某機外涵靜子葉片鉆上緣板端面徑向孔夾具設計研究
2011-05-28 12:46:38劉建偉周華鋒
中國新技術新產品 2011年14期
劉建偉 周華鋒
(沈陽黎明航空發動機集團公司,遼寧 沈陽 110000)
1 引言
某機外涵靜子葉片是發動機零件中非常重要的一類零件。葉片形狀復雜不規則,空間角度多,葉片葉身較長,半徑較大,基準面小,在加工葉片中定位不穩,尤其在鉆上緣板端面兩個徑向孔工序,孔精度不好保證,是分工序鉆孔還是一道工序鉆孔,一直困擾工藝人員,要想解決上述問題必須先解決工裝夾具結構設計結構問題,我們研究的夾具結構很好的解決了存在的技術難點。
2 工裝設計要求
2.1 精度要求:使定位基準精度和分度銷位置精度符合工藝要求,轉軸平行底面、分度銷位置度尺寸公差為0.01。
2.2 技術條件:a、轉盤轉動自如,結構緊湊,定位可靠。b、兩個分度銷插入分度孔時,夾具上的兩個鉆套孔分別垂直底面,公差為0.02。
3 零件類型
零件形狀復雜不規則,葉身長而薄,上安裝板是帶有空間角度,上安裝板有兩個上Ф7mm下Ф16.5mm臺階徑向孔,孔所在位置是直徑為ф1728mm的圓上,兩孔夾角為3°,葉片結構如圖1。

圖1 零件結構
3.1 鉆上緣板端面兩個徑向孔工藝規程的技術要求,如下圖2。工藝基準為葉片進氣邊上下安裝板A,葉片盆向上下安裝板B和葉片的最大外圓弧C,三個基準面的反方向為壓緊面,加工設備為搖臂鉆床,加工兩個徑向孔為一道工序完成,鉆孔相對基準位置度為0.02mm。

圖2
3.2 工裝預期達到的技術、經濟、質量指標。根據工裝圖精度和工藝技術條件分析,預期達到:(1)加工出的葉片兩個徑向孔精度符合工藝要求。(2)工裝夾具分度盤轉動自如,工人裝夾葉片要方便快捷,滿足生產要求,工裝成本要低。
4 研究夾具總體結構方案
為滿足工藝要求,夾具設計必須打破傳統觀念,選擇標準分度盤或設計直徑為Ф1728mm的分度盤,如果如此顯得夾具太大太重、制造成本太高、精度不好保證、操做不便,按照設計經驗,這樣的夾具轉盤中心必須上移至葉片中心左右,才能解決夾具太大太重問題,并能實現一次裝夾葉片后在一個工序中加工兩個徑向孔,要不就是采用無心分度轉盤,也能滿足工藝要求。兩種分度轉盤的區別就是工裝設計結構復雜程度截然不同,影響夾具制造周期,工裝成本,夾具制造精度等。通過調研,綜合考慮后選擇設計夾具轉盤中心上移至葉片中心的方案。夾具設計總體結構如下圖3結構總圖。
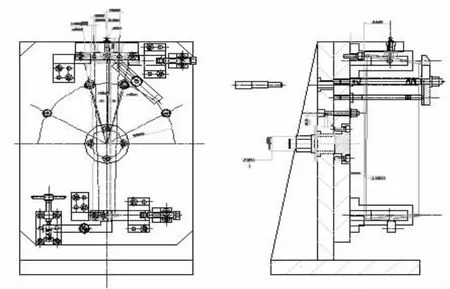
圖3 結構總圖
4.1 分度機構設計。在設計夾具分度盤結構時,立足結構簡單,工人操作方便,分度精度高,制造工藝性好的特點進行構思設計,選用手動插銷式分度,轉盤旋轉中心設在葉片下安裝板處,這樣既縮小了夾具結構,又使鉆孔時轉盤擺角最小,便于工人操作和夾具制造,夾具分度結構采用臥軸式,夾具軀座是倒寫字母T結構,讓加工時夾具的重心在軀座底板內,提高夾具加工時穩定性,轉盤設計成長方形,轉盤轉心在長方形中部,減小葉片鉆孔時擺角大小,兩端放置定位件和壓緊件等,軀座和轉盤用心軸連接,心軸與轉盤緊配合,并用螺釘把緊,心軸與軀座是間隙配合,并用墊圈和螺母壓緊保證軀座和轉盤端面間隙,轉動自如。分度轉盤與分度軀座位置靠插銷定位,壓緊有兩個螺釘在腰槽內壓緊。具體結構如上圖3結構總圖。
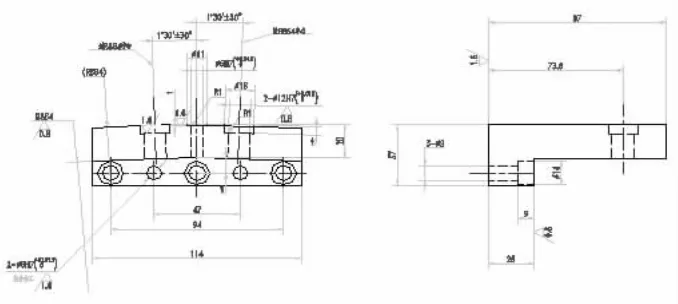
圖4 鉆模板結構
4.2 鉆模板結構設計(見圖4)。夾具鉆模板結構的合理與否,直接關系葉片鉆孔的質量,它不僅與刀具配合,還必須符合工藝上鉆孔的位置要求,為滿足同一工序鉆兩個不同位置上的徑向孔,鉆模板上也有同樣兩個徑向孔,位置符合葉片工藝要求兩個徑向孔尺寸,鉆模板隨著夾具轉盤轉動而和葉片保持同步轉動,為使夾具結構緊湊,鉆模板在夾具中還起著葉片軸向定位作用。
4.3 夾具鉸鏈壓緊機構設計
葉片軸向壓緊機構設計,是保證加工鉆徑向孔時保證葉片軸向定位穩定,壓緊機構壓緊力、強度、剛性要好外,還要工人便于操作,結構緊湊,不影響轉盤旋轉分度。設計壓緊結構如圖五示,由螺釘壓緊支座、壓板、鉸鏈銷軸、壓緊螺釘、彈簧等元件組成。原理是壓板在壓緊螺釘的作用下,繞著鉸鏈銷軸旋轉,把力傳遞到壓板前部,實現葉片軸向壓緊。
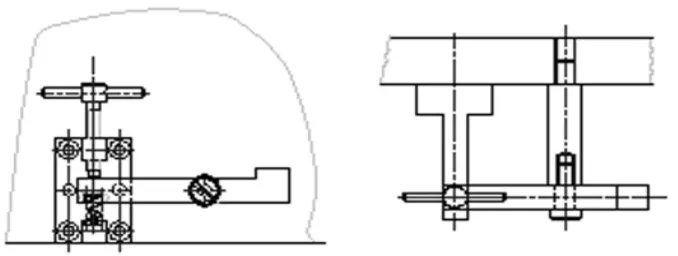
圖5 壓緊結構
5 試驗
5.1 試驗方案
把外涵靜子葉片零件放在夾具上,定位壓緊,放在搖臂鉆床上進行鉆孔和反向鏜孔加工。
5.2 試驗結果
通過使用設計的鉆孔夾具加工葉片兩個徑向孔,加工出的葉片質量符合工藝規定的零件精度要求,實現了葉片一次裝夾在同一工序加工兩個不同位置的孔的設計目的,工人裝夾葉片時間僅為2分鐘,提高了葉片生產效率,葉片加工質量合格率達到100%,夾具分度轉盤分度準確,轉動自如,夾具定位壓緊穩定,但夾具存在鉆孔時,排削不太好,工人鉆一鉆抬一下刀的現象。
6 結果討論與分析
葉片通過新設計的工裝夾具加工后,滿足工藝要求,夾具設計比傳統設計簡單,制造成本降低,外涵靜子葉片鉆孔夾具,是在葉片鉆大半徑位置上徑向孔的夾具中的一種嘗試,為今后設計各種類似葉片加工工裝夾具設計提供了寶貴經驗。
7 結論
在葉片批量生產中,設計的一道工序上鉆大半徑位置上徑向多孔的典型夾具,完全滿足了葉片加工任務和葉片質量要求,很好的解決生產中存在的問題。
[1]劉艷.葉片制造技術.透平機械現代化制造技術叢書,北京:科學出版社,2002,10.
[2]航空工藝裝備設計手冊.夾具設計手冊[C].北京:國防工業品出版社.
[3]陳澤民,忻良昌.公差配合與技術測量[M]北京:機械工業出版社.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
