軸承變載荷壓力實驗系統設計
2011-06-01 09:20:12孫冬梅黃筱調
自動化儀表 2011年8期
關鍵詞:系統
孫冬梅 陳 捷 黃筱調
(南京工業大學自動化與電氣工程學院1,江蘇 南京 210009;南京工業大學機械與動力工程學院2,江蘇 南京 210009)
0 引言
大型工程機械中,由于轉盤軸承體積龐大和安裝位置不易折裝等原因,致使其維修的難度非常大,而且轉盤軸承一旦發生故障,將影響機械系統的工作性能,甚至造成停機。國內外許多研究者從磨損累積、裂紋形成與展成等角度對轉盤軸承作了大量研究[1-4],然而這些研究結論大多基于大量經驗數據。特殊應用場合是否適用還有待試驗的驗證。同時,企業必須在實驗臺上經過大量試驗,獲取產品綜合性能的試驗數據,在此基礎上結合理論分析和參數修正,從而建立軸承設計方法。
研發相應的故障檢測診斷系統已迫在眉捷,以確保生產的順利進行。為此,人們使用了多種有效的方法和技術來對軸承進行診斷[5-6]。其中,文獻[5]提出的疲勞軸承實驗臺,其大部分實驗臺采用手動螺桿移動加載活塞來調節加載油壓,自動化程度低。文獻[6]提出的基于數采卡的實驗臺方案,數采卡的安全可靠性較弱,且由于加載活塞存在滲漏,加載油壓會逐漸降低,要求人工移動活塞進行保壓,不能自動設定載荷譜,試驗加載系統的穩定性差。
本文從控制方案、模擬加載、信號采集等方面介紹了軸承變載荷實驗臺的開發。實驗臺可模擬實際工況產生可變載荷進行試驗。采用PLC與工控機虛擬儀器共同控制的方案,能夠自動控制油壓,真正實現了實驗臺的載荷連續自動可調可靠控制。
1 實驗臺的硬件機械結構方案
壽命檢測實驗臺系統由機械裝置、液壓部分、控制系統以及測試系統4部分組成。實驗臺控制系統設計原則是便于負荷的加載、傳感器的安裝、試驗操作以及能夠模擬實際工作環境。試驗裝置主要包括試件裝夾機構、加載系統、數據采集與測量系統以及基于虛擬儀器的測控系統4個部分。系統結構框圖如圖1所示。

圖1 系統結構框圖Fig.1 Structure of the system
其中液壓控制系統包括液壓缸加載回路和液壓馬達調速換向回路2部分。根據試驗對象和試驗項目,實驗臺的液壓控制系統硬件由實驗臺、液壓加載機構、驅動機構、PLC控制器和工控機組成。系統實現的功能有以下幾個。
①手動控制:PLC控制器通過機械面板實現,完成基本液壓機構的操控。在系統設計中,軸向力的加載由2個拉缸同時作用實現,徑向力的加載由一個推缸來實現,一個拉缸和一個推缸實現傾覆力矩的加載。軸向力、徑向力和傾覆力矩加載回路各自獨立,可單獨加載進行試驗。在機械面板上通過電位器調節比例減壓閥的輸入電流大小來調節回路的壓力大小以及液壓馬達的轉速。
②自動加載:自動調節4個油缸的壓力,產生符合實際工況的動態載荷,如半正弦波形,并能自動調節液壓馬達轉速。
③數據采集:通過安裝在實驗臺上不同位置的傳感器,監測回轉支承工作狀況并做數據保存和處理。
系統控制回路簡圖如圖2所示。

圖2 系統控制回路示意圖Fig.2 Control loop of the oil jar
圖2中,當YV2得電,壓力油通過比例減壓閥5進入油缸,使工作臺產生軸向向右的正向壓力,壓力大小由比例減壓閥5和比例溢流閥11調節;當YV1得電時,壓力油使工作臺產生軸向向左的反向壓力,壓力大小同樣可調。
2 實驗臺測控系統硬件方案
測控系統實現的基本測控功能包括數據采集與數據處理、系統故障診斷和事故報警、圖形組態控制以及實時數據與歷史數據顯示等。目前用于測控功能的大部分是通過商業組態軟件(如Fix、組態王等)來實現,其在功能上存在一定的缺陷:組態軟件能設計友好的界面,但它按照I/O點數來計費,對于中小型系統而言,性價比較低。其次,小型組態系統可靠性不高,不能脫離PC機單獨運行。
為了避免由停電等突發事件造成大型液壓系統生產停頓和重大經濟損失,本文中系統下位機采用PLC實現系統監控,上位機采用LabVIEW開發基于虛擬儀器的實時監控系統。
系統硬件結構如圖3所示。
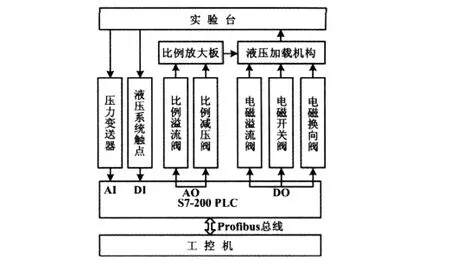
圖3 系統硬件結構圖Fig.3 Hardware component of the system
系統上電后,液壓加載機構中的液壓泵開始向液壓機構中油路供液壓油,電磁閥的正向油路接通,操作者觀察檢測的壓力并調整壓力,使其調整后達到要求。試驗結束后,關閉正向油路后關閉液壓泵,整個工作過程結束。
3 實驗臺測控軟件設計
3.1 通信方案
采用LabVIEW的工具包——數據記錄與監控模塊[7],用LabVIEW開發的軟件作為上位機測控軟件;采用先進的網絡通信技術DataSocket,通過NI的OPC服務器接口,實現現場數據共享以及測控軟件LabVIEW與現場智能組件之間的數據通信;通過OPC配置項建立上位機與底層設備數據采集點的一一對應關系,建立與每一個PLC端口和中間繼電器連接的OPC標簽。
3.2 下位機控制軟件設計
手動控制中,按鈕與壓力傳感器直接與PLC的輸入端口連接。繼電器線圈與輸出端子相連接。機械控制面板由按鈕與指示燈組成,進行操縱和機械狀態的顯示。
PLC的軟件結構如圖4所示。

圖4 PLC的軟件結構圖Fig.4 Software structure of PLC
PLC上電,初始化系統后,在每一個掃描周期均調用基本執行程序,完成機械面板的報警、急停、中間繼電器到執行等動作操作。機械面板上手動按鈕和PC控制按鈕選擇控制方式是指不同的控制方式完成面板按鈕到PLC中間繼電器的操作。在系統運行過程中,PLC始終處于運行狀態,手動控制和PC機控制始終共用一段基本執行程序,能夠保證手動控制與PC機控制動作執行的一致性,PLC的程序代碼能達到最大的重用率。
3.3 上位機測控軟件設計
軟件系統充分發揮了LabVIEW在數據處理與智能控制方面的優勢:一方面,LabVIEW對采樣數據點進行數字濾波,保證測試數據的準確度,滿足型式試驗和出廠試驗的精度要求;另一方面,LabVIEW對產生的載荷采用PID控制,實現了壓力、轉速的自動給定,提高了測試效率。
3.3.1 與下位機的連接
首先在LabVIEW項目中新建庫,并創建I/O Servert和共享變量,鏈接到由前述的NI OPC服務器創建的OPC標簽上。PLC的端口和中間繼電器可在LabVIEW軟件中當作變量進行處理和控制。利用LabVIEW提供的豐富的前面板控件,如:數據連接、按鈕、表格和曲線等,創建測控軟件的流程畫面,使人機界面更友好。
3.3.2 軟面板功能實現方法
軟件系統分2部分,一部分用于實現常規的控制,通過計算機編程在屏幕上建立圖形化的儀器面板,實現與機械面板功能完全相同的手動控制,完成上位機軟面板按鈕到PLC的中間繼電器控制,由下位機的基本程序部分完成對執行單元的操作,從而使用戶可以通過屏幕操作實現現場實驗臺系統控制;另一部分用于實現PC機的自動控制,通過PLC的模擬輸入模塊,測量液壓缸壓力,采用閉環控制方式控制實驗臺轉速和變載荷加載值,生成可變載荷譜信號,通過PLC模擬輸出模塊加載至比例閥輸入端。
3.3.3 變載荷加載實現方法
軸承壽命測試的加載有循環加載、遞進式加載和脈動加載這幾種形式。根據對軸承強化壽命實驗機的理論研究和測試可知,動態變載荷加載方式更有利于激出缺陷破壞來獲得軸承的壽命。為實現動態變載荷,設計有規律的載荷(如半正弦波),可通過相關參數給出載荷變化時間函數,設定周期和最大加載壓力,實驗通過數值化離散計算,得到離散壓力與時間數值表。
控制液壓缸加載時,由于液壓元件的流量特性存在著非線性特征,難以建立精確的數學模型加以控制。這里采用離散化的PID控制器進行壓力控制。液壓缸負載的壓力信號經壓力變送器轉化為電信號,通過PLC模擬輸入模塊在每個掃描周期測量,送入上位機。上位機通過離散化的PID控制算法,利用LabVIEW 的PID工具包,按照以下公式修正控制量:

式中:Pk為第k次測量壓力;Ps為設定壓力;ek為第k次誤差;Δ 為控制量;Kp、Ki、Kd為 PID 控制時的比例、積分、微分系數。
按時間驅動原則,固定比例減壓閥設定壓力,將控制量直接寫入PLC的模擬量輸出模塊。通過設置比例溢流閥壓力,控制實驗臺按給定的速率加荷和轉動,實現系統的閉環控制。
4 加載試驗
系統通過軟件生成標準的正弦波,幅值為±5 V。由于液壓系統動態響應速度慢,因此可生成0.1 Hz的低頻率正弦波形壓力信號源。經過PID的控制模塊,模塊的參數經過優化配置為 Kp=1.5、Ki=0.001、Kd=0.002。每1 s送出一個壓力值至PLC的AO端口,經比例放大板送至比例溢流閥,通過調節閥的輸出流量,控制實驗臺按給定的速率加減荷,實現系統的閉環控制。系統每10 s完成一個周期的變載荷。由壓力變送器輸出的壓力值經PLC的AI端口讀入系統,產生的載荷符合系統要求。同時,設置參數值,得到系統的階躍響應壓力波形。實驗曲線如圖5所示。

圖5 實驗曲線Fig.5 Experimental curves
從圖5可以看出,當Kp增大時,系統的響應靈敏度增大,動態跟蹤誤差減小,這在有靜差的情況下有利于減少靜差。但過大的比例系數會使系統有較大的超調和振蕩,破壞穩定性。增大積分系數Ki有利于減少超調和振蕩,使系統更加穩定,但過大的積分系數會使系統變得不穩定。增大微分系數Kd有利于加快系統的響應,使超調量減少。
5 結束語
本文設計的軸承變載荷壓力實驗系統采用LabVIEW的圖形化編程環境,可實現動態變載荷加載。經實際運行證明,它是使用靈活、畫面質量和表現形式豐富多樣的測控系統,與PLC組成的下位控制系統實現了實驗臺的雙動控制,可靠性高。采用DSC模塊所提供的諸如圖庫、VIs以及實時數據庫等功能可以使系統功能得到加強。利用PID模塊進行壓力控制,精度高、實時性強。
目前,此實驗臺系統已成功運用于某軸承生產企業進行型式試驗和出廠檢驗,滿足了現場軸承測試的各種需要。
[1]王興東,劉源,嚴愛軍.大型回轉支承壽命預測方法的研究[J].湖北工業大學學報:工學版,2006,21(3):33-36.
[2]Harris T A,Kotzalas M N.Rolling bearing analysis[M].Taylor&Francis Group,2006.
[3]Kunc R,Zerovnik A,Prebil I.Verification of numerical determination of carrying capacity of large rolling bearings with hardened raceway[J].Internal Journal of Fatigue,2007(29):1913 - 1916,1919.
[4]姚德臣,楊建偉,殷玉楓,等.基于多方法融合的鐵路軸承故障診斷[J].機械設計與研究,2010,26(3):70 -73.
[5]褚連娣.軸承變荷壓力試驗機液壓加載系統設計[J].機床與液壓,2010,38(12):81 -83.
[6]劉暢,楊淑敏,陳永會.徑向柱塞泵液壓試驗臺虛擬儀器測試系統的研制[J].機床與液壓,2010,38(8):75 -77.
[7]張潔浩,李平康.基于OPC技術的控制系統PID參數優化[J].自動化儀表,2009,30(11):54-56.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
