基于DSP的線切割機床數(shù)控系統(tǒng)的研制
2011-02-19 07:49:16王甫茂
制造業(yè)自動化 2011年2期
王甫茂
WANG Fu-mao
(四川宜賓職業(yè)技術(shù)學(xué)院,宜賓 644003)
0 引言
隨著制造技術(shù)的日新月異和工業(yè)生產(chǎn)的迅猛發(fā)展,電火花線切割技術(shù)己成為機械制造領(lǐng)域中一種重要的加工技術(shù),它是通過兩電極間脈沖放電,用電蝕原理對工件進行加工。線切割加工具有無切削力,工件材料硬度對可加工性影響不大等優(yōu)點,因此能適合各種特殊性能的材料和各種復(fù)雜表面及微細、精密、薄壁以及低剛性零件,所以廣泛應(yīng)用于航空、電子、電器、汽車、家電、輕工等領(lǐng)域,特別是在模具加工行業(yè),得到了廣泛的應(yīng)用。[1~3]
目前國外生產(chǎn)和使用的絕大多數(shù)為高速快走絲電火花線切割機床,而我國生產(chǎn)和使用的則主要為慢速單向走絲電火花線切割機床。兩者相比,除了采用的工藝不同外,無論在精度、功能、自動化程度、可靠性、加工穩(wěn)定性和加工工藝指標方面,還是在外觀等方面,后者較前者線切割機床平均明顯低一個檔次。而目前國產(chǎn)線切割放電加工機床CNC控制器基本上是單CPU框架,在此種框架下所有控制器模塊統(tǒng)一于單CPU執(zhí)行時,而且操作系統(tǒng)是DOS,控制器發(fā)展受到極大限制,目前國產(chǎn)線切割放電加工CNC控制器有下列幾項缺點[2~5]:
l)單CPU控制器網(wǎng)絡(luò)監(jiān)控發(fā)展難度大。
2)單CPU控制器受限于插值運算時間太長(約5-10ms),難以做到斷線抑制。
3)軟件各模塊耦合性強難以發(fā)展開放式人機界面。
4)缺乏智能型監(jiān)控與遠程監(jiān)控使得機器維護困難。
5)缺乏自動多重加工、自動隅角加工智能型加工等自動化功能。
對于智能型加工控制等自動化功能與遠程監(jiān)控等功能開發(fā)必須要一支持網(wǎng)絡(luò)與實時控制操作系統(tǒng),目前國產(chǎn)線切割放電加工單CPU控制器在系統(tǒng)發(fā)展上彈性受到限制,對于線切割機而言,實時控制要求有運動控制、輸入輸出控制模塊、放電狀況監(jiān)控與斷線抑制模塊或放電電源控制模塊,在單CPU與Windows平臺下開發(fā)各模塊功能會直接影響實時控制性能,而且難以各別開發(fā)測試,Windows操作系統(tǒng)上以此種單CPU直接控制框架開發(fā)第二代線切割控制器較為困難且限制新功能的研發(fā)。因此采用PC與DSP結(jié)合的多CPU控器最能符合新一代網(wǎng)絡(luò)控制器需求,DSP負責(zé)及時控制與信號檢測。例如:運動控制、輸入輸出控制、操作模式管理、圖像信號處理或與加工有關(guān)的放電狀況監(jiān)控與斷線控制,可依據(jù)系統(tǒng)需要采取分布式控制,而具有Windows操作系統(tǒng)的PC則為系統(tǒng)主要中心部份。
1 多CPU線切割機床控制系統(tǒng)的組成
國產(chǎn)電火花線切割機床CNC控制器基本上都是在DOS系統(tǒng)基礎(chǔ)上采用單CPU控制器,CNC控制器軟件程序是在MS-DOS(微軟公司操作系統(tǒng))或PC-DOS(IBM公司操作系統(tǒng))下利用C程序語言或匯編語言所開發(fā)而成,硬件框架包含CNC控制器與電源系統(tǒng)。基于DSP的CNC系統(tǒng)的多CPU控制器硬件框架如圖1所示。控制系統(tǒng)硬件包含基于DSP控制板(PMC32-6000)、線切割機專用輸出輸入適配卡、電火花線切割機床(含有線切割液線電系統(tǒng)、輸出輸入系統(tǒng)與操作面板)。本文中利用線切割CNC控制器的工業(yè)級計算機PC卡置換成裝配有基于DSP六軸運動控制卡、硬盤與Windows操作系統(tǒng)的計算機主機,進一步將其改裝成多CPU的電火花線切割機床控制系統(tǒng)。
基于DSP控制卡具有專用位置控制與輸入輸出控制芯片,可連接128IN/128OUT遠程串行傳輸,負責(zé)線切割五軸伺服系統(tǒng)的位置控置與伺服進給控制,線切割機專用輸出輸入適配卡具64IN/64OUT遠程輸入輸出控制芯片可與基于DSP六軸運動控制板內(nèi)控制芯片聯(lián)機做信號傳輸與控制,此控制板負責(zé)工作臺接點控制與伺服系統(tǒng)信號轉(zhuǎn)接。
基于DSP線切割機CNC控制器軟件接口,主要由人機接口模塊(Man Machine Interface,MMI)、操作模塊(Operation,OP)、機械邏輯控制模塊(Machine Logic Control,MLC)、解釋模塊(Interpreter,INT)、運動模塊(Motion,MOT)與通訊模塊(Communication)等六大模塊所組成。
利用機械邏輯控制接口模塊與操作模塊與運動控制模塊的技術(shù)進行DSP端的模塊軟件集成。將模塊分為dspmle.lib、dspmot.lib與dspop.lib三大模塊,模塊各自開發(fā)出函數(shù)庫,最后將三大模塊的函數(shù)集成到執(zhí)行程序中。接著與PC端的MMI模塊進行基于DSP的CNC控制系統(tǒng)軟件的集成。基于DSP的CNC系統(tǒng)的多CPU控制器軟件框架如圖1所示。
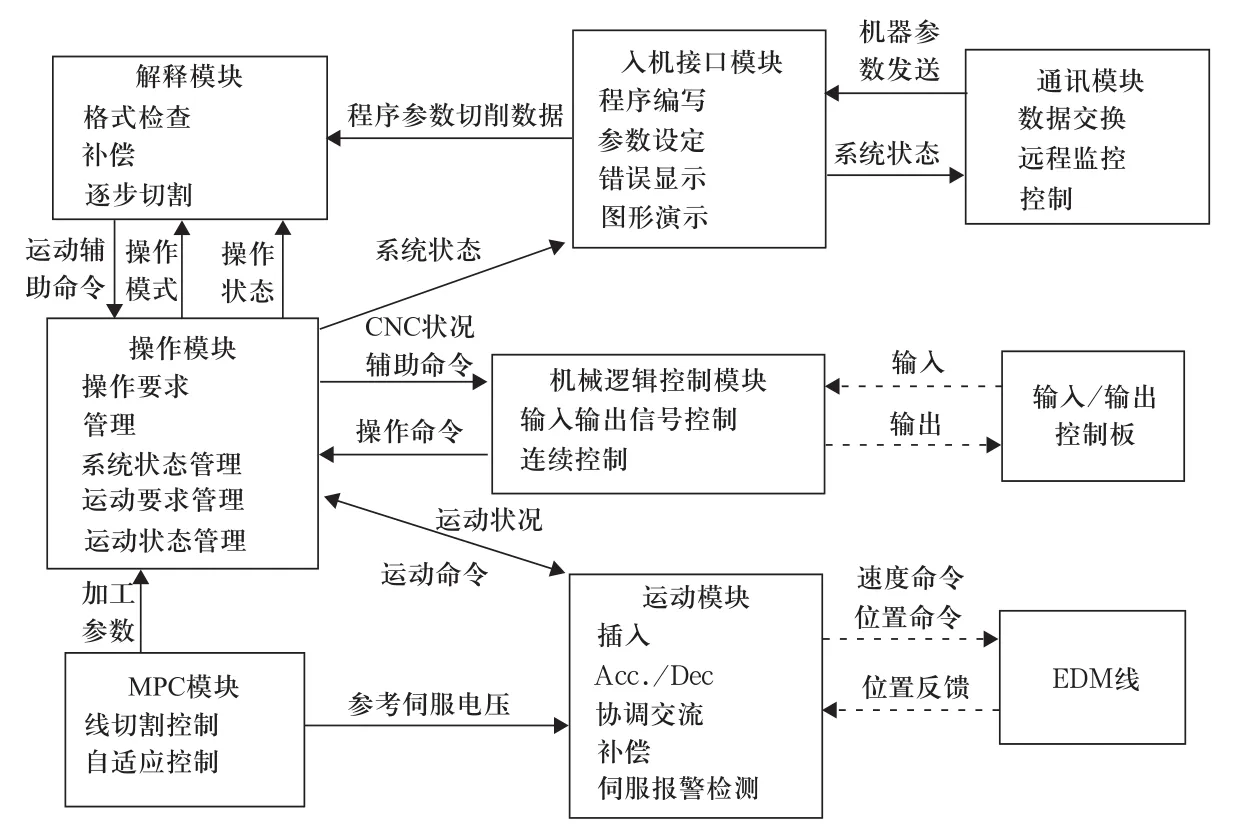
圖1 多CPU控制器軟件框架
基于PC機操作系統(tǒng)利用Windows取代DOS,而傳統(tǒng)控制系統(tǒng)框架使用windows作為運動控制系統(tǒng)的作業(yè)平臺時,其實時性與安全性有其不足之處,因此開發(fā)出基于PC的開放式控制系統(tǒng)框架[6]。模塊分割框架包含有操作模塊、解釋模塊、運動模塊、人機接口模塊、機械邏輯控制接口模塊與通訊模塊等,基于DSP的CNC系統(tǒng)軟件模塊化框架,其中將解釋模塊、人機接口模塊與通訊模塊等置于PC端處理,以利用PC完整的開發(fā)環(huán)境及豐富的網(wǎng)絡(luò)資源來進行模塊開發(fā)與功能擴展。
將操作模塊、運動模塊與機械邏輯控制接口模塊等置于DSP端處理,以利用DSP所具備的強大的計算處理功能與實時性來進行工作臺的控制。PC端與DSP端則是通過雙端內(nèi)存進行數(shù)據(jù)傳輸,因此PC端與DSP端可單獨開發(fā)與測試,并且針對PC端與DSP端各項功能與模塊進行集成。
設(shè)計人機接口時有幾項重要原則:l)設(shè)計用戶能夠很容易理解的圖像和背景;2)視覺表現(xiàn)和使用方法前后要有一致性;3)設(shè)計以簡單形式為原則;4)運用用戶熟悉的接口方式;5)盡量讓使用者自己操作控制;6)提供實時的反應(yīng)動作。開放式人機接口除了包含上述的特性外,其最主要的特性就是可以隨硬件增減而做接口修改的功能。也就是除基本組件外,當(dāng)有任何新增特定的硬件組件時,開放式人機接口即可經(jīng)由用戶自行編制合適的人機接口來與新增的硬件組件搭配;當(dāng)組件移除時,用戶也可針對設(shè)定的接口組件進行移除,新增、移除動作是在不影響原系統(tǒng)的穩(wěn)定性與完整性下,使系統(tǒng)更具擴充性。本文中PC端的人機接口與DSP端之?dāng)?shù)據(jù)溝通皆通過PMC32-6000運動控制卡上的雙端口內(nèi)存來進行數(shù)據(jù)交換。而其接口只需通過接口驅(qū)動程序(ITRI API),即可達成PC與DSP之間的溝通。
2 多CPU控制系統(tǒng)的硬件集成
參考日本Fanuc公司所開發(fā)的線切割控制器界面,設(shè)計出電火花線切割機床系統(tǒng)的人機接口,MMI軟件框架,其中包含有主界面、位置坐標顯示界面、程序加載與加工參數(shù)設(shè)定界面、故障診斷、加工監(jiān)控,報警,手動功能模式與MDI單節(jié)運動命令輸入等界面。
硬件則是將CNC控制器內(nèi)的工業(yè)級計算機與控制器內(nèi)的線切割機專用輸出輸入適配卡、操作面板的連接扁平電纜移除。接著通過轉(zhuǎn)接板將控制器內(nèi)的線切割機專用輸出輸入適配卡的SCSIⅡ68Pins信號線與個人計算機內(nèi)的PMC32-6000運動控制卡的SCSIⅡ100PinS信號線對接;控制器內(nèi)的線切割機專用輸出輸入適配卡上Remote的DB9Pins的信號線接至個人計算機內(nèi)的PMC32-6000運動控制卡的RIO0輸入端;控制器內(nèi)的線切割機專用輸出輸入適配卡上的間隙電壓信號DB25Pins信號線接到個人計算機內(nèi)的PMC32-6000運動控制卡的ADC輸入端;控制器內(nèi)的Control Panel上的RemoteDB9PinS的信號線連接至個人計算機內(nèi)的PMC32-6000運動控制卡的RIOI輸入端,最后將控制器的屏幕信號線連接至個人計算機上。如圖2所示,為硬件集成后的實際情形。
3 結(jié)論
綜上所述本文對電火花線切割機床進行了基于DSP的CNC控制器的基礎(chǔ)開發(fā)。經(jīng)過操作功能與加工實驗的試驗,試驗結(jié)果顯示本文所開發(fā)的基于DSP的CNC控制器能夠?qū)崿F(xiàn)電火花線切割機床的基本操作功能與實際放電加工,并且將國產(chǎn)的電火花線切割機床CNC控制器提高到多CPU、Windows操作系統(tǒng)與基于DSP電控系統(tǒng)新的發(fā)展框架上。
1)進行了適用于Windows操作系統(tǒng)與多CPU框架下的邏輯控制器的基礎(chǔ)開發(fā),基于DSP的CNC控制系統(tǒng)成功地應(yīng)用于國產(chǎn)電火花線切割機床。
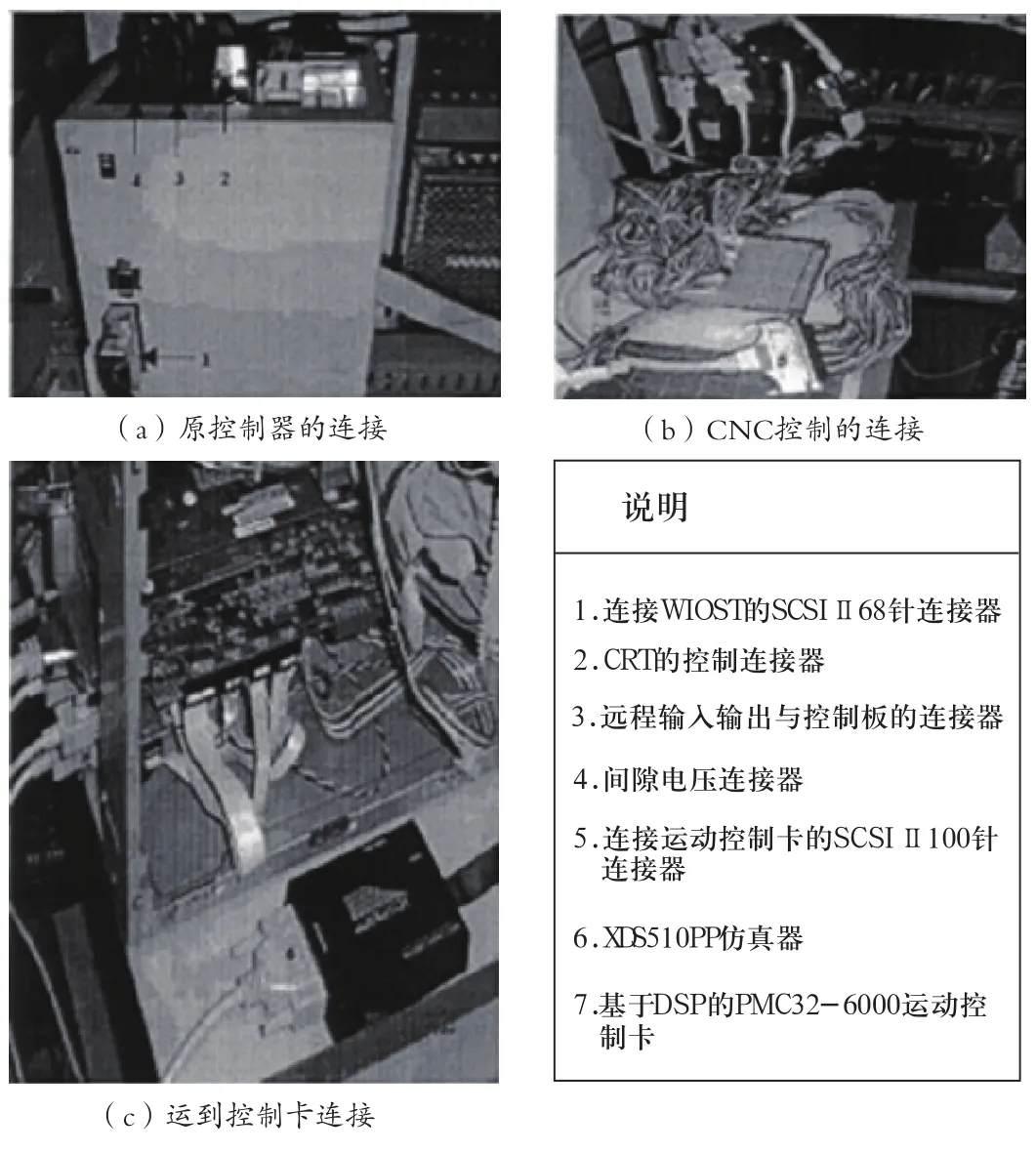
圖2 基于DSP的CNC控制系統(tǒng)硬件集成圖
2)使用Windows操作系統(tǒng)來開發(fā)CNC控制器并以多CPU的框架來進行線切割機床模塊化的分割,在集成時能夠有效的達到模塊化分工的目的,基于DSP控制系統(tǒng)可符合線切割機對于實時控制的需求。
3)將國內(nèi)的以DOS為操作系統(tǒng)的電火花線切割機床CNC控制器,提升至以Windows為操作系統(tǒng)的電火花線切割機床CNC控制器,將專用型控制器改成開放式控制器,易于實現(xiàn)開發(fā)遠程監(jiān)控與智能型加工等功能。
[1]陳德忠.我國電加工機床行業(yè)概況[J].制造技術(shù)與機床.1998:5.
[2]張學(xué)仁.數(shù)控電火花線切割加工技術(shù).第一版[M].黑龍江,哈爾濱工業(yè)大學(xué)出版社.2002.
[3]汪學(xué).高速走絲電火花線切割高效率低損耗加工技術(shù)研究[D].廣東工業(yè)大學(xué).2003.
[4]程新江.高速走絲氣中電火花線切割精加工機理研究[D].哈爾濱理工大學(xué).2004.
[5]S.Di,W.Zhao,J.Ma,G.Chi,Z.Kong and Y.Dong,"An EDM-CNC System Based on the Open System Architecture",Proceedings of the International Symposium for Electro-Machining(ISEM-12),1998,243-252.
[6]黃河,王甫茂,趙秀粉等.PC-based開放式數(shù)控系統(tǒng)體系結(jié)構(gòu)的研究[J].機械設(shè)計與制造,2009(6):191-193.
