PDC鉆頭井底流場數值模擬研究
2011-04-10 08:27:40武漢億斯達工具有限公司湖北武漢430205
長江大學學報(自科版) 2011年31期
(武漢億斯達工具有限公司,湖北 武漢430205)
楊作峰(長慶鉆井工程總公司器材供應公司,陜西 西安710021)
PDC(Polycrystalline Diamond Compact Bit)鉆頭是以人造聚晶金剛石為切削齒的聚晶金剛石復合片鉆頭,目前已在油田生產過程中廣泛應用。由于鉆進過程中的水力因素對鉆頭性能有極大影響,為了解PDC鉆頭井底流場特點,運用計算流體力學(Computational Fluid Dynamics,CFD)原理對井底流場進行數值模擬,據此指導PDC鉆頭的優化設計,使其避免產生泥包和沖蝕現象,從而達到最佳排屑效果。
1 數值模擬
1.1 基本原理
根據流體力學可知,一切流體流動現象都遵守質量守恒定律、動量守恒定律和能量守恒定律,PDC鉆頭的井底流體流動也遵循上述規律,由上述定律導出的方程分別為連續性方程、動量方程和能量方程,計算流體力學中將以上方程統稱為N-S方程[1]。對于PDC鉆頭井底流場的實際物理模型,可以認為是不可壓縮的湍流,獨立的N-S方程不能求解。為此,雷諾采用統計的方法將上述方程對時間比尺取平均,所得方程描述流體的時均流速、時均壓力分布以及其他物理量的時均分布,但時均過程使上述方程產生一些新的未知項,方程組不再封閉,只有借助經驗公式才能使其封閉,這種方法叫做雷諾平均[2]。在湍流流動中,任何物理量都可以分解成一個平均量與一個脈動量的和,在進行湍流模擬時可直接計算平均量,而脈動量對平均量的影響可通過簡單模型進行近似模擬[2]。目前有關工程上的湍流計算中,對κ-ε模型應用較多。標準的κ-ε模型定義了湍流動能κ和湍流耗散率ε,通過數學代換和簡化,與N-S方程關聯起來,可建立湍流動能κ的方程和湍流耗散率ε的方程,即κ-ε模型方程,而N-S方程與κ-ε模型方程必須耦合求解。
在N-S方程與κ-ε模型方程中,盡管因變量各不相同,但它們都可以表達成單位體積內因變量的守恒。如果用Φ表示通用變量,則上述方程的通用形式為[2]:

式中,ΓΦ表示擴散系數;SΦ表示源項;ρ表示流體密度。
因此,在PDC鉆頭井底流場的數值計算中,只要將不同因變量Φ和相對應的擴散系數ΓΦ以及源項SΦ代入通用方程并給出邊界條件,就可以得到描述各種不同物理量的微分方程,即連續性方程、動量方程、紊流動能方程和紊流動能耗散率方程,上述微分方程有利于編制程序求解。為了方便利用計算機進行求解,需要將上述微分方程轉化成每一個節點上的一組代數方程,該方程組中包含有該節點及附近鄰點上所求函數的值,此即離散方程。建立離散方程的方法較多,目前應用較多的方法是有限體積法,眾多CFD商業軟件都采用有限體積法編制,常用的CFD軟件包括FLUENT、STAR-CD、CFX及Phoenics等[3],可以根據具體情況選擇相應CFD軟件進行計算。
1.2 PDC鉆頭的三維建模
進行鉆頭井底流場數值模擬研究的目的是了解井底水力能量(鉆頭水功率)的合理分布,即在合理分配整個循環系統水力能量(泵的水力功率)的基礎上,通過科學地設計鉆頭噴嘴組合和布置方案,用數值模擬的方法解決井底流場中存在的滯流區、回流和漩渦等問題。優化PDC鉆頭井底流場應具備如下條件[4]:①刀翼上流體的分布應盡量讓高流速區分布在各刀翼的主切削齒,避免在主切削齒附近出現低流速區進而發生泥包現象。②避免較大的漩渦,這樣將減輕巖屑被返回井底的幾率,避免巖屑在井底重復切削。③各個流道的流量分布要達到平衡。在設計鉆頭水力結構時應該讓各流道與其對應刀翼的切削量合理匹配。④避免高速流體流過鉆頭本體,否則會導致PDC鉆頭沖蝕。
圖1 EDM1616EL型鉆頭三維模型
2 實例分析
2.1 EDM1616EL型PDC鉆頭水力結構改進
筆者針對?215.9mm EDM1616ELPDC鉆頭進行了優化設計,通過對鉆頭排屑槽內是否存在渦旋、各流道流量是否達到平衡以及井底流場的流速和壓力分布是否合理等方面進行分析,對鉆頭的刀翼、噴嘴半徑、傾斜角和偏移角進行調整。
改進前EDM1616EL型鉆頭流線圖如圖2所示。由圖2可知,鉆頭上3個副刀翼的排屑槽存在較大漩渦,而且1號主刀翼靠近鉆頭體部位存在漩渦;副刀翼鼻部位置的切削齒附近射流有沿布齒方向朝向鉆頭中心的紊流,從而與相鄰噴嘴相互干擾,這不利于將巖屑推離井底入環空。針對上述情況,應適當修改副刀翼的形狀,同時調整沖向副刀翼的噴嘴半徑、傾斜角和偏移角。此外,由于副刀翼鼻部位置的紊流和相鄰噴嘴之間的干擾可能導致鉆頭的泥包,為此將副刀翼的鼻部適當向鉆頭中心延伸,這樣可以減小2個噴嘴之間的干擾。針對副刀翼的幾顆主切削齒附近流速較低導致清洗效果不佳的問題,可以適當減小噴嘴半徑和增大噴嘴傾斜角,適當增大主刀翼噴嘴的偏移角,使高流速區分布在各刀翼的主切削齒附近,這樣可以提高排屑效率。針對副刀翼對應的流道出口流量偏小的問題,可以適當增大副刀翼的方位角和傾斜角,使各流道的流量趨于平衡狀態。改進后EDM1616EL型鉆頭流線圖如圖3所示。
長慶油田地質分層中,石盒子組、山西組、太原組和本溪組均含有大段泥巖,當鉆頭鉆進該層位時會發生泥包現象。針對該問題,將改進后EDM1616EL型鉆頭應用于作業現場,發現泥包現象大大減少,提高了鉆頭進尺速度,取得了良好的生產效益。
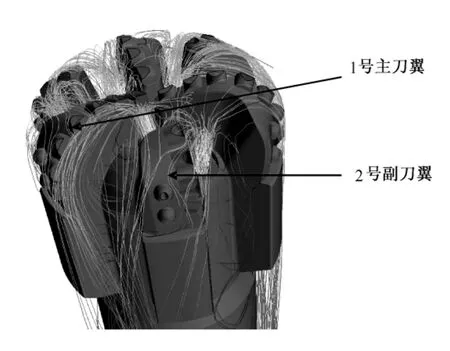
圖2 改進前的EDM1616EL型鉆頭流線圖

圖3 改進后的EDM1616EL型鉆頭流線圖
2.2 ES1614E型PDC鉆頭水力結構分析
在吉林油田大42-15-斜9井生產過程中使用的一只鋼體PDC鉆頭產生沖蝕現象(見圖4)。由圖4可知,該鉆頭2號刀翼的鼻部沖蝕嚴重(形成直徑約15cm的凹陷)。應用鉆頭井底流場數值模擬方法得到該鉆頭流線圖(見圖5)。由圖5可知,該鉆頭1號噴嘴距離鉆頭中心太近,使得高速流體流過2號刀翼的鼻部,最終使其產生嚴重沖蝕。通過上述分析,說明PDC鉆頭井底流場數值模擬方法是有效的,能夠真實反映鉆頭井底流場實際情況。

圖4 ES1614E型鉆頭使用后的沖蝕情況
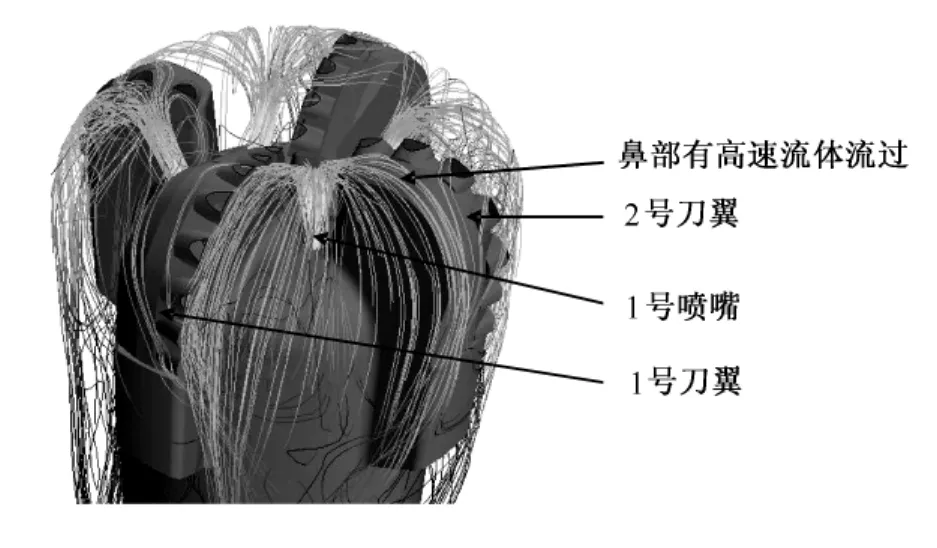
圖5 ES1614E型鉆頭流線圖
[1]吳子牛.計算流體力學基本原理 [M].北京:科學出版社,2001.
[2]陶文銓.數值傳熱學 [M].西安:西安交通大學出版社,1988.
[3]況雨春,曾恒,周學軍,等.CFD在PDC鉆頭水力結構優化設計中的應用 [J].石油機械,2006,34(2):49-51.
[4]謝翠麗,楊愛玲,陳康民.PDC鉆頭水力學研究初探 [J].石油機械,2002,30(11):1-3.
