水輪發電機勵磁回路接地故障分析與處理
2011-05-29 03:48:12朱躍亮
浙江電力 2011年5期
朱躍亮
(浙能華光潭水力發電有限公司,浙江 臨安 311322)
華光潭梯級水電站地處浙江省臨安龍崗鎮,位于分水江干流昌化江上游的巨溪上,電站總裝機容量85 MW,其中一級電站裝機2×30 MW,二級電站裝機2×12.5 MW。
華光潭一級電站水輪發電機型號為SF30-12/3520,發電機采用具有上下兩個導軸承的立軸懸式機構,推力軸承置于上導軸承的油槽內。勵磁方式為自并激靜止可控勵磁,額定勵磁電流680 A,電刷數量9對,發電機額定轉速500 r/min。
水電站自2004年5月投產發電以來,多次發生發電機勵磁回路轉子一點接地故障,嚴重影響了機組安全穩定運行,增加了機組強迫停運次數,加大了設備的檢修維護強度。通過對機組的結構和故障現象的分析,查找故障產生的原因,采取相應的處理措施以后,有效地控制了故障的發生。
1 勵磁回路接地故障主要原因
1.1 勵磁系統交直流回路絕緣破壞
如某日3號機發生 “轉子一點接地故障”,檢查發現是集電環到轉子線圈穿過轉子大軸中心的勵磁橡皮電纜在彎頭處破損,線芯接觸大軸產生接地,接地點如圖1所示。這類接地故障現象初期表現為發電機偶爾發生瞬時接地,停機后絕緣正常。隨著勵磁橡皮電纜破損程度增加,可轉為永久接地。
又如某日勵磁系統投運時,3號機發生“轉子一點接地故障”,檢查發現是勵磁變低壓側到功率柜的B相引線電纜破損接地引起的,表現為機組勵磁建壓后有轉子接地故障信號,但停機時檢查不出轉子回路絕緣問題。
1.2 碳粉污染滑環部位
接地故障的原因是由于碳粉在發電機勵磁回路的集電環和集電環支架間的隔離絕緣圈上堆積形成接地通道,經大軸接地電刷接地。發電機轉子碳粉堆積位置如圖2所示。此類故障易重復發生,以下分別從1號發電機的罩殼內部油霧情況、集電環光潔度、電刷材質、機組擺度、電刷數量等方面重點分析產生碳粉堆積的原因。
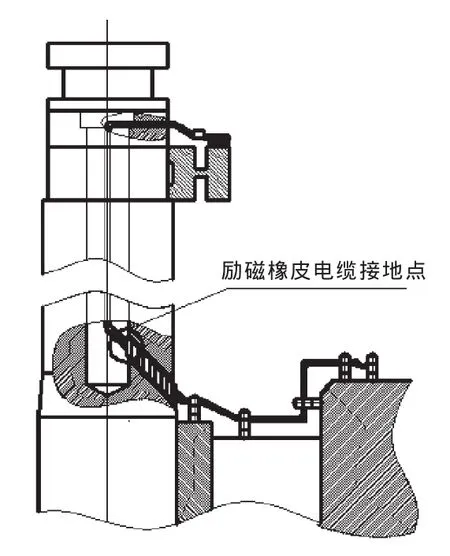
圖1 轉子勵磁引線布置圖
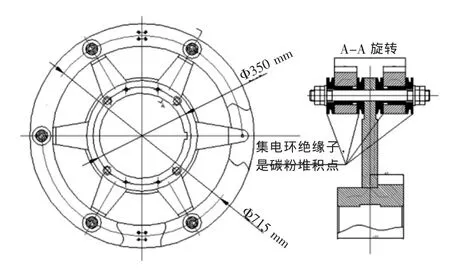
圖2 發電機轉子碳粉堆積位置
2 碳粉污染源分析
2.1 推力油槽油霧的影響
以1號發電機為例,和A級檢修前相比電刷硬度較低,連續運行的時間較短,電刷數量沒有改變,卻連續2次出現轉子一點接地故障。就現場情況看,下集電環光潔度明顯比上集電環光潔度差,碳粉堆積也明顯比上集電環多,并且呈油膩結塊狀。一方面由于A級檢修后推力油槽油位較高,和平時相比推力油槽油位高出5 cm。另一方面由于發電機推力油槽蓋板和轉動的發電機大軸間隙采用羊毛氈隔離。這增加了從固定的推力油槽蓋板和轉動的發電機大軸間隙排出的油霧和從推力油槽呼吸孔排出的油霧,油霧與碳粉結合容易在隔離絕緣圈上堆積附著。
2.2 集電環光潔度的影響
1號機A級檢修累計發電472 h后,出現轉子一點接地故障。經檢查,下集電環表面發暗,并有明顯的劃痕,引起這一現象的主要原因,應是下集電環更接近發電機推力油槽,帶油霧的碳粉粘結在集電環上,增大環火,導致集電環表面溫度升高,電刷磨損加劇,隔離絕緣圈碳粉積聚速度增加。
2.3 電刷材質和數量的影響
電刷的材質包括洛氏硬度、電阻系數、摩擦系數等。華光潭梯級電站電刷的主要技術指標見表1。電刷和集電環之間,電刷材質硬了,集電環磨損嚴重;電刷材質軟了,電刷磨損厲害,碳粉多。需要電刷和集電環之間不斷選型磨合[1]。1號發電機自2005年10月投產發電以來,由于集電環磨損較嚴重,于2009年5月27日更換了電刷的型號,更換后累計發電運行時間1 109 h,轉子絕緣情況正常。
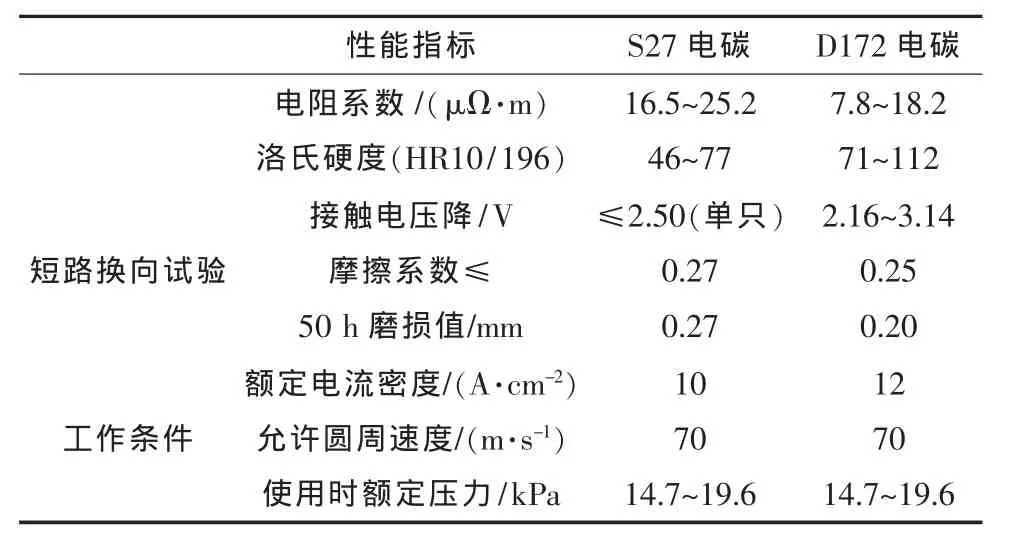
表1 華光潭梯級電站S27和D172電刷的主要技術指標
更換前電刷型號為樂清某電碳廠 D172 T6,更換后碳刷型號為上海某電碳廠S27-T6。1號機設計電刷共9對,按額定電流密度(10 A/cm2)計算,每只電刷額定通流80 A,發電機的額定勵磁電流為680 A,而實際運行時發電機的勵磁電流約500 A左右,電刷數量已能滿足要求。
2.4 機組擺度的影響
正常情況下,機組擺度也是電刷磨損增加的原因之一。更換1號機電刷后測試機組擺度數據:機組空載時,推力頭擺度0.20 mm;機組負載P=29.85 MW,Q=3.10 Mvar時,推力頭擺度0.20 mm;運行1年后機組負載P=29.84 MW,Q=3.96 Mvar時,推力擺度0.25 mm。前后數據變化不大,機組擺度應不是電刷磨損的主要原因。
綜上所述,華光潭1號發電機多次發生勵磁回路接地故障,罩殼內部油霧增多和集電環表面劃痕造成電刷磨損加劇,碳粉在隔離絕緣圈堆積速度加快是主要原因。
3 防止接地故障的方法
直流回路瞬時接地的故障點比較隱蔽,不易查找。發電機轉子一點接地短時間仍可運行,但如果處理不及時,一旦發生兩點接地,對轉子危害就很大[2]。初期判斷接地時,可用直流電焊機,手動加勵磁電流,從而判斷接地點是在滅磁開關回路前還是后,即勵磁調節器控制回路接地還是轉子本身或回路接地。處理電纜磨損接地故障,可根據大軸開口尺寸,對破損橡皮電纜用玻璃絲帶層層包扎,層與層之間涂上環氧樹脂,增加電纜的絕緣,防止電纜磨破。同時要確保電纜在轉子大軸上下孔洞內部不要晃動。
對因碳粉污染形成的重復接地故障,處理相對麻煩。為減少罩殼內部油霧和電刷的磨損,可采取以下處理辦法:
(1)在停機過程中機組轉速下降到50%額定轉速時,在下集電環刷握兩端用金相砂皮緊貼集電環利用機組剩余速度打磨下集電環(如圖3所示),每次打磨時間為2.5 min。消除集電環上的毛刺,提高集電環的光潔度。
(2)盡可能降低推力油槽油位,臨時用軟皮管把推力油槽呼吸孔接到發電機罩殼外部,減少罩殼內部油霧。
(3)定時在風洞內對換1號機轉子的勵磁正負極引線,減少電刷在勵磁電流作用下的電氣磨損和機械磨損。
(4)加強設備維護,增加轉子回路清掃頻率。

圖3 打磨集電環
4 結語
華光潭梯級水電站投運以來多次發生發電機勵磁回路接地故障,分析認為碳刷磨損的碳粉污染是主要原因,除了文中提出的處理措施外,把固定在推力油槽蓋板和轉動的發電機大軸迷宮間隙的羊毛氈密封改為新型材料的硬接觸式油檔,也能進一步減少罩殼內油霧,有效減少碳粉污染造成的絕緣故障,從而徹底解決發電機勵磁回路絕緣下降的問題。
[1]李基成.現代同步發電機勵磁系統設計及應用[M].北京∶中國電力出版社,2002.
[2]王維儉.電氣主設備繼電保護原理與應用[M].北京∶中國電力出版社,1996.
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
汽車維修與保養(2019年7期)2020-01-06 03:30:42
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
汽車維護與修理(2016年10期)2016-07-10 08:17:41
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
