下的泄壓順序、泄壓速率、泄放流速及時間。對于因操作條件越限引起的聯鎖泄壓,一般先將系統壓力泄到一個相對安全的點,然后根據裝置的狀態決定是繼續泄壓還是等待恢復系統;對于非常緊急的情況,則將系統壓力直接泄到最安全的點。下面以該高壓加氫裝置為例具體說明。該例中通過控制調節閥開度,調節泄放流速,從而達到在規定的時間內按期望的泄壓速率進行泄壓。
緊急泄壓設 18 MPa(G)—10 MPa(G)和18 MPa(G)—3 MPa(G)兩種模式,泄壓速率控制在0.6 MPa/min。從反應系統的正常壓力18.461 MPa降到10 MPa約需15 min。
18 MPa—10 MPa的泄壓模式由相關的聯鎖條件自動觸發啟動,18 MPa—3 MPa的泄壓模式由緊急泄壓手動按鈕啟動(放置在控制室輔助操作臺上)。
泄壓過程由2個并聯的調節閥 HV-101A/B按預定的斜坡函數(ram p1和 ramp2)給定值實施分程控制,采用2個調節閥使泄壓系統安全可靠,并且具有較寬的可調范圍。如果實際操作中由于各種原因1個調節閥的流通能力不能實現規定的泄壓速率,調節閥HV-101B會在調節閥 HV-101A打到全開位置后,投入控制逐漸開啟,以實現期望的泄壓速率。
HV-101A/B分程控制如圖2所示。
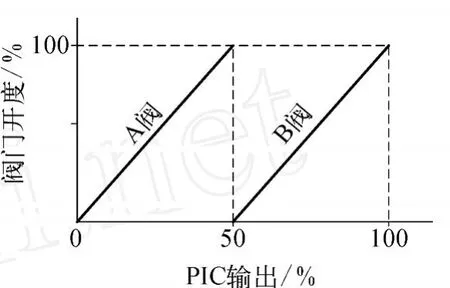
圖2 調節閥分程示意
3 緊急泄壓
緊急泄壓流程如圖3所示。
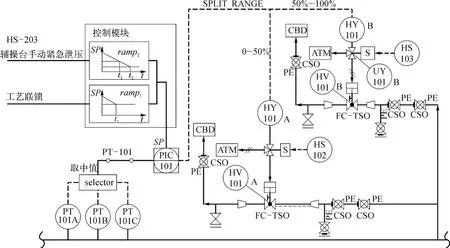
圖3 緊急泄壓流程
a)當工藝聯鎖觸發后,泄壓程序被啟動,第一步泄壓目標是10 MPa。當達到10 MPa后,如果沒有進一步的潛在風險,系統會自動關閉 HV-101A/B,維持系統壓力在10 MPa,隨后操作員可根據具體情況進行相應的操作,如恢復系統壓力等。
b)當達到泄壓目標10 MPa時,系統仍然存在潛在風險,操作員可以在判斷情況后,手動啟動第二步泄壓(HS-203),將系統壓力進一步降低到3 MPa。在某些比較緊急的情況下,操作員也可以直接啟動手動泄壓按鈕(HS-203),這樣 18MPa(G)—3 MPa(G)的泄壓模式立即被觸發,系統壓力將分兩步連續泄壓,第一步泄壓到10 MPa(G),第二步繼續泄壓到3 MPa(G)。兩步泄壓曲線如圖4所示(ramp1和 ram p2可根據不同的工藝操作要求做適當的調整)。
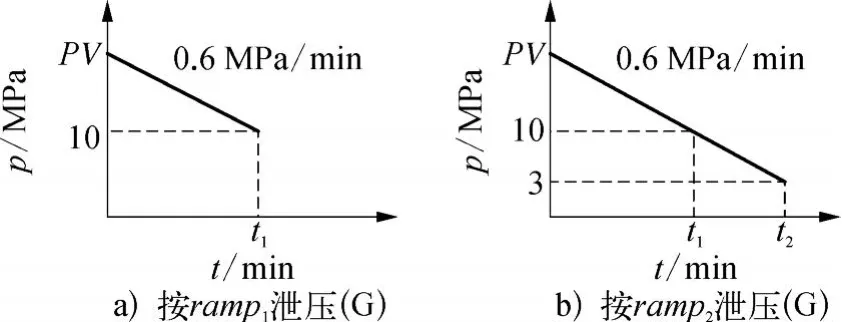
圖4 泄壓(PT101)曲線示意
4 反應系統壓力值的選取
由于緊急泄壓采用以反應系統壓力為目標值的分程控制,所以壓力控制回路測量值(PV)非常重要,設置了3個獨立的壓力變送器,采用取中值(等同于三取二)的算法,確保壓力控制回路 PV值的可靠性。
5 調節閥的選取
由工藝提出期望的平穩泄放流速,按此流速及差壓值 9.6 MPa(第一步系統泄壓目標壓力10 MPa減去閥后管網的壓力0.4 MPa),計算出相應的Cv值,然后留一定余量,得出調節閥的選用Cv值。利用該 Cv值核算調節閥 HV-101A/B是否有足夠的流通能力完成第二步的泄壓,即按照0.6 MPa/min泄壓速率將系統壓力從10 MPa進一步降低到3 MPa。核對方法:只要2倍選用差壓為2.6 MPa時的流通能力(Cv值)能夠滿足泄放流速的要求,并有適當的余量即可。儀表專業應提供調節閥的最終 Cv值給工藝專業作緊急泄壓配套管網設計依據。由于緊急泄壓系統管路相對單一,中間沒有換熱器等設備,調節閥前后壓力基本上等于反應系統壓力和管網壓力之間的壓力差,在選取調節閥Cv值時只要留有很少的余量即可,這樣可以減少系統管網的設計成本。需要注意的是,在系統管網設計時需要考慮可能由于控制的故障或調節閥本身的故障造成HV-101A/B都處于全開的位置;閥前壓力為反應系統的正常壓力時,泄放流速會相對較大,管網設計應能承受這個泄放流速。
該裝置反應系統的泄壓方案為今后更改留有余地,調節閥HV-101A/B可以根據反應系統壓力PT-101進行壓力回路PID的分程控制,同時又可以根據實際操作需要實現控制室或現場的手動兩位式開閥或關閥操作,調節閥選用雙氣缸調節閥,同時具有連續調節/兩位式開閥/兩位式關閥功能,以2位3通電磁閥為例的氣路連接如圖5所示,實際應用中可以根據具體功能的不同要求簡化氣路連接。
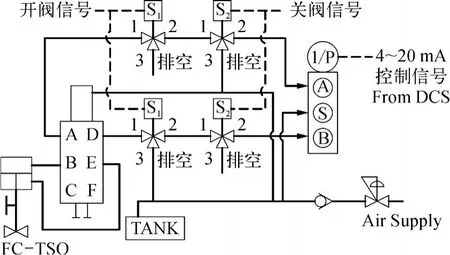
圖5 2位3通調節閥氣路控制示意
電磁閥S1和S2的狀態和調節閥狀態對應值見表1所列。

表1 電磁閥和調節閥狀態對應
裝置正常運行中應避免緊急泄放閥 HV-101A/B的故障打開,為此 HV-101A/B選用 FC閥門。為了在氣源故障時也能實施緊急泄壓,調節閥HV-101A/B均配置了儲氣罐,在氣源故障時,調節閥仍然可以正常打開和關閉一次。
6 控制和邏輯的實現
緊急泄壓由裝置的相關聯鎖邏輯觸發,緊急泄壓的分程控制和泄壓速率的斜坡函數等由相應的運算及控制模塊實現。
a)在正常工況下,PIC-101處于鎖定狀態,輸出強制為0,確保HV-101A/B處于全關狀態。
b)當泄壓邏輯被觸發后,泄壓曲線 ram p1被自動啟動,PIC-101被強制到自動模式,通過分程控制自動調節 HV-101A/B的開度。系統壓力將按照0.6 MPa/min的下降速率通過 HV-101A/B的逐步打開下降到 10 MPa。當系統壓力達到10 MPa后,如果手動泄壓(控制室輔助操作臺手動按鈕)沒有被啟動,系統自動強制PIC-101到手動模式,并輸出為0,HV-101A/B處于全關狀態。
c)當泄壓邏輯被復位后,PIC-101自動被強制處于鎖定狀態,輸出強制為0,確保HV-101A/B處于全關狀態。
d)當手動泄壓被觸發后,泄壓曲線 ramp2被自動啟動,PIC-101被強制達到自動模式,通過分程控制自動調節 HV-101A/B的開度。第一步,系統壓力將按照0.6 MPa/min的下降速率通過 HV-101A/B的逐步打開下降到10 MPa;第二步,系統壓力將按照0.6 MPa/min的下降速率通過HV-101A/ B的進一步打開而下降到3 MPa。當泄壓邏輯被復位后,PIC-101自動被強制處于鎖定狀態,輸出強制為0,確保HV-101A/B處于全關狀態。
e)當手動泄壓被觸發后,泄壓系統首先判定當前是否正處于第一步泄壓過程中,如果不是,則按步驟d)中的程序開始泄壓。如果正處于第一步泄壓過程中(即在手動泄壓被觸發前,泄壓邏輯已經由于工藝過程的原因而被觸發了),則需要等待系統壓力被降低到10 MPa后,再從 ramp2的 t1處繼續開始泄壓到3 MPa。
7 結束語
該裝置在調試、聯運及投產后的計劃開停工過程中,采用調節閥方式的緊急泄壓系統進行了多次測試及實際應用,都達到了良好的控制效果,符合設計要求,泄壓過程中保持了相對平穩的泄放流速,在預期的時間內達到了設定的泄壓目標值。通過實際應用說明了調節閥在石油化工裝置中的應用為一種有效的方式。
[1] 朱 江.加氫裂化裝置緊急泄壓系統限流孔板的核算[J].中國特種設備安全,2006,(1):15-19.
[2] 孫劍利.加氫裂化緊急泄壓系統的試驗和泄壓孔板內徑的理論計算[J].石油煉制與化工,1996,(2):62-66.
[3] 藏忠濤.淺析加氫裂化裝置安全保障體系[J].石油知識, 2009,(2):24-27.
[4] 李立權.加氫裂化裝置操作指南[M].北京:中國石化出版社,2005:240-256.
[5] 韓崇仁.加氫裂化工藝與工程[M].北京:中國石化出版社, 2001:796-819.
[6] 劉 軍.切斷閥采用電磁閥達到相對連續控制的探討[J].石油化工自動化,2009,(3):62-63.
[7] 唐丹蓉.電磁閥在石油化工裝置安全聯鎖保護過程中的設計與應用[J].石油化工自動化,2003,(4):12-15.
[8] 陸德民,張振基,黃步余.石油化工自動控制設計手冊[M]. 3版.北京:化學工業出版社,2000,350-352.
[9] 孫 旭.氣動切斷閥實現三位控制的探討[J].石油化工自動化,2003,(5):85-87.
[10] 周超群.電磁閥的原理及其在工程設計中的應用探討[J].石油化工自動化,2006,(5):92-94.
[11] 國家石油和化學工業局.SH 3005—1999石油化工自動化儀表選型設計規范[S].北京:中國石化出版社,1999.
[12] 田 靜,劉 棋,蘇廣全.火災泄壓放空時限流孔板的實驗論證[J].天然氣與石油,2010,(8):26-28.
[13] 侯長江,唐松林,于靖民.化工裝置調節閥的維護與常見故障分析[J].自動化儀表,2010,(9):73-75.
猜你喜歡
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
工業設計(2022年8期)2022-09-09 07:43:20
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34