TBM大型焊接構(gòu)件制作變形誤差糾正措施
2011-01-24 04:12:02徐國鑫
山西建筑 2011年9期
徐國鑫
TBM大型焊接構(gòu)件制作變形誤差糾正措施
徐國鑫
針對遼寧省某工程TBM大型焊接構(gòu)件制作后產(chǎn)生較大變形誤差的實例,分析了變形誤差產(chǎn)生的原因,提出了改正措施,從而滿足了圖紙要求,為今后同類問題的解決提供了經(jīng)驗和指導。
TBM護盾,焊接構(gòu)件,變形誤差
目前,TBM已廣泛應用于我國工程建設中[1-5]。對于護盾式TBM,其護盾屬于大厚度、大尺寸的焊接結(jié)構(gòu),焊接深度大,難以制作,在制作過程中由于種種原因,會導致最終的構(gòu)件變形過大,不滿足圖紙要求,進而有可能被要求重新加工,勢必造成巨大經(jīng)濟、工期損失。本文就某一工程實例中造成的構(gòu)件制作變形過大的原因進行總結(jié),并提出糾正措施,使構(gòu)件經(jīng)過改正后滿足圖紙要求,為同類問題的解決提供借鑒。
1 TBM護盾概述
TBM護盾是主機的主要組成部分,緊挨刀盤。它由上護盾、左護盾、右護盾、底盾四部分組成。四部分護盾結(jié)構(gòu)基本相似,其中上護盾幾何尺寸最大。安裝完畢后所有護盾拼接成一個完整的圓環(huán),對TBM和作業(yè)人員起主要的保護作用。圖紙要求單件護盾半徑誤差不超過 2.5mm,護盾拼接后,盾殼接縫處錯臺不超過 3mm,要求精度極高。上護盾詳細結(jié)構(gòu)見圖 1,上護盾、左護盾、右護盾拼裝后結(jié)構(gòu)見圖 2。

2 誤差原因分析
由于制造公司一直以加工常規(guī)隧道施工專用機械設備為主,對厚板、大尺寸、深寬焊縫的 TBM構(gòu)件加工經(jīng)驗不足,導致焊接后的外殼板嚴重向內(nèi)彎曲變形,最大處達到 40 mm,嚴重超差。德國WIRTH公司現(xiàn)場監(jiān)理檢測發(fā)現(xiàn)問題后,立即要求停工整頓。
經(jīng)現(xiàn)場仔細量測和觀察后總結(jié)超差的原因如下:
1)由于上護盾外殼的展開尺寸為6 668mm×3 255mm,市場上購買不到寬度為 3m以上的鋼板;聯(lián)系到的外協(xié)廠家的卷板機也無法卷制寬度為 3 255mm的鋼板,因此只能用兩塊窄板分別卷制后再拼焊起來。從實際制作出發(fā),要求鋼板卷制后半徑大于圖紙尺寸 3mm~5mm,不然一旦半徑小于圖紙尺寸,極難撐開,而將大于圖紙的半徑變小卻比較容易實現(xiàn)。經(jīng)過測量其他未拼焊的護盾外殼,發(fā)現(xiàn)該護盾外殼未按照要求卷制;2)焊接過程中未實現(xiàn)連續(xù)焊接,交接班時焊接作業(yè)停頓時間較長,甚至出現(xiàn)連續(xù) 12 h無人焊接作業(yè)的現(xiàn)象;3)焊接前未嚴格按照要求進行焊前預熱,或預熱溫度不夠;4)防止焊接變形做的加固支撐剛度不足,發(fā)生焊接變形時撐不住,無法阻止變形的發(fā)生;5)焊后未進行有效的去除應力作業(yè)。
由于上述原因,造成焊接完成后工件嚴重變形,而如重新加工制作將給企業(yè)造成嚴重的經(jīng)濟損失并極大的延長工期。
3 糾正措施
1)對盾殼拼接時產(chǎn)生的盾殼變形,采用火焰校正的辦法,利用反變形消除;
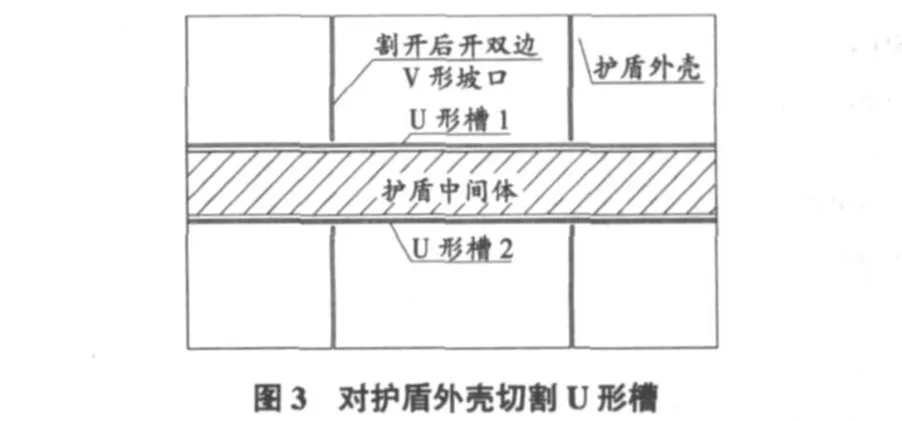
2)在外殼板兩側(cè)靠近與護盾中間體焊縫上方 30mm處,利用炭弧氣刨刨出兩條深25mm、寬20mm的U形槽;
3)沿圓周方向上護盾外殼的三等分線將護盾外殼從兩端沿軸線方向割開至距離兩條U形槽 20mm~30mm處,并倒出雙邊V形焊接坡口,如圖3所示;
4)以護盾中間體上的加工面作為基準面,調(diào)整水平,利用機械千斤頂在護盾最外側(cè)將護盾外殼頂出,直至與鉛垂線平行,誤差控制在1mm以內(nèi),見圖4;
5)點焊護盾外殼割開的縫隙,利用廠內(nèi)現(xiàn)有的邊角余料(20工鋼),將護盾外殼支撐至足夠牢固抵抗焊接變形;
6)翻轉(zhuǎn)護盾,再次調(diào)整水平后用千斤頂撐開另一側(cè)護盾外殼,點焊后并支撐牢固;
7)焊接所有刨出和割出的焊縫,應注意先焊接開雙邊V形坡口的焊縫,后焊 U形槽的焊縫,雙邊V形坡口焊縫應先堆焊一側(cè),再堆焊另一側(cè)直至僅剩 2mm~3mm縫隙后才能焊接,且護盾內(nèi)外側(cè)由兩個焊工按照順序同時進行焊接,焊接順序如圖 5所示,U形槽焊縫應在兩邊交替焊接;
8)每焊一層后快速錘擊焊縫消除焊接應力(要求打出小麻坑),焊接完畢后進行去除應力的高溫回火,最后去除支撐筋,磨平焊疤并打磨平焊縫。

圖 6為去除應力高溫退火工藝:1)采用退火窯進行退火;2)升溫速度按照 100℃后100℃/h,并保溫 0.5h;3)升溫到最高溫度650℃;4)保溫時間 4 h;5)降溫速度:隨爐冷卻,溫度低于200℃后開爐取出。返工后,在鑄造平臺上進行了上護盾、左右護盾的拼裝檢驗,半徑誤差基本控制在 2.5mm以內(nèi),僅有弧長約 1m的一小段達到 3mm,護盾拼接后,盾殼接縫處錯臺在 3mm以內(nèi)。說明經(jīng)過返工,構(gòu)件制作變形達到了圖紙要求。
4 結(jié)語
通過總結(jié) TBM大型焊接構(gòu)件制作過程中較大誤差產(chǎn)生原因,提出了糾正措施,達到了圖紙要求。取得以下結(jié)論:
進行大型的厚板、深寬焊縫構(gòu)件焊接成形時,必須充分考慮焊接應力大小、加固防止焊接變形的支撐的剛度和采用良好的去除應力措施。否則因焊接變形導致工件報廢將造成很大的損失。
[1] Shang Y J,Xue JH,Wang S J,et al.A case history of tunnel boring machine jamming in an inter-layer shear zone at the Yellow River Diversion Project in China[J].Engineering Geology,2004(71):199-211.
[2] 黃小軍,王建有,楊曉迎.大伙房水庫輸水工程TBM施工段輸水洞安全監(jiān)測分析[J].水利水電技術(shù),2010,41(6):72-75.
[3] 彭良余,黃揚一.“引大濟湟”總干渠引水隧洞TBM施工地質(zhì)工作方法[J].西部探礦工程,2009,21(7):173-174.
[4] 田永清.萬家寨引黃工程南干線7#隧洞TBM施工工程地質(zhì)條件分析[J].水利水電技術(shù),2010,41(7):14-16.
[5] 毛擁政,張民仙,宋永軍.引紅濟石工程長隧洞TBM選型探討[J].水利與建筑工程學報,2009,7(1):65-67.
Cor rection measures for deformation errors in manufacturing of TBM large-scale welding construction
XU Guo-xin
Aiming at the examples ofmanu facturing of TBM large-scale welding construction with bigger deformation errors in some projectof Liaoning,the paper analyzes the reasons for the deformation errors,and points out the imp rovementmeasures,so as tomeet the graphic requirements,and to provide the experience and direction for similar problems in future.
TBM protection shield,welding construction,deformation error
TU758.16
A
1009-6825(2011)09-0113-02
2010-12-19
徐國鑫(1971-),男,助理工程師,中鐵隧道集團有限公司,河南鄭州 453000
·建筑材料及應用·
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車實用技術(shù)(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代工人(2019年20期)2019-12-13 08:26:11
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
