基于ARM7的防水卷材厚度測(cè)控系統(tǒng)
2011-03-28 01:52:36陳中孝李雷張曉斌
電子設(shè)計(jì)工程 2011年16期
陳中孝,李雷,張曉斌
(西安工業(yè)大學(xué)電子信息工程學(xué)院,陜西西安710032)
目前,國(guó)內(nèi)大部分防水卷材生產(chǎn)企業(yè)是采用人工方法測(cè)量卷材的厚度,即利用手持式測(cè)厚儀來(lái)進(jìn)行測(cè)量。由于卷材表面的柔韌性和操作人員的主觀性,人工測(cè)量時(shí)容易帶進(jìn)誤差。同時(shí),以此測(cè)量結(jié)果為參考,人工調(diào)節(jié)生產(chǎn)線上所期望的卷材厚度時(shí),就可能已經(jīng)生產(chǎn)出了一部分不合格產(chǎn)品,造成了生產(chǎn)材料的浪費(fèi)。這種人工操作的方法不但耗費(fèi)人力、精度不高,厚度的真實(shí)性誤差大,而且調(diào)節(jié)的滯后性也很大。所以設(shè)計(jì)了一種基于ARM7的防水卷材厚度測(cè)控系統(tǒng),可以實(shí)現(xiàn)卷材厚度在線測(cè)量和實(shí)時(shí)控制,提高了防水卷材的生產(chǎn)自動(dòng)化水平和產(chǎn)品質(zhì)量。見(jiàn)紅色激光發(fā)射向被測(cè)物體表面,經(jīng)物體反射的激光經(jīng)過(guò)接收鏡頭,被內(nèi)部的線陣CCD接收,根據(jù)一定的算法計(jì)算出傳感器與被測(cè)物體之間的距離[1]。
在卷材的兩面各安裝了一個(gè)相同的CCD激光位移傳感器LK-031,傳感器會(huì)在步進(jìn)電機(jī)的控制下沿著工作臺(tái)上的兩根導(dǎo)軌移動(dòng),使用時(shí)要求兩個(gè)傳感器要嚴(yán)格地同軸同步。同軸是指在防水卷材兩側(cè)的位置上要對(duì)齊,同步是指在兩個(gè)傳感器要同時(shí)開(kāi)始測(cè)量,這樣才能測(cè)得同一點(diǎn)的厚度。厚度測(cè)量原理如圖1所示。
1 卷材厚度的測(cè)控原理
1.1 厚度的測(cè)量原理
卷材是將玻璃纖維氈布在熔融的改性瀝青中浸漬后經(jīng)冷卻軋平而生成的。卷材的厚度在生產(chǎn)過(guò)程中是不斷變化的,要能夠精確地測(cè)出其實(shí)時(shí)的厚度,是控制防水卷材厚度的前提和關(guān)鍵。為了實(shí)現(xiàn)卷材厚度的精確測(cè)量,系統(tǒng)選用CCD激光位移傳感器來(lái)進(jìn)行測(cè)量。激光發(fā)射器通過(guò)鏡頭將可

圖1 厚度測(cè)量原理Fig.1 Theory of thickness measurement
物體受到熱脹冷縮的作用,測(cè)量裝置和被測(cè)量的卷材都會(huì)受影響。由于測(cè)量裝置暴露在不同環(huán)境溫度下,工作臺(tái)上導(dǎo)軌之間的距離也會(huì)隨著溫度不同而變化,進(jìn)而影響到兩個(gè)傳感器之間的距離D,在高精度測(cè)量中,這種微小的變化不能忽視。因此在卷材寬度方向,即傳感器導(dǎo)軌方向上增加了一塊厚度為d的高精度的標(biāo)定塊。每次往復(fù)測(cè)量時(shí),先測(cè)量?jī)蓚€(gè)傳感器到標(biāo)定塊的距離,即d1和d2,則傳感器之間的距離D=d1+d2+d。這樣就消除了由于溫度變化而引起的D值誤差,從而基本上消除了測(cè)量裝置因溫度變化而引起的誤差。
卷材是基帶在高溫的改性瀝青中浸潤(rùn)后,經(jīng)風(fēng)冷壓制而成的,受熱脹冷縮影響較大。采用“標(biāo)準(zhǔn)試樣”測(cè)試法,將卷材標(biāo)準(zhǔn)樣品放在加熱爐內(nèi),加熱至40℃并保溫15 min,然后取出來(lái)測(cè)其厚度,每低4℃記錄一次數(shù)據(jù),就可以得到不同溫度下標(biāo)準(zhǔn)試樣卷材的厚度。當(dāng)生產(chǎn)車(chē)間溫度恒定時(shí),就可以根據(jù)標(biāo)準(zhǔn)試樣的結(jié)果求得溫度補(bǔ)償參數(shù)。
根據(jù)LK-031的測(cè)量原理,上面的傳感器可以測(cè)定到卷材上表面的位移為d3,下面的傳感器可以測(cè)定到卷材下表面的位移為d4,那么可以測(cè)得此處卷材的厚度為y1=D-(d3+d4)。當(dāng)卷材在生產(chǎn)過(guò)程中受到外力干擾上下振動(dòng)時(shí),卷材厚度y1的計(jì)算方法仍然適用。這種測(cè)量方式,不僅實(shí)現(xiàn)了動(dòng)態(tài)高速的實(shí)時(shí)測(cè)量,而且能夠避免因卷材上下振動(dòng)帶來(lái)的誤差。
采用上述方式,沿卷材寬度方向測(cè)量5點(diǎn),距卷材邊緣150±15 mm向內(nèi)各取一點(diǎn),在這兩點(diǎn)中間均勻取其余3點(diǎn)。如果是砂面卷材,必須清除浮砂后在進(jìn)行測(cè)量。計(jì)算5點(diǎn)的平均值即為該卷材的厚度Y。
1.2 卷材厚度的控制原理
卷材的厚度是由生產(chǎn)過(guò)程中的涂油和壓延兩道工序決定的,其最終厚度是由上壓延輥和下壓延輥的間隙決定的。壓延間隙調(diào)整裝置如圖2所示。下壓延輥B為托料輥,輥可繞中心軸滾動(dòng),以減少卷材基帶的阻力,使其能夠順利通過(guò)壓延輥間隙。上壓延輥A位于動(dòng)輥斜上方,可沿支撐板上的直線滑槽上下滑動(dòng),其上下滑動(dòng)量表征為卷材厚度變化量。

圖2 厚度控制原理Fig.2 Theory of thickness control
由圖2可知,刮輥間隙Y可以表示為:

式中:x為上壓延輥軸心到滑槽下至點(diǎn)的距離(mm);R為下壓延輥半徑(mm);r為上壓延輥半徑(mm);d為上壓延輥在下至點(diǎn)時(shí)兩輥間隙(mm);Y即為卷材厚度值。當(dāng)厚度的測(cè)量值與期望值有偏差時(shí),根據(jù)一定的算法控制步進(jìn)電機(jī),進(jìn)而調(diào)節(jié)刮輥間隙的大小,達(dá)到控制卷材厚度的目的。
1.3 步進(jìn)電機(jī)控制原理
系統(tǒng)步進(jìn)電機(jī)的控制算法是核心。PID在控制非線性、時(shí)變及參數(shù)不確定的復(fù)雜過(guò)程時(shí),控制的可靠性不高、性能欠佳。模糊控制是建立在模糊集合理論基礎(chǔ)上的一種基于語(yǔ)言規(guī)則與模糊推理的控制理論,對(duì)系統(tǒng)參數(shù)的變化不敏感,具有較強(qiáng)的魯棒性。因此把這兩種控制理論相結(jié)合,采用模糊PID控制來(lái)控制步進(jìn)電機(jī)。
模糊PID控制原理圖如圖3所示,其中Kp為比例增益,Ki為積分增益,Kd為微分增益,模糊PID控制器以偏差e和偏差變化率ec作為輸入量。根據(jù)模糊控制規(guī)則在線對(duì)PID的3個(gè)參數(shù)進(jìn)行修改,這樣便構(gòu)成了模糊PID控制器[2]。

圖3 模糊PID控制原理Fig.3 Schematic of Fuzzy PID control
2 系統(tǒng)硬件構(gòu)成
系統(tǒng)采用高性能的ARM7系列的STM32F103x4/6作為系統(tǒng)控制核心[3],以便滿(mǎn)足測(cè)量、控制、鍵盤(pán)、顯示及溫度等數(shù)據(jù)處理的要求。鍵盤(pán)可以設(shè)定厚度期望值,每次啟動(dòng)生產(chǎn)機(jī)器時(shí),要先選擇卷材的厚度期望值。采用一個(gè)步進(jìn)電機(jī)控制上壓延輥的滑動(dòng),以便控制卷材的厚度。采用KEYENCE公司LK系列高精度CCD激光位移傳感器LK-031。步進(jìn)電機(jī)I和II分別控制CCD在卷材兩側(cè)的移動(dòng),步進(jìn)電機(jī)III和IV分別控制上壓延輥A的兩端;顯示器可以顯示厚度期望值、實(shí)測(cè)值、溫度等。蜂鳴器作為報(bào)警裝置。系統(tǒng)的核心部分硬件設(shè)計(jì)框圖如圖4所示。
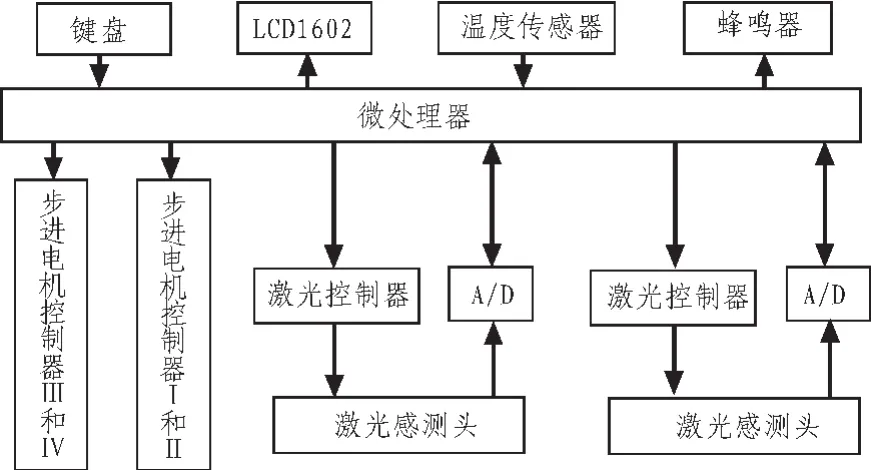
圖4 系統(tǒng)核心電路框圖Fig.4 Block diagram of system main structure
3 系統(tǒng)軟件設(shè)計(jì)
以模糊控制器的算法和PID控制算法為主,結(jié)合系統(tǒng)和端口初始化處理,完成卷材厚度測(cè)控的軟件設(shè)計(jì)[4]。模糊PID參數(shù)自整定工作流程圖如圖5所示。
根據(jù)控制規(guī)則和模糊集的隸屬度函數(shù),利用MATLAB計(jì)算工具,先構(gòu)建好模糊控制器控制表,然后通過(guò)查表,可以得到合適的Kp,Ki,Kd[5-6]。編程主要部分如下:
char inputnum[6]={-3,-2,-1,0,1,2,3};

圖5 模糊PID參數(shù)自整定流程圖Fig.5 Flow chart of Fuzzy PID parameters self-tuning
int FuzzyControlTable[49][3]={
…//一個(gè)的模糊控制表Kp、Ki、Kd的值
}
Void main()
{
Void getpid(int inpute,int inputde)//查表求出Kp、Ki、Kd的值
{
int Rownum,Rannum,i;
char Kp、Ki、Kd;
for(i=0;i<=6;i++)
{
if(inputnum[i]==inpute)
Rownum=i;
if(input[i]==inputde)
Rannum=I;
}
Kp=FuzzyControlTable[Rownum*7+Rannum][0];
Ki=FuzzyControlTable[Rownum*7+Rannum][1];
Kd=FuzzyControlTable[Rownum*7+Rannum][2];
}
int PIDOut(int inpute)//PID輸出
{
int e,de,e1,e2,out;
int ts=0.0005;//采樣時(shí)間
e=inpute;
ed=(e-e2)/ts;//離散PID計(jì)算e1=e1+e*ts;
out=Kp*e+Kd*de+Ki*e1;
e2=e;
return(out);
}
}
4 結(jié)束語(yǔ)
該系統(tǒng)在現(xiàn)場(chǎng)測(cè)量控制中,運(yùn)行狀況良好,通過(guò)對(duì)本系統(tǒng)測(cè)量與手工測(cè)量的數(shù)據(jù)分析比較,能實(shí)現(xiàn)高精度和實(shí)時(shí)性的目的,這說(shuō)明系統(tǒng)中采用的振動(dòng)、溫度補(bǔ)償措施和模糊PID控制是合理有效的。系統(tǒng)實(shí)現(xiàn)了卷材厚度的在線實(shí)時(shí)測(cè)控,減少了生產(chǎn)損耗,提高了生產(chǎn)效率和合格率。
[1] 米本和也.CCD/CMOS圖像傳感器基礎(chǔ)與應(yīng)用[M].陳榕庭,彭美桂,崔凱,譯.北京:科學(xué)出版社,2009.
[2] Reznik L,Ghanayem O,Bourmistror A.PID plus fuzzy controller structures as a desigh base for industrial applications[J].Engineering Applications of Artificial Intelligence,2000,13(4):419-430.
[3] 王永虹,徐煒,郝立平.STM32系列ARMCortex-M3微控制器原理與實(shí)踐[M].北京:北京航空航天大學(xué)出版社,2008.
[4] 茅碩,何永勇.Fuzzy-PID設(shè)計(jì)及控制性能分析[J].中國(guó)慣性技術(shù)學(xué)報(bào),2006,14(2):60-63.MAO Shuo,HE Yong-yong.Design and performance analysis offuzzy-PID controller[J].JournalofChinese InertialTechnology,2006,14(2):60-63.
[5] 張勇.ARM原理與C程序設(shè)計(jì)[M].西安:西安電子科技大學(xué)出版社,2009.
[6] 張化光,孟祥萍.智能控制基礎(chǔ)理論及應(yīng)用[M].北京:機(jī)械工業(yè)出版社,2005.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
