有機玻璃研磨拋光技術的研究進展
2011-04-13 12:20:26曲東亮
科技傳播 2011年6期
高 越,曲東亮
1.中國航空工業集團公司北京航空材料研究院,北京 100095
2.北京青云航空儀表有限公司,北京 100086
0 引言
為了實現產品的外觀和表面質量要求,在產品精加工過程中,經常使用研磨和拋光,研磨和拋光過程的目的是為了獲得在研磨和拋光過程中需要的形狀和表面質量的產品,研磨和拋光的工藝質量有許多因素,包括:類型的工具在研磨和拋光,工件材料,顆粒厚度(大小)等使用;打磨和拋光過程當如加工路徑的參數,研磨和拋光機床主軸轉速,切削速度,進給速度,法國接觸力,處理時間和其他因素,找到了這些參數的最佳組合,打磨和拋光工藝的試驗研究,以滿足產品的形狀和表面質量要求和提高研磨和拋光的效率[1]。
1 有機玻璃的研磨拋光技術背景
機玻璃在塑料中透光性最佳,透射率高達92%~93%,相對密度較小,為1.19,相對密度石英玻璃半透明塑料有機玻璃只有1/2:抗斷裂性能,并為硅玻璃7~18倍,機械強度和超過10倍以上的石英玻璃更大的韌性;具有卓越的耐久性和耐老化的低溫(-50℃~60℃)和(100℃)高溫下,沖擊強度小的變化:良好的電絕緣性能,可耐電弧,良好的熱塑性塑料的加工性能,化學穩定性,一般腐蝕能力強,對酸,堿低濃度是次要的,因而在建筑,航空,汽車制造,科學儀器,文具及其他日常用品上有廣泛的應用范圍[2]。
2 由機械研磨拋光到準分子激光旋轉拋磨法及系統
以前的準分子微細加工方法,通過掩模圖像投射激光直接向工件成像后獲得所需的精細結構;另一種方法是使用激光束直寫在工件上刻腐蝕的方法為重點。雖然這兩種工作走在合作可以獲取所需的三維微結構,但易受掩蓋其精度,重點部位,以及限制和其他因素,但無法達到的表面質量優化。
準分子激光拋光法和旋轉系統,通過準分子激光蝕刻工件旋轉,以達到快速,靈活的加工工藝軸對稱微結構法,并在此基礎上,進一步提高精度的表面處理裝置的工藝參數控制。這是一種非接觸式,非磨削應力光技術,是冷加工準分子激光設備的特點來達到降低表面粗糙度小,該技術達到鏡面效果。
激光的LAMBDA Physik公司305IF類型,作為芯片基板,具體處理系統結構框圖如圖1所示有機玻璃。
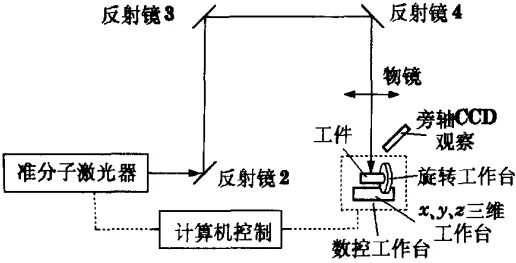
圖1 準分子激光旋轉拋磨加工法的系統結構
準分子激光旋轉拋光處理方法的主要原則和旋轉裝置,如圖2所示。被加工工件是固定的通過調節工作的旋轉平臺的中心,并通過調整與轉盤中心的對稱工件主軸軸線重合,以確保軸對稱的結果處理。
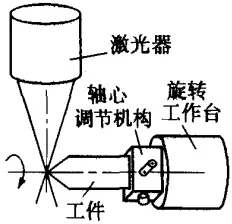
圖2 工件裝卡及旋轉調節裝置結構示意圖
由電腦數控系統述孔先生調整表和激光束的相對位置,使激光束聚焦到工件被處理,并通過激光能量,激光頻率,距離控制工件和Guangban參數,分別可達到蝕刻微拋光表面的裝置和設備的目的。準分子激光加工旋轉拋光方法有一個強大和靈活。對處理結果的例子,只要與表中的不同的動作,你可以實現對加工表面質量和改善品種結構部分,以解決微器件容易損壞工件拋光的問題,這是一個非接觸應力自由的加工方法,在微機械加工和拋光的工件,具有廣闊的應用前景。
3 由傳統的手工研磨拋光方法到機器人研磨拋光方法
使用傳統的手工拋光方法不僅費時,而且難以保證一致的加工質量,而工業現場的噪音,灰塵會嚴重影響工人的健康。由機器人研磨,拋光加工效率提高有機玻璃窗口處理,機器,確保產品質量,降低勞動強度具有重要意義。
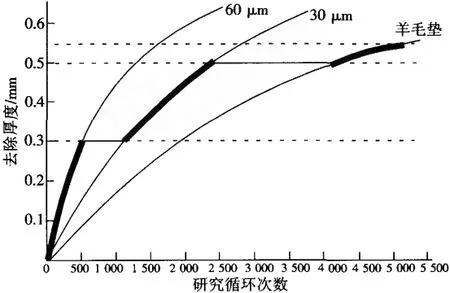
圖3 研磨拋光過程買現曲線
拋光機器人,他的雙手固定在電機驅動研磨和拋光工具,研磨和拋光前與拋光研磨,研磨和拋光的研磨拋光處理高速旋轉電動工具裝配工具旋轉。研磨時,研磨方一側的水侵蝕,而在拋光過程中,除了研磨成毛墊,而且使用的泥漿。為了提高拋光效果。方案確定時,研磨和拋光,研磨,拋光研磨,拋光設備和工具類型,工件材料,顆粒大小已經確定,當已知加工要求,加工路徑和加工范圍也已確定,但研磨和拋光機床主軸轉速∞,切向速度V,正常接觸力△F,進給速度f為未知參數,研磨,拋光參數w、v、△F、f作為效益和效率的研磨,拋光定義主要因素,對這些直接分析四個參數進行優化設計的正交設計中使用。在研磨和拋光的厚的部分,見圖3的實際過程。處理時間不同時,相應的工件搬遷是不同的。加工工件上的劃痕深度可設定不同的處理時間。
經過研磨拋光玻璃,達到所要求的尺寸,良好的表面光潔度,與此同時,參數優化后,提高研磨和拋光的效率。機器人研磨拋光機窗有機玻璃工藝知識是建立在研磨和拋光機器人在試驗的基礎上,具有一定的客觀性。它對加工工件的拋光機器人不同的材料進一步研究是有一定的參考價值的。
4 結論
通過上述對有機玻璃的研磨拋光技術背景和工藝發展歷史介紹,本文由機械研磨拋光到準分子激光旋轉拋磨法及系統和由傳統的手工研磨拋光方法到機器人研磨拋光方法,包括磨拋工序、磨拋路徑及范圍、磨拋策略和磨拋實驗等等,總結出經過研磨拋光后的有機玻璃的要求:外形尺寸達到要求,表面平滑性好;同時,經過參數優化設計,提高磨拋的效率,研磨拋光機窗有機玻璃的工藝知識是建立在大量機器人磨拋試驗基礎上的,要具有一定的客觀性。
[1]Fan,s.R Gretton—Watson,J.H.G.Steinke,E Alpay,Chemical Engineering Science,2003(58):2479-2490
[2]Schmidt J Finishing of dies and moulds-an approach to quality-oriented automation with the help of industrial robots,1994(1).
[3]T.Y.Guo,D.K.Qu,Research On Path Planning for Polishing Robot Based on Improved Genetic Algorithm,Proceeding of the IEEE In.Con.on Robotics and Biomimetics,2004:300-305.
[4]Ming J.T.,etal.Development of automatic mold Polishing system,Proceeding of the IEEE In.Con.I')II Robotic&Automation,2003:14-19.
[5]Ming J T Development of Automatic Mold Polishing System,2003.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應用(2014年8期)2014-03-11 17:40:03