1.0MPa灰融聚氣化高硫粉煤及后續脫硫的研究
2011-03-05 09:22:46畢可軍毛少祥
化工設計通訊 2011年6期
關鍵詞:工藝
畢可軍,毛少祥
(陜西秦晉煤氣化科技有限公司,陜西西安 710075)
據統計,我國煤炭保有儲量10 024×108t以上,其中高硫煤(硫分高于3%)890.743×108t[1]。由于高硫煤在燃燒時對環境污染大,國家出臺了限制開采高硫煤的政策。但高硫煤作為一種特殊性質的煤炭,具有巨大的潛在開發價值,如高硫煤制甲醇產業化應用。因此,我國能源化工 “十二五”規劃中明確高硫煤主要用于煤氣化工業[2]。
高硫煤用于煤氣化工業的優勢在于高硫煤在氣化及粗煤氣凈化過程中將硫脫除掉,而不排入大氣。目前,高硫煤用于煤氣化工業的脫硫方法以氣化制粗煤氣脫硫為主,是先進的煤氣化技術與脫硫技術的集成,其中,1.0MPa灰融聚流化床粉煤氣化技術與低溫甲醇洗脫硫技術的集成是一種新的方式。
1 1.0MPa灰融聚流化床粉煤氣化技術
一般流化床粉煤氣化工藝中,爐內必須維持一定的含碳量(一般應大于40%,以維持爐內的還原氣氛),且在流化狀態下渣和料層的分離很困難,灰渣與飛灰的含碳量均較高,氣化溫度經常控制在950℃以下。在此溫度下,只能用反應活性好的煤種,如褐煤、長焰煤,才能獲得質量較好的煤氣。
而灰融聚流化床粉煤氣化技術根據射流原理,在流化床底部設計了灰團聚分離裝置,床內形成局部高溫區,使灰渣團聚成球,借助重量的差異達到灰團與半焦的分離,在非結渣情況下,連續有選擇地排出低碳量的灰渣,因此床內含碳量高,床溫高(950~1 100℃),使用煤種就放寬了,尤其適合高灰、高硫、高灰熔點、低活性煤的氣化。
1.0 MPa灰融聚流化床粉煤氣化示范裝置建于山西豐喜集團臨猗分公司,于2007年1月投產,是國家發改委批準的合成氨原料路線改造及動力結構調整項目。該項目的實施,有力地提升了我國的煤氣化技術水平,成為具有國際競爭力的氣化技術之一,對實現合成氨原料煤本地化具有重大意義[3]。
相對于常壓灰融聚流化床粉煤氣化技術,1.0MPa灰融聚流化床粉煤氣化技術具有的優勢有以下。
(1)氣化強度提高
流化床氣化爐氣化強度與氣化爐壓力的0.7~0.75次方成正比,加壓1.0MPa灰融聚流化床粉煤氣化強度是常壓的4倍左右。
(2)單爐的氣化能力增加
φ2.6m常壓灰融聚流化床粉煤氣化爐單臺氣化能力達到5t/h,而在1.0MPa操作條件下,φ2.6mm灰融聚流化床粉煤氣化爐單臺氣化能力將達到20t/h。
(3)節約壓縮能耗
氣化爐壓力提高,生產的合成氣可直接進入后系統,省去了壓縮大量煤氣的能耗,而只增加壓縮少量氣化劑的能耗。
(4)帶出物損失減少
隨著氣化爐壓力的增加,氣體密度增加,速度減小,隨氣流夾帶的物料量減少,夾帶的顆粒尺寸也都減小。另外,隨著氣化爐壓力的增加,碳的轉化率提高,帶出物及灰渣含碳量都降低。
2 高硫粉煤氣化
2.1 設計能力
年操作時間 8 000h(330d)
氣化爐操作彈性 60%~120%
投煤量 500.00t/d
煤氣產量 38 000.00m3/h(干基)
日產煤氣量 912 000.00m3/d(干基)
日產CO+H2656 640.00m3/d(干基)
年產合成氨或甲醇能力 100kt/a
2.2 氣化爐規格及工藝參數
氣化爐 上部為稀相段,內徑為φ3 800mm;下部為密相段,內徑為φ2 600mm。內砌隔熱、保溫及耐火、耐磨材料。
氣化爐操作壓力 1.0MPa
氣化爐操作溫度 950~1 050℃
床層操作壓差 10~20kPa
有效氣(CO+H2)含量(體積分率) 70%~72%
2.3 原料煤數據
原料煤 山東北宿氣煤
工業分析(質量分率)


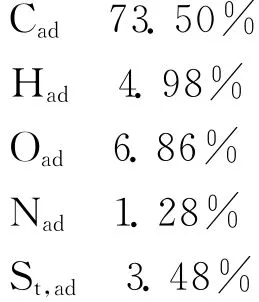
元素分析(質量分率)
灰熔點

2.4 氣化設計指標
在參考1.0MPa灰融聚流化床粉煤氣化示范裝置實際運行數據基礎上,采用氣化過程的綜合計算法,計算山東北宿氣煤氣化設計指標,如表1所示。
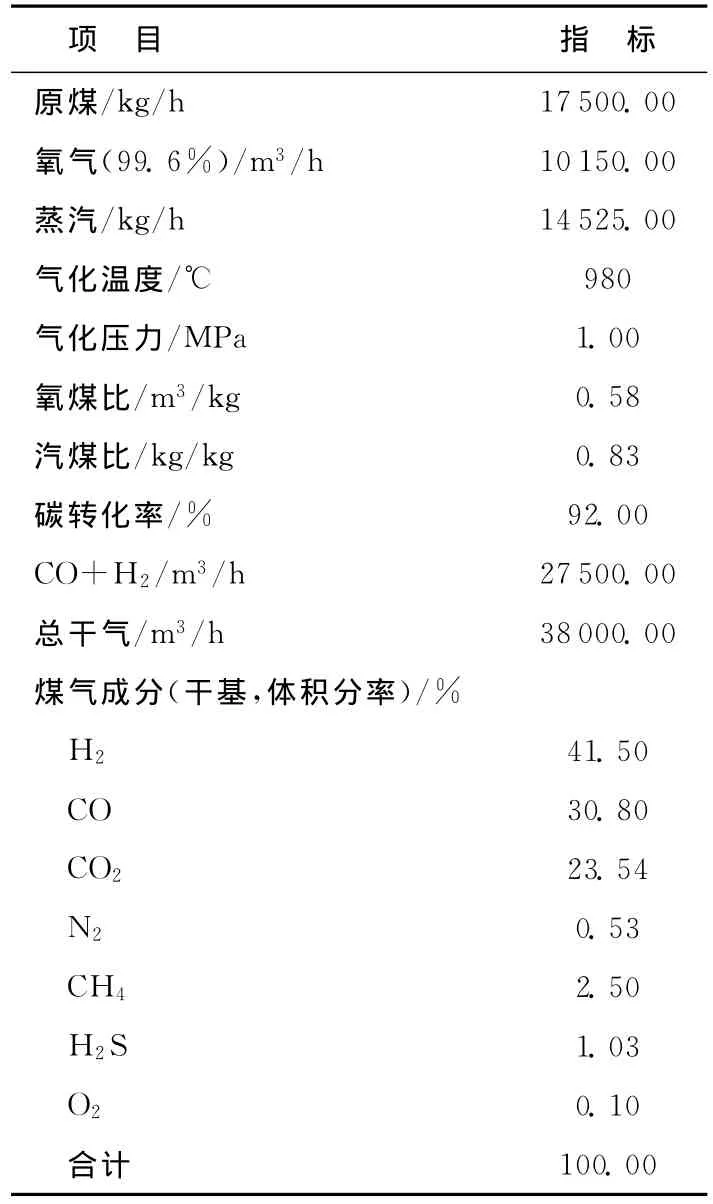
表1 山東北宿氣煤氣化設計指標
由以上山東北宿氣煤氣化設計指標可知,通過1.0MPa灰融聚流化床粉煤氣化技術,可使煤炭中90.0%以上的硫轉化到粗煤氣中,粗煤氣含硫量15.60g/m3。
3 粗煤氣脫硫
以高硫煤為原料,采用1.0MPa灰融聚流化床粉煤氣化制粗煤氣,煤中的硫大部分以H2S的形式轉化到粗煤氣中,可采用合適的脫硫工藝將其脫除并回收硫磺產品。
3.1 粗煤氣脫硫工藝的選擇
通常,采用傳統的液相濕式氧化脫硫法(栲膠法、改良ADA法、PDS法等)就能滿足一般煤制粗煤氣粗脫硫凈化要求,但高硫煤氣化制粗煤氣含硫量在20g/m3左右,由于傳統的液相濕式氧化脫硫法具有脫硫液硫容低,溶液循環量大等弱點[4],所以高硫煤氣化制粗煤氣脫硫采用傳統的液相濕式氧化脫硫法就具有很大的局限性。而低溫甲醇洗滌法特別適合在1.0MPa以上系統中進行高濃度酸性氣體的脫除[5],具有脫除效率高,選擇性好,能量消耗比傳統的液相濕式氧化脫硫法低得多的優點。因此,采用低溫甲醇洗滌法進行1.0MPa灰融聚流化床高硫粉煤氣化制粗煤氣脫硫就是很好的工藝選擇。1.0MPa灰融聚流化床高硫粉煤氣化制甲醇工藝簡圖見圖1。
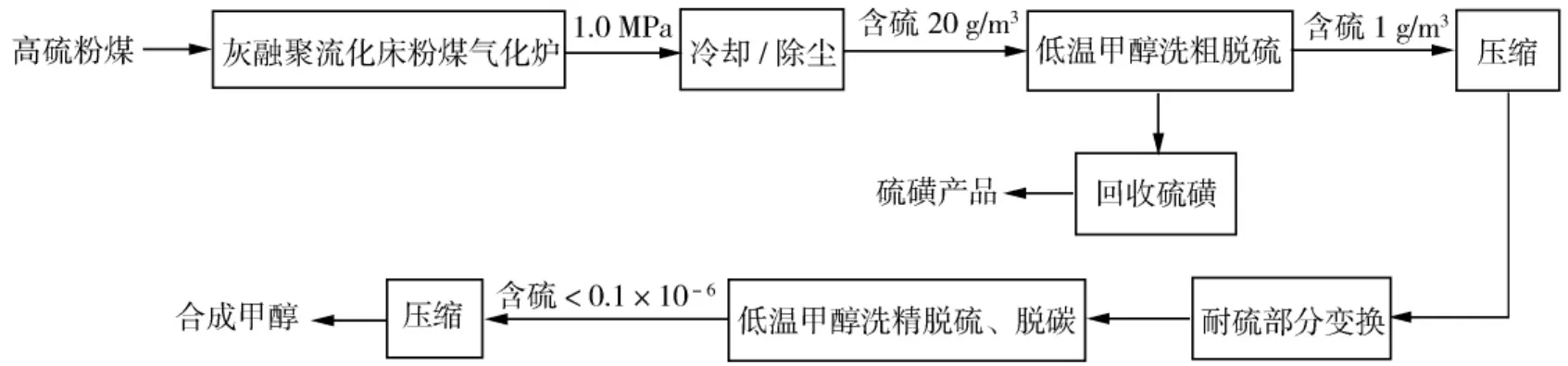
圖1 1.0MPa灰融聚流化床高硫粉煤氣化制甲醇工藝簡圖
3.2 低溫甲醇洗滌法
低溫甲醇洗滌法屬于一種物理吸收過程,它利用酸性氣體與其他組分在甲醇中的溶解度差別很大的原理進行分離,可以脫除氣體中多種雜質,在-30℃到-70℃的低溫下,甲醇可以同時脫除氣體中的H2S、COS、CS2、C4H4S、CO2、HCN、NH3、芳香烴、粗汽油等雜質,并可同時脫除水,所吸收的有用組分可以在甲醇的再生過程中加以回收。
高硫煤制粗煤氣采用低溫甲醇洗滌法脫硫具有如下優點。
(1)脫硫凈化度高。高硫煤氣化制粗煤氣脫硫一般采用兩級低溫甲醇洗工藝,凈煤氣中總硫含量≤0.1×10-6[6],可適用于對硫含量有嚴格要求的化工生產。
(2)吸收的選擇性比較高。可以在同一裝置中有選擇地將粗煤氣中硫化物、CO2脫除并回收硫磺產品和CO2。
(3)操作費用低。甲醇溶液的化學穩定性和熱穩定性好,粘度和腐蝕性小,不需加入消泡劑,在運行中不會被降解或分解,補充量較少。
但也應看到,目前低溫甲醇洗滌工藝仍然以國外專利技術為主,軟件費用較高,設備及管道需低溫鋼材料,部分設備由國外制造,總體投資較高。針對低溫甲醇洗滌工藝投資高的問題,筆者建議可以提高高硫煤應用于煤氣化工業的產業化規模來平衡其在總項目上的投資。
4 結 語
灰融聚流化床粉煤氣化技術的突出優點是適合煤種范圍寬,尤其適合高硫煤等劣質煤的氣化。1.0MPa灰融聚流化床粉煤氣化操作壓力和氣化能力都有一定的提高,可使氣化制粗煤氣直接采用低溫甲醇洗法脫硫,可使高硫煤用于煤氣化工業達到規模化生產。1.0MPa灰融聚流化床粉煤氣化技術和低溫甲醇洗脫硫技術的集成,能夠使高硫煤用于煤氣化工業,脫硫效率高并可回收硫磺,實現高硫煤由具有污染的資源變成高附加值資源的轉變。
[1]唐勇.利用中高硫煤發展循環經濟 [J].煤炭加工與綜合利用,2006,14(6):39~40.
[2]姜鑫民.解析能源化工 “十二五”規劃 [C].中國能源化工暨節能減排高新技術國際論壇論文集,西安,2010.
[3]荊文化,朱紅波.1.0MPa灰熔聚粉煤氣化裝置試車中存在的問題及處理[J].中氮肥,2008,14(6):41~42.
[4]鄔來栓.“三高”劣質煤制甲醇汽油 [J].中氮肥,2009,15(4):34~36.
[5]王同章,魏敦菘,魏琪等.煤炭氣化原理與設備 [M].北京:中國機械工業出版社,2006:169~171.
[6]李美玉.低溫甲醇洗脫硫的操作優化 [J].科技信息,2008,23(23):708.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
