FANUC-0iTB數控系統數控機床工作狀態開關PLC控制程序設計
2011-05-11 02:49:00張玉清
制造業自動化 2011年2期
張玉清
(黑龍江林業職業技術學院,牡丹江 157011)
FANUC-0iTB數控系統數控機床工作狀態開關PLC控制程序設計
張玉清
(黑龍江林業職業技術學院,牡丹江 157011)
1 FANUC-0iTB數控系統的PLC(PMC)
FANUC-0iTB數控系統采用的是內置式PLC即PLC是數控裝置(CNC)的一個功能模塊,它與機床之間的信息傳遞是通過CNC的輸入/輸出接口電路來實現的;PLC信息是通過CNC的顯示器顯示的。數控機床中我們通常稱這種內置式PLC為PMC。
FANUC-0iTB數控系統機床到PMC輸入信號地址為X0~X11(96點輸入);PMC到機床輸出信號地址為Y0~Y8(72點輸出);從PMC到CNC的輸出信號地址為G0~G255,這些信號的功能是固定的,用戶通過程序(如梯形圖)實現CNC的各種控制功能;從CNC到PMC的輸入信號地址為F0~F255,這些信號的功能也是固定的,用戶通過程序(如梯形圖)確定CNC系統的狀態。系統的中間繼電器為內部繼電器,其地址為R0~R999,其中R900~R999為數控系統專用繼電器。
2 FANUC-0iTB數控系統的工作狀態控制開關
FANUC-0iTB數控系統的操作面板如圖1所示:
其操作面板上系統工作狀態控制開關如圖2所示:
以上各個系統工作狀態開關功能如下:
1)編輯狀態(EDIT)

圖1 FANUC-0iTB數控系統的操作面板
圖2 操作面板上系統工作狀態控制開關
在此狀態下,編輯存儲到CNC內存中的加工程序文件。編輯操作包括插入、修改、刪除和字的替換。編輯操作還包括刪除整個程序和自動插入順序號。擴展程序編輯功能包括拷貝、移動和程序的合并。
2)自動運行狀態(AUTO)
又稱存儲器運行狀態(MEM),在此狀態下,系統運行的加工程序為系統存儲器內的程序。當選擇了這些程序中的一個并按下機床操作面板上的循環啟動按鈕后,啟動自動運行,并且循環啟動燈點亮。存儲器運行在自動運行狀態中,當機床操作面板上的進給暫停按鈕被按下后,自動運行被臨時中止。當再次按下循環啟動按鈕后自動運行又重新運行。
3)手動數據輸入狀態(MDI)
在此狀態下,通過MDI面板可以編制最多10行的程序并被執行,程序格式和通常程序一樣。MDI運行適用于簡單的測試操作(在此狀態下海可以進行系統參數和各種補償值的修改和設定)。
4)手輪進給狀態(HND)
在此狀態下,刀具可以通過旋轉機床操作面板上的手搖脈沖發生器微量移動。使用手輪進給軸選擇開關選擇要移動軸。手搖脈沖發生器旋轉一個刻度時刀具移動的最小距離與最小輸入增量相等。手搖脈沖發生器旋轉一個刻度時刀具移動的距離可以放大1倍、10倍、100倍或1000倍最小輸入增量(通過手輪倍率開關選擇)。
5)手動連續進給狀態(JOG)
在此狀態下,持續按下操作面板上的進給軸及其方向選擇開關,會使刀具沿著軸的所選方向連續移動。手動連續進給最大速度由系統參數設定,進給速度可以通過倍率開關進行調整。按下快速移動開關會使刀具快速移動(由系統參數設定),而不管JOG倍率開關的位置,該功能叫做手動快速移動。
6)機床返回參考點(REF)
機床返回參考點即確定機床零點狀態(ZRN)。在此狀態下,可以實現手動返回機床參考點的操作。通過返回機床參考點操作,CNC系統確定機床零點的位置。
7)DNC運行狀態(RMT)
在此狀態下,可以通過閱讀機(加工紙帶程序)或RS-232通信口與計算機進行通信,實現數控機床的在線加工。DNC加工時,系統運行的程序是系統緩沖區的程序,不占系統的內存空間,是目前數控機床的基本配置。
3 系統工作狀態開關的PLC控制程序編制
1)控制要求分析及接口地址的確定
為了更加直觀地說明各個開關的控制要求,系統工作狀態與接口和信號的對應關系如表1所示。

表1 系統工作狀態與接口和信號的對應關系列表
2) 輸入/輸出地址分配
數控機床狀態開關信號的輸入/輸出地址是由數控系統的I/O LINK模塊進行分配的。
編輯狀態:輸入信號(面板操作開關)地址為X4.1,輸出信號(指示燈)地址為Y4.1。
自動運行(也稱存儲運行):輸入信號(面板操作開關)地址為X4.0,輸出信號(指示燈)地址為Y4.0。
遠程運行(又稱DNC):輸入信號(面板操作開關)地址為X4.3,輸出信號(指示燈)地址為Y 4.3。
手輪進給(又稱手脈進給):輸入信號(面板操作開關)地址為X6.7,輸出信號(指示燈)地址為Y6.7.
手動數據輸入:輸入信號(面板操作開關)地址為X4.2,輸出信號(指示燈)地址為Y4.2。
手動連續進給(又稱點動進給):輸入信號(面板操作開關)地址為X6.5,輸出信號(指示燈)地址為Y6.5。
返回參考點(又稱回零):輸入信號(面板操作開關)地址為X6.4,輸出信號(指示燈)地址為Y6.4。
信號F3.6表示系統處于編輯狀態;信號F3.5表示系統處于自動運行狀態;信號F3.3表示系統處于手動數據輸入狀態;信號F3.4表示系統處于DNC狀態;信號F3.2表示系統處于手動連續進給狀態;信號F3.1表示系統處于手輪控制狀態;信號F4.5表示系統處于返回參考點狀態。
3)PLC控制梯形圖編制
根據上面的控制分析和地址分配,我們編制出數控機床工作狀態梯形圖如圖3所示:
4 結束語
經過調試,上述程序運行正常。在數控車床的生產和調試過程中,本文的數據和程序可供參照。
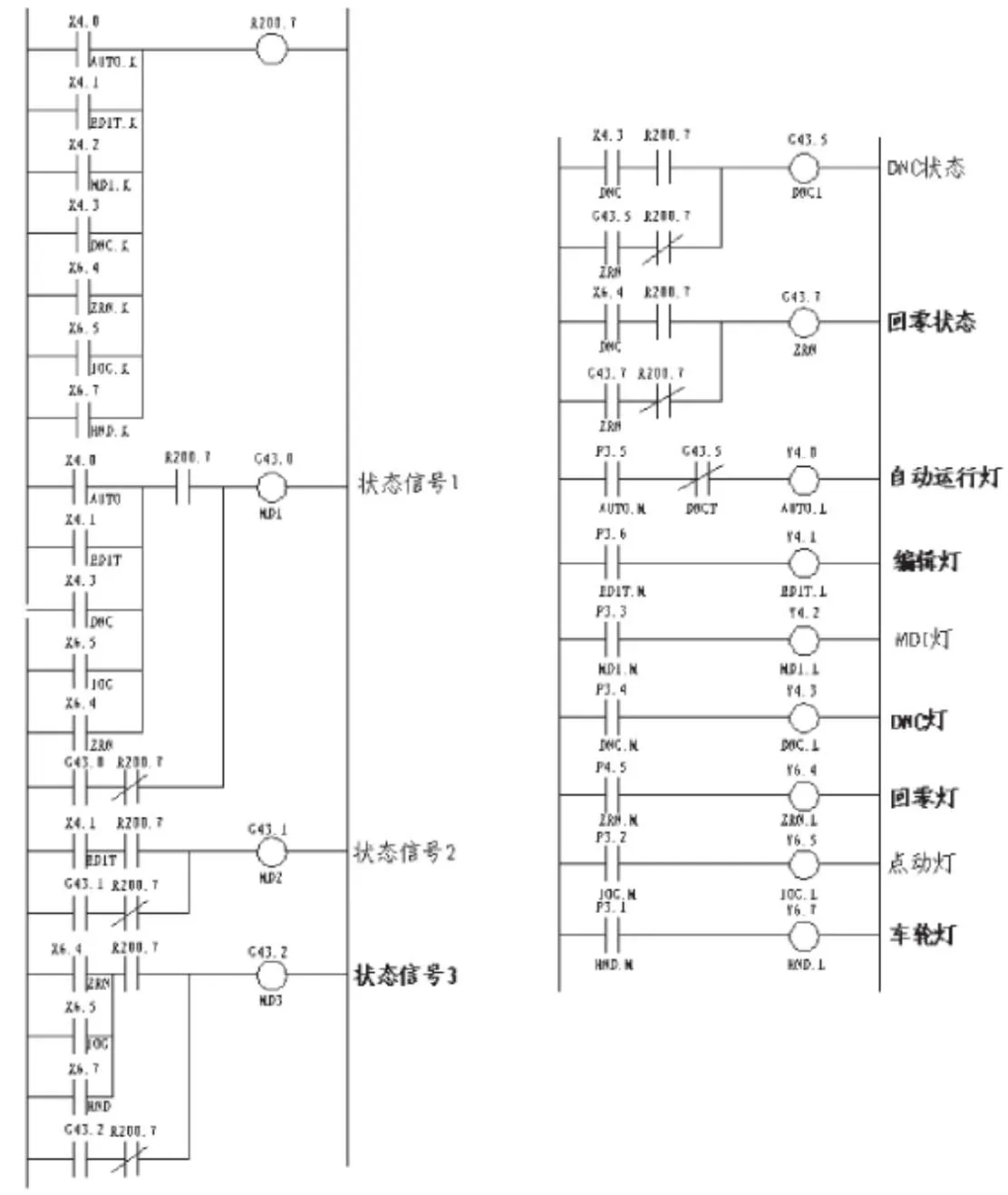
圖3 數控機床工作狀態梯形圖
[1]尹玉珍. 數控車削編程與考級 (FANUC 0iTB系統) [M]. 化學工業出版社, 2006.
[2]羅敏.典型數控系統應用技術(FANUC篇)[M].機械工業出版社, 2010.
[3]葉暉. 圖解NC數控系統——FANUC oi系統維修技巧[M]. 機械工業出版社, 2009.
The design of PLC controlling program on Work-station switches in CNC lathe with FANUC-0i TB system
ZHANG Yu-qing
FANUC-0iTB數控系統數控中是內置的PLC, 它與機床之間的信息傳遞是通過CNC的輸入/輸出接口電路來實現的,通過程序數據的傳輸實現機床工作狀態開關的功能,在此基礎上完成PLC控制程序設計的設計過程。
數控系統;PLC;工作狀態開關;梯形圖
張玉清(1963-),男,黑龍江龍江人,副教授,本科,研究方向為電氣控制。
TG659
B
1009-0134(2011)1(下)-0029-03
10.3969/j.issn.1009-0134.2011.1(下).10
2010-11-12
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
環球時報(2017-03-30)2017-03-30 06:44:45
