大型軋機本體的快速安裝技術
2011-03-17 07:30:24賀晗李廣權
中國新技術新產品 2011年14期
賀晗 李廣權
(天津二十冶建設有限公司機裝分公司,天津 300301)
一、施工步驟:
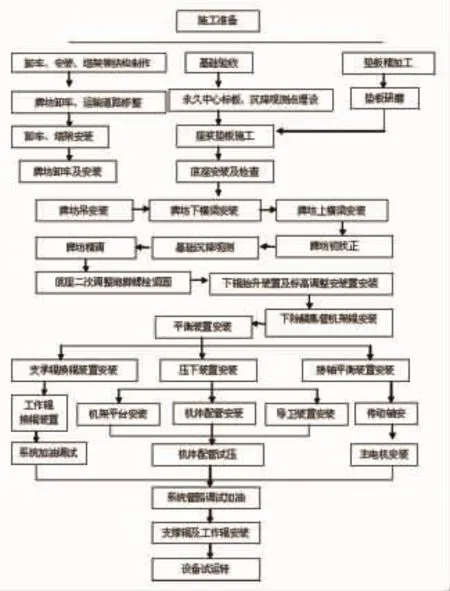
二、安裝工藝要點
1、施工準備
1.1 、由于牌坊單片重約350t,廠房內沒有可供吊裝使用的起重設備,故采用液壓提升技術和液壓爬行機器人進行卸車與吊裝。
1.2 、超薄式100t、50t液壓千斤頂的選擇。該工具較螺旋千斤頂具有輕便、容易控制特點。在安裝過程中與100t、200t螺旋千斤頂配合調整,對快速調整牌坊起著重要作用。該工具高120mm(100t),可利用軋機楔鐵位置及底座下的空隙,對軋機的水平和標高進行調整,能有效提高勞動效率、縮短安裝時間。
1.3 、液壓螺旋拉伸器。使用液壓拉伸器能較精確的達到地腳螺栓的預緊力,使各點均勻受力,保證不超差。軋機地腳螺栓緊固一般分三次進行,使用液壓拉伸器緊固地腳螺栓3人即可,和其他方法相比,用時減少、勞動強度降低,勞動效率也提高了幾倍。
1.4 、精密水準儀、全站儀、4米內徑千分尺的配備。由于精密水準儀(進口)準確度為0.02mm,測量方便快捷、直接讀數,能有效的控制其標高及相對水平度。軋機底座調整時,只需把銦鋼尺立在測量位置,可直接讀出標高且能精確到0.02mm,滿足技術要求。對于軌座平行度、牌坊窗口平行度、扭斜垂直度的測量,以往用掛鋼線法,但易被人碰;而現在用精密全站儀、內徑千分尺進行測量既能滿足技術要求且大大提高施工效率。
2、施工安裝要點
2.1 、中心標點的設置要準確,軋機窗口中心線一定要與軋制線垂直。要經過多方檢查核實,否則安裝工作將無法進行。設置沉降觀測點進行觀察記錄。由于工期較緊,沒有時間預壓基礎,而且該地區基礎下都是巖石層基礎沉降機率較小,故基礎沉降忽略不計。
2.2 、墊鐵型號選定后進行加工,現場鉗工應配對研磨以保證墊鐵的相互接觸面積達到75%以上。一般現場研磨時間為15天以上,為加快工程進度提高工作效率,墊鐵加工采用精洗后上數控磨床精磨,以控至加工精度,減少現場施工時間。
2.3 、墊鐵的安裝
墊鐵使用灌漿法進行安裝。由于斜墊鐵型號比較大,在加工工程中有一些誤差變形,加上精磨,一對斜墊鐵的平行度存在誤差,所以施工應把一對斜墊鐵和平墊鐵配好對,同時灌漿,保證墊鐵最頂面的水平度。這樣才能保證在軌座調整好后,墊鐵與軌座接觸嚴密。
2.4 、軌座的調整。
安裝前清洗底座底面的油污、銹蝕,以及與墊鐵接觸的部位的毛刺等缺陷。軌座安裝前基礎表面應鏟毛,并清理干凈。地腳螺栓頂部的橫向溝槽應與梯形頭方向一致,地腳螺栓放置后必須試提,當與錨板卡死后標出方向。軌座就位后先調整入口軌座,用精密水準儀和方水平對其標高及水平調整。軋制中心線掛鋼絲線、吊線墜調整控制。機列線使用精密全站儀、鋼絲線且與內徑千分尺配合檢查調整。使用液壓拉伸器將地角螺栓緊固力提升到50%,觀察標高水平的變化,及時調整。然后緊到80%,入口軌座調整后以入口軌座為基準調整出口底座的標高、平行度。入、出口軌座相對距離應比圖紙尺寸大5mm,以便于牌坊的就位。軌座調整好后,入口底座應與基礎三面用鋼構或千斤頂頂住。松開軌座安裝牌坊處的螺栓,進行牌坊的安裝。牌坊吊裝時入口底座應用百分表測量底座是否移動。
2.5 、機架的安裝
傳動側牌坊安裝。將牌坊吊至安裝中心線,按圖紙尺寸就位,應保證牌坊垂直面、水平面與軌座全面接觸,牌坊向入口側方向靠緊,將間隙留在出口側。
操作側牌坊的安裝。牌坊也向入口側靠緊,將間隙也留在出口側,牌坊就位時還應將操作側牌坊后移,保證兩牌坊中心距,以便于安裝上下橫梁,待上下橫梁安裝后,再用千斤頂推到設計尺寸。
上下橫梁的安裝。檢查安裝尺寸,清除上下橫梁端面與牌坊接觸面油污、毛刺等。以兩牌坊窗口的底面為基準,確定下橫梁的高度及水平度。安裝后兩牌坊窗口底面和下橫梁上平面應位于同一平面,水平度允差≤0.5mm,安裝傳動側牌坊上的平鍵確定下橫梁的中心位置。下橫梁與牌坊緊固后,下橫梁與牌坊接觸面用0.05mm塞尺檢查,塞入面積不超過1/3,與傳動側牌坊緊固后,安裝上橫梁,技術要求和安裝工藝與下橫梁相同,然后用千斤頂將操作側牌坊與上、下橫梁靠緊。兩片牌坊完全就位后,用千斤頂將出口側軌座推向牌坊,使其緊密靠緊。牌坊與軌座水平面用0.05mm塞尺檢查,70%不入,局部允許有0.1mm間隙。然后調整機架,檢查尺寸,使其達到規范要求。
2.6 、機架檢查
滿足以上技術條件,各接觸面接觸良好,將地角螺栓緊固力升到80%,緊固時四周千斤頂不應撤除,以防接觸面出現間隙,并用百分表檢查底座是否移動。符合技術要求后報驗。這樣軋機的安裝算是完成一半的工作量,其他設備按順序安裝即可。在檢查牌坊尺寸時,以往需鋪設腳手架,但拆按非常費時,我們可利用固定軋機螺栓孔的槽鋼為骨架搭跳板,配合竹梯來測量尺寸。
2.7 、階梯墊下輥標高調整裝置安裝
安裝前先對設備認真清洗檢查。先安裝底座,底座安裝在兩片牌坊的下窗口內,安裝前對牌坊底座認真進行清洗檢查。底座調整完畢后安裝均壓墊,再安裝測壓儀代用裝置。安裝上壓板、基墊、安裝基墊時注意三種規格的基墊位置不可放錯。然后依次安裝架板和軌道,支座和油缸支座,連接梁、橫梁和托梁,連接連桿、油缸。
2.8 、壓下裝置安裝
開箱檢查驗收后,對安裝面進行清洗,去除毛刺,常規先安裝壓下螺母,安裝前套上兩個密封圈,在已清洗好的壓下孔和螺母上涂一層機油,螺母從軋機孔下方吊入,對準鍵槽裝在軋機壓下孔內,安裝螺塞,將其高出部分磨平,裝入定位鍵和固定鍵,安裝固定擋圈,并緊固螺絲。安裝方向不得有誤,再安裝壓下螺絲,壓下螺絲從軋機頂部垂直吊入,旋入螺母內,安裝前也要在梯形螺扣上涂一層機油。然后安裝蝸輪減速機,先放密封圈再將蝸輪上的花鍵對準花鍵軸插入,調整中心。然后安裝電機座和制動器支座,安裝電機、電磁偶合器,其連軸定心要符合要求。與壓下螺絲相連的球面墊承壓墊安裝時,應先套上上蓋,然后用螺絲和鍵將上球面墊緊固在壓下螺絲端部,為了防止松動,螺絲的螺紋部分應加樂泰242粘合劑。裝配后,伸縮罩與球面墊轂架不得有滲漏油現象。
2.9 、平衡裝置的安裝
平衡液壓缸的中心位于軋機中心,安裝在上橫梁內。從軋機頂上吊入安裝,安裝后要求保持平衡缸的垂直。然后安裝軋機窗口內兩側的平衡梁。安裝前清洗滑板位和連接梁的連接部位,清除毛刺、不平處,涂一層潤滑油,裝配滑板。從窗口面吊入平衡梁,當兩個平衡梁吊入后,將連接梁與平衡梁相連接,吊時應注意平衡梁方向,傳動側比操作側薄5mm。在平衡液壓缸頂部安裝提升梁,安裝承壓墊和過渡墊,安裝拉桿。提升連接梁與拉桿相連接,整體連接好后裝配平衡梁兩側擋塊,調節拉桿,使平衡梁四個鉤位于同一平面,平衡梁調整好后,旋緊拉桿頂部的螺母,拉桿與螺母上打φ20孔,裝入開口銷鎖死螺母。
[1]GB50231-2009《機械設備安裝工程施工及驗收規范》.
[2]GB50387-2006《冶金機械液壓、潤滑和氣動設備工程安裝驗收規范》.
[3]GB50386-2006《軋機機械設備工程安裝驗收規范》.
[4]GB50236-98《現場設備、工業管道焊接工程施工及驗收規范》.
