尿素造粒塔粉塵回收工藝的應用
2011-01-30 10:50:22張永強
化工設計通訊 2011年3期
張永強
(安徽晉煤中能化工股份有限公司,安徽臨泉 236400)
1 問題的由來
目前,國內尿素廠家廣泛采用的是圓柱形或矩形的高大混凝土造粒塔,通過造粒噴頭噴灑尿素熔融物料,經自然通風降溫而形成尿素顆粒產品。由于化學反應過程、噴頭噴射及不正常操作等,造粒塔頂排放氣中帶有不可忽視的粉塵,隨著生產規模擴大,其損失及對環境的污染越來越嚴重。一般噴灑每噸物料會產生1.5~2.5 kg的粉塵。排放的粉塵,很大一部分降落在造粒塔周圍和廠區附近,大大增加了廠區及附近的大氣腐蝕強度,造成金屬設施被腐蝕,混凝土地面破裂,農作物減產和其他植物枯黃。近年來,國家對環保的要求愈來愈高,不僅制訂了排放標準,而且還將其列入了必須治理的環保項目之中。
“氮肥企業廢氣、廢固處理及清潔生產綜合治理技術”,以洗滌回收的方式,能將尿素造粒塔尾氣中的尿素粉塵含量從100 mg/m3以上降到30 mg/m3以下,氨含量從50 mg/m3以上降到10 mg/m3以下。這項技術適用于采用自然通風造粒塔的尿素企業。粉塵回收裝置的應用不僅有直接的經濟效益,而且可以大大減少粉塵的排放,從而達到環保要求。
2 工藝流程(圖1)方案說明
2.1 氣體流程
尿素造粒塔內含尿素粉塵的氣體經出氣口,先入一級霧化吸收區,經二次霧化吸收進入二級氣液分離裝置,然后再經兩次二級霧化吸收進入錯流氣霧收集捕水器,去除霧狀尿素液滴后的飽和氣體進入三級分離空間,經與塔頂冷空氣混合,進一步冷凝含尿素微粒的液滴。經五次吸收,三次分離后符合排放要求的氣體排出塔外放空。
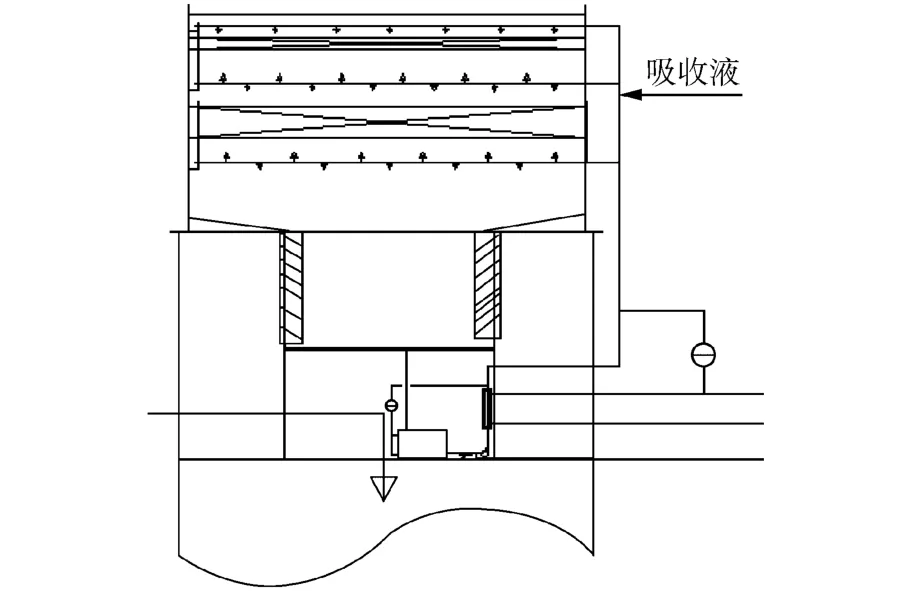
圖1 尿素粉塵回收裝置流程示意
2.2 液體流程
自尿素解吸或尿素水解來的工藝廢液,直接進入一、二級噴射錯流霧化裝置,進行一、二級錯流噴射霧化吸收,與上部下來的三、四、五級錯流霧化噴射吸收和清洗液一起進入液體收集裝置,經循環降液管進入循環槽,出循環槽的循環液體,經過濾裝置進入循環吸收泵加壓,分別進入頂部五級清洗、吸收霧化噴頭,三、四級錯流霧化噴射吸收裝置,一、二級錯流霧化噴射吸收裝置,循環吸收。
2.3 技術方案說明
(1)尿素造粒塔內上升的含粉塵氣體,在出風口霧化區與下降的循環吸收液充分接觸后,氣體上升至一級分離段,液體下降進入收集槽。
(2)經一、二級錯流霧化噴射吸收的氣體進入一級分離段,經特殊設計的大通道、低阻力分離吸收裝置,分離含尿素粉塵的吸收液及上升氣體,使氣體進入三、四級錯流霧化噴射吸收段,液體下降繼續吸收塔內經一級分布、二級分離上升的氣體,增加了分布、分離吸收效果。
(3)經一級分離吸收段上升的氣體依次進入三、四級錯流噴射吸收裝置,其中一、二級和三、四級噴射方向相反(分別為向下和向上),五級噴射吸收主要起清洗作用,避免各級分離、吸收裝置被尿素粉塵堵塞。上升的含尿素粉塵氣體經三次分離、五級吸收,確保吸收效果。
(4)下降的循環液進入收集槽之前,在造粒塔出氣口下部增加液體捕集器,塔頂增加三級分離裝置,這樣,可避免循環吸收液體濺入塔內和帶出塔外。
(5)尿素粉塵回收裝置的循環液采用解吸或水解廢液作為吸收液的補充,自塔頂五級噴射洗滌噴頭加入分離裝置,起到洗滌吸收和系統加液及保證塔熱壓頭等多重功效。一定濃度的循環液定期排入尿素蒸發系統予以回收。
(6)在循環吸收過程中,由于尿素溶解吸熱和塔頂冷空氣的作用,循環吸收液溫度不斷下降,裝置中設置了循環液調溫加熱器,使溫度穩定在一定的范圍內,不引起結晶為宜。調溫加熱器可設在循環槽內,也可在循環槽外。加熱源可采用蒸汽,亦可采用熱能綜合回收利用的方式。
3 粉塵回收裝置的特點
(1)裝置全部布置在造粒塔上部,采用自然通風,阻力低,不需外加通風設施,操作簡便,與原生產系統合為一體,設備少、投資省。
(2)該技術采用三級分離、五級吸收工藝,有效保證除塵效果和氣液分離,避免霧化洗滌液帶出塔外及濺入塔內,杜絕二次污染和對生產的影響。
(3)采用先進霧化噴嘴,同時進行順逆流低阻力霧化吸收,同一高度內增加了有效吸收空間和吸收次數,確保吸收效果,減少裝置投入。
(4)在吸收、分離過程中,采用低阻力錯流技術,控制熱壓頭損失,保證冷卻尿素顆粒空氣用量。
(5)清洗過濾裝置的應用,保證了循環泵的長周期穩定運行。
(6)調溫裝置的使用,保證循環液最佳吸收效果及循環液中尿素溶化物的濃度。
(7)新型型材的應用,增加了裝置的抗風強度,降低裝置建設費用。
(8)循環吸收液達到一定濃度時定期回收到尿液槽或蒸發系統,對原生產系統影響小,回收效益明顯。
(9)回收排放氣中的粉塵尿素,提高了經濟效益,保證塔頂排氣達標,符合國家環保要求。
4 主要設備
(1)一級分離吸收器;二級分離吸收器;三級分離器;一、二級噴射吸收器;三、四級噴射吸收器;五級噴射清洗器各1套(玻璃鋼、316L)
(2)噴射吸收液收集槽1臺
(3)循環槽1臺
(4)塔體增高箱體1套
(5)調溫換熱器,清洗過濾器各1臺
(6)循環泵2臺(一開一備)
(7)管道、閥門及儀表若干
5 工藝指標
(1)溫度 循環吸收液40~50℃,吸收液補液50~55℃
(2)濃度 回蒸發系統或尿液槽循環吸收液尿素濃度20%~25%
(3)液位 循環槽液位40%~60%
(4)循環液回收時間 8 h/次
(5)上部通風窗及吸收噴頭數量 可根據生產實際情況調節
(6)主要消耗指標
①蒸汽(按回收稀尿液的加工費用計算;噸尿) 1000 kg
②電耗 18.5 kW·h/h
③操作費用 忽略不計(與蒸發并在一起)
6 效益分析
我公司于2009年5月增加1套尿素造粒塔粉塵回收裝置,從一年來的生產情況看,運行狀況良好。整套裝置阻力較小,對成品溫度無明顯影響,造粒塔排氣明顯減少。經分析測量,回收尿液6 m3/d,質量分數約為24%。公司16 m造粒塔按200 kt/a尿素生產能力計,則可回收尿素6×24%×330=475.2 t/a,年經濟效益(噸尿按1 700元計)475.2×1700=80.784萬元。
相應的消耗計算如下。
(1)蒸汽。每m324%稀尿液加工費用,按噸尿消耗蒸汽1 000 kg,噸蒸汽130元計,為475.2×130=6.1776萬元。
(2)電耗。循環泵電機功率37 kW(2臺),按0.5元/(kW·h)計算,則電耗為18.5×24× 330×0.5=7.326萬元(按化肥電價計更低)。
(3)操作費用忽略不計。
效益核算
(1)年直接經濟效益
80.784 -6.1776-7.326=67.2804萬元
(2)廢氣達標排放,環保效益巨大
經過核算,本裝置總計投資90萬元,運行后,年直接經濟效益67.2804萬元,運行正常不到二年即可收回全部投資。
在運行中,補液使用的是解吸廢液代替冷凝液,操作時通過第三層噴頭補入系統,在補液的同時也沖洗了液體捕集器。尿素造粒塔應用粉塵回收裝置后,對正常生產無任何影響,而且還有直接的經濟效益及環保效益,有利于安全文明生產,減少了對周圍環境的危害,符合國家環保產業政策及構建和諧社會的要求。
7 存在的問題
(1)夏季暴雨前需將循環液全部回收,停粉塵回收泵,打開粉塵回收槽底部到清洗槽導淋,將雨水排入下水道。斷電停車時,要通知泵房堵好地溝,防止溢流的尿液進入排污口,給操作帶來不便。
(2)循環液中經常有雜質堵塞泵進口過濾器,造成泵出口壓力低于正常值,使噴淋不均勻,降低了洗滌效果。