整體成型復合材料模型機翼設計、制造與驗證
2011-06-06 07:29:18羅楚養(yǎng)益小蘇李偉東周玉敬朱亦鋼
航空材料學報 2011年4期
羅楚養(yǎng), 益小蘇, 李偉東, 周玉敬, 朱亦鋼, 劉 剛
(1.北京航空航天大學交通科學與工程學院,北京 100191;2.北京航空材料研究院先進復合材料重點實驗室,北京 100095)
整體成型復合材料模型機翼設計、制造與驗證
羅楚養(yǎng)1,2, 益小蘇2, 李偉東2, 周玉敬2, 朱亦鋼2, 劉 剛2
(1.北京航空航天大學交通科學與工程學院,北京 100191;2.北京航空材料研究院先進復合材料重點實驗室,北京 100095)
根據給定的外形設計了四種不同結構形式的復合材料模型機翼,通過對所采用樹脂基體的化學流變特性的研究,確定其最佳固化工藝條件。采用整體成型技術制備了四種全復合材料模型機翼,并進行了三點彎曲試驗。結果表明,工字梁結構形式的模型機翼具有最高的載荷重量比,其次為C型梁機翼,而蒙皮-夾芯機翼的載荷重量比最小。其中,蒙皮-夾芯模型機翼在測試中表現為加載點上蒙皮壓縮破壞;蒙皮-加筋機翼則表現為支點處的剪切破壞;梁式結構機翼均表現為支點與加載點中間的前緣剪切破壞。采用有限元分析模型機翼的強度與破壞過程,其結果與試驗結果吻合良好。
復合材料機翼;整體成型;三點彎曲;有限元分析;泡沫夾芯
先進復合材料具有優(yōu)異的比強度、比剛度、抗疲勞性能和剛度可設計性等優(yōu)點,已經廣泛應用于航空航天結構中,大量采用復合材料是未來飛行器結構設計的突出特點[1,2]。自20世紀60年代末首次在機翼操縱面和方向舵上采用復合材料以來,復合材料機翼的設計[3~7]與成型技術[8~22]一直是國內外研究的重點。Seresta等[3]提出了一種用于復合材料翼盒結構優(yōu)化設計的混合約束方法,該方法考慮鋪層的連續(xù)性,將鋪層角度和總厚度作為優(yōu)化變量,得到一種相對安全的設計,從而實現減重。Chang等[4]針對后掠復合材料翼盒的顫振和剛度問題進行了優(yōu)化,研究發(fā)現通過優(yōu)化鋪層角度可以顯著提高翼盒的顫振速率。Perera等[5]對無縫氣動彈性機翼的重量、結構外形和氣動彈性剪裁進行了優(yōu)化,使該機翼減重近30%,同時改善了翼盒的剛度和氣動彈性穩(wěn)定性。Haddadpour等[6]綜合考慮了材料各向異性、橫向剪切、翹曲抑制、非均勻扭轉模型和轉動慣量的影響,建立了復合材料單盒梁機翼氣彈分析模型,并利用該模型研究了復合材料機翼在不可壓縮流中的氣動彈性穩(wěn)定性。Guo[7]采用有限元法對復合材料機翼進行了氣動彈性剪裁優(yōu)化,提高了復合材料機翼的顫振速率,并實現了減重。在成型工藝方面,Ahopelto[8]采用低溫固化預浸料和真空袋法成型了復合材料機翼,研究發(fā)現,對于機翼蒙皮和前緣采用此方法可實現低成本,但對于翼梁和翼肋等承力結構則不適用。Madan和Sutton[9]設計并測試了膠接成型復合材料蒙皮加筋壁板的損傷容限,結果表明,加強筋的彎曲剛度與蒙皮剛度的匹配是這種結構設計的重點。Anderson和Holzwarth[10]研究膠接技術在機翼上的應用,結果表明該技術可以實現機翼低成本成型。Kong等[11]采用共固化和二次膠接技術制備了一個復合材料翼盒的縮比模型,并測試了其彎曲力學性能,有限元預測的上蒙皮屈曲模態(tài)與試驗結果一致。Klein和Kosmatka[12]采用共固化和二次膠接技術制備了無人機復合材料機翼。隨著航空復合材料低成本化制造的迫切要求,整體成型技術[13]和考慮制造與成本的多學科優(yōu)化設計[14]成為未來復合材料機翼的發(fā)展方向。整體成型可一次成型大型復雜的復合材料結構,如機身艙段、翼盒、整體油箱、大梁和加強框等,大量減少連接件,提高制件性能,降低裝配成本,是目前世界上復合材料領域發(fā)展的關鍵技術[15~17]。Musicman和Reinert[18]首次提出了翼身融合整體成型概念,試驗表明整體成型可降低成本,提高制件性能。Jegley[19],Scott[20],Teufel[21]和 Takahira[22]等也分別研究了樹脂膜滲透(RFI)、樹脂傳遞模塑(RTM)、共固化(Co-Curing)和共膠接(Co-bonding)等成型技術在復合材料機翼上的應用,結果表明這些技術可實現復合材料機翼的低成本化。
盡管整體成型可獲得優(yōu)異的力學性能,但要對諸如機翼這類大型復雜結構采用一次性的整體成型技術,在工藝和設計上仍存在很多難題。因此,目前對復合材料機翼的整體成型技術研究也僅停留在針對個別部件的整體成型,然后采用共膠接或共固化技術將其組裝成整個機翼。有關全復合材料機翼的整體成型技術、力學考核及其破壞機理分析的研究還很少。為此,本工作采用整體成型技術,以泡沫作為芯材,設計并制備了四種不同結構形式的復合材料模型機翼,同時對其進行了力學試驗驗證,分析其破壞機理,探索整體成型技術在復合材料機翼上的可行性。
1 結構與鋪層設計
模型機翼的結構外形如圖1a所示,整個機翼由左翼、右翼、中央翼和翼梢小翼組成,其外形尺寸如圖1b所示,圖1c為模型機翼的最大和最小截面尺寸。模型機翼的性能通過三點彎曲試驗來考核,以載荷重量比為標準對其力學性能進行評價。根據機翼的外形設計了如圖2所示的4種機翼內部結構。圖2a為蒙皮-夾芯結構,采用泡沫芯進行填充來保持機翼外形,表面鋪覆碳纖維蒙皮。圖2b在第一種結構基礎上對蒙皮進行了局部加厚,即在機翼靠近前緣處沿翼展方向增加了兩根矩形筋,并在加載點的前緣增加翼肋來傳遞加載點的集中載荷,矩形筋的位置如圖2e所示。圖2c和d為梁式結構機翼,分別采用C型梁和工字梁結構,并在支點和加載點進行局部加強,工字梁結構同時在加載點和支點處增加翼肋,翼梁位置與矩形筋相同(如圖2e所示)。在進行三點彎曲試驗時,由于機翼帶后掠角,故受力時不僅有剪力和彎矩,還存在扭轉。對于纖維增強樹脂基復合材料,通常采用±45°鋪層來承受面內剪流,0°鋪層來承受彎曲正應力。據此,對四種結構的機翼進行的鋪層設計如表1所示。

圖1 模型機翼的外形與尺寸(a)機翼外形;(b)外形尺寸;(c)最大截面尺寸Fig.1 Configuration and dimension of wing model(a)3D configuration of wing model;(b)contour dimension;(c)maximum cross sections
2 機翼制備
2.1 原材料
芯材采用EVONIK公司提供的ROHACELL?51 IG/IG-F泡沫,材料體系采用中復神鷹碳纖維有限責任公司提供的USN125B碳纖維預浸料,其材料性能參數如表2所示。預浸料基體樹脂在加熱加壓條件下的流變性能、物理化學特性決定了采用真空袋工藝時的固化條件及樹脂對碳纖維的滲透效果,從而影響復合材料制件的綜合性能。為此,需對基體樹脂的流變性能、熱性能進行分析,以確定該樹脂的最佳固化工藝條件。圖3為該樹脂體系的動態(tài)黏度曲線,由圖3可以看出2℃/min等速升溫過程中的黏度變化情況,在40~135℃范圍內樹脂能保持較低的黏度,隨著溫度的升高,樹脂化學交聯反應以指數關系加速進行,到140℃左右黏度迅速上升。樹脂黏度在40~135℃之間可以在小于1000mPa·s的范圍內保持相當長的一段時間。結合工藝對樹脂成型使用周期盡可能長及動態(tài)試驗結構的滯后性,初步選擇75~125℃的溫度進行黏度與溫度及時間的測試。

圖2 四種機翼的截面設計 (a)蒙皮-夾芯結構;(b)蒙皮-加筋結構;(c)C型梁結構;(d)工字梁結構;(e)加強筋與梁的位置Fig.2 Four different wing cross sections(a)skin-foam structure;(b)skin-stiffened structure;(c)C-beam structure;(d)I-beam structure;(e)locations of stringer and beam

表1 四種機翼的鋪層設計Table 1 Layup design of four wings
樹脂在75℃,100℃,125℃條件下的黏度-時間曲線如圖4所示。由圖4中可以看出,隨著反應時間的延長,樹脂黏度逐漸升高,只是黏度上升的趨勢有所區(qū)別。75℃下,樹脂黏度隨時間幾乎不變,而125℃下的樹脂黏度急劇增加,因此,這兩個溫度皆不適合樹脂凝膠;在100℃下,前30min樹脂黏度幾乎不變,之后黏度迅速提高,45min時達到峰值黏度,故該樹脂適合在100℃附近進行固化。圖5為該樹脂的DSC曲線,由圖5中可以看出,該樹脂的起始反應溫度為109℃,反應峰值溫度為130℃。依據流變分析和熱分析的結果,最終確定該樹脂的最佳固化制度為90℃ 保溫45min,125℃保溫1h(如圖6所示)。


圖4 不同溫度下的黏溫曲線Fig.4 Viscosity as a function of time under different temperature

表2 ROHACELL?51 IG/IG-F泡沫和USN125B碳纖維復合材料力學性能參數Table 2 Properties of ROHACELL?51 IG/IG-F foam and USN125B carbon prepreg
2.2 制備工藝
整體成型能保證纖維的連續(xù)性,可充分發(fā)揮纖維的承載能力,避免采用薄弱的層間來傳遞載荷。為此,在蒙皮的±45°層鋪覆時,將預浸料沿0°方向裁成約10~20mm的窄條,然后通過纏繞來完成±45°層鋪覆(如圖7所示)。這種鋪覆方式在保證鋪層角度的同時避免機翼前緣的褶皺,并使纖維緊密黏貼在泡沫表面,有效提高成型質量。

對于本工作設計的四種機翼的整體成型工藝,最復雜的是工字梁機翼,其次是C型梁機翼,然后是蒙皮-加筋機翼,最簡單的是蒙皮-夾芯機翼。工字梁機翼的成型工藝包括了其他三種機翼的所有工藝過程,其主要成型工藝包括工字梁成型和蒙皮成型兩個過程。工字梁成型包括泡沫修形、翼肋鋪覆、C梁鋪覆、三角區(qū)填充、凸緣鋪放和固化成型等過程,蒙皮成型包括工字梁修形、局部補強、蒙皮鋪貼和固化成型等過程。具體的工藝是:(1)根據設計數模完成泡沫芯加工(如圖8a所示),并將翼肋鋪覆在泡沫上(如圖8b所示);(2)將C型梁鋪覆在泡沫芯上,用夾子固定賦形(如圖8c所示),再將兩個C型梁組合在一起,放置在模具中,然后用單向纖維對三角區(qū)進行填充(如圖8d所示);(3)把鋪覆好的凸緣與C型梁組裝在一起,形成完整的工字梁結構,最后將其固化成型即可得到如圖8e所示的工字梁結構;(4)將完成固化的工字梁表面進行打磨,以提高其與蒙皮的粘接性能,然后對機翼前緣進行局部補強(如圖8f所示);(5)按照鋪層順序依次將蒙皮鋪覆在包含工字梁結構的泡沫上,圖8g為成型后的完整機翼。

圖7 蒙皮±45°層鋪覆方法Fig.7 ±45°ply draping method of skin

圖8 工字梁結構機翼制作過程(a)泡沫加工;(b)翼肋鋪覆;(c)C梁鋪覆;(d)三角區(qū)填充;(e)固化后的工字梁;(f)局部補強;(g)固化后的工字梁機翼Fig.8 Manufacturing process of I-beam structure wing(a)foam core machining;(b)rib draping;(c)C-beam draping;(d)triangular zone filling;(e)I-beam after curing;(f)local reinforcement;(g)I-beam structure composite wing after curing
3 力學試驗
將復合材料模型機翼按圖9所示的加載方式裝夾在材料試驗機上,對機翼進行三點彎曲測試,以位移來控制加載,加載速率為2mm/min。測試時機翼上翼面保持水平,支點處為點接觸。測定形變時采取連續(xù)加載,試驗機自動記錄載荷-位移曲線。圖10為其載荷-位移曲線,由圖10可知,工字梁機翼的破壞載荷最大,其次為C型梁機翼,蒙皮-夾芯機翼承載能力最小。圖10還可看出,梁式結構機翼破壞前載荷位移-曲線均有不同程度的波動,原因可能是梁的腹板翻邊與凸緣分層或者蒙皮與梁凸緣分層破壞造成;而無腹板結構的機翼(蒙皮-夾芯和蒙皮-加筋機翼)破壞前表現出良好的線彈性。表3為四種結構機翼的載荷質量比。從表3中可知,梁式結構機翼的承載效率遠高于其他兩種結構機翼的承載效率,工字梁機翼的承載效率最高。由于工字梁的腹板比C型梁的腹板更靠近后緣,使得機翼的截面形心后撤,從而使工字梁較C型梁受載更均衡,更能充分發(fā)揮材料的性能,故工字梁機翼比C型梁機翼承載效率高。圖11為四種結構機翼的破壞形貌,從圖11可知,對于蒙皮-夾芯機翼,破壞表現為加載處上蒙皮的折斷(如圖11a所示),由于復合材料0°方向的壓縮強度較其拉伸強度要低,故破壞主要由彎曲壓應力造成;蒙皮-加筋機翼表現為支點處的剪切破壞。對于蒙皮夾芯和蒙皮-加筋機翼,剪力只能通過機翼前、后緣和泡沫來傳遞,蒙皮加筋補強后,機翼承受彎曲正應力的能力得到了大幅度提高,而剪力的傳遞相對較弱,因而在支點處發(fā)生剪切破壞;對于梁式結構機翼,破壞均表現為加載點與支點中間的前緣剪切破壞。

表3 四種結構形式的機翼的質量、破壞載荷與載荷質量比Table 3 The weight,failure load and load-carrying efficiency of four wings
圖9 機翼裝夾Fig.9 Assembly of wing and tester

圖10 載荷-位移曲線Fig.10 Load/displacement curves of four wings
4 有限元分析

圖11 四種機翼的最終破壞形式(a)蒙皮-夾芯機翼;(b)蒙皮-加筋機翼;(c)C型梁機翼;(d)工字梁機翼Fig.11 Failure patterns of four wings(a)skin-foam structure;(b)skin-stiffened structure;(c)C-beam structure;(d)I-beam structure
采用ABAQUS有限元軟件對蒙皮-夾芯機翼進行分析,由于機翼為對稱模型,三點彎曲試驗時,支點至小翼部分對分析結果無影響,故建立如圖12所示的有限元模型進行計算。將試驗中的加載端施加固支約束,在相應的支點處進行加載,模擬機翼的三點彎曲試驗,這樣,將有限元分析時施加的載荷乘以2即為機翼的實際承載。采用C3D20R三維實體單元模擬泡沫,S8R殼單元模擬復合材料蒙皮,共13020個六面體單元。圖13為有限元分析的載荷-位移曲線與試驗結果的對比,圖中顯示,有限元分析結果與試驗結果吻合良好。圖14為有限元模擬的位移分布與應力分布,圖14a顯示,最大位移為23.75mm,這與試驗中24.84mm的破壞變形一致。在1250N的外載荷下,泡沫的最大等效應力為1.094MPa(如圖14b所示),超過了泡沫 0.9MPa的壓縮強度,說明泡沫已經破壞,這與試驗現象吻合。圖14c和14d分別為蒙皮0°向正應力和面內剪應力分布,圖中看出,蒙皮最大拉、壓應力和剪應力均出現約束端前緣(即試驗時的加載端),最大彎曲正應力為 1381MPa,接近材料的拉伸破壞強度(1384MPa),由于復合材料的0°向的壓縮強度比拉伸強度略低,故最終破壞為上蒙皮的壓縮破壞,這與機翼試驗時表現為正中間上蒙皮的壓縮破壞一致。

圖12 有限元模型Fig.12 FE model of skin-foam wing

圖13 有限元模擬的載荷-位移曲線與試驗曲線的對比Fig.13 Comparison of load-displacement curves between FEA result and experimental result
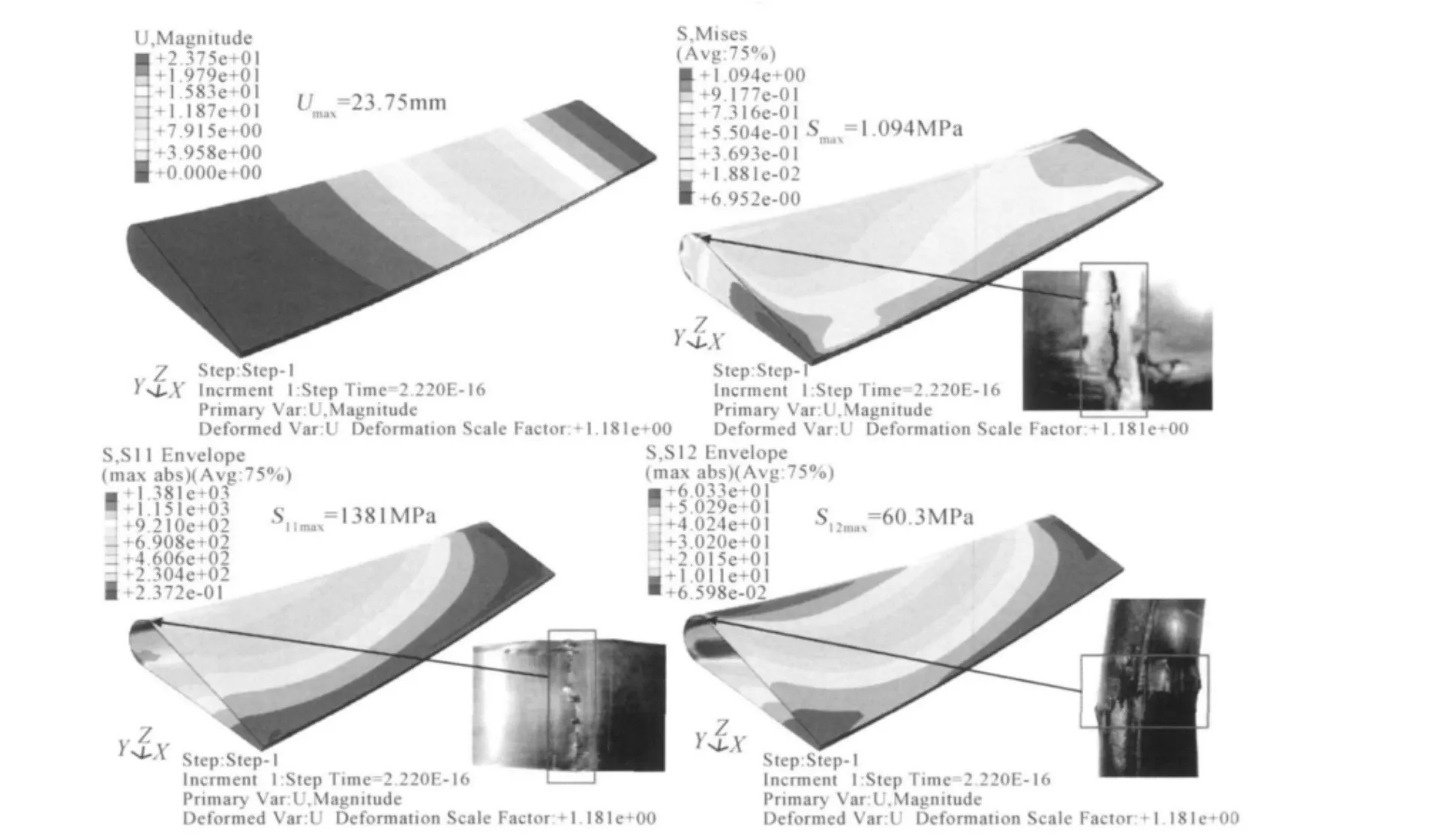
圖14 有限元分析結果(a)位移分布;(b)泡沫等效應力分布;(c)蒙皮0°向應力分布;(d)蒙皮面內剪切應力分布Fig.14 Displacement and stress distribution of skin-foam wing(a)global displacement distribution;(b)mises stress distribution of foam;(c)longitudinal normal stress distribution of skin;(d)inner-laminar shear stress distribution of skin
5 結論
(1)設計了四種結構的機翼,采用泡沫作為夾芯材料,成功制備了四種機翼,實體驗證了整體成型機翼的可行性。
(2)樹脂的理化性能表征結果顯示,該牌號樹脂的固化工藝為90℃ 保溫45 min,125℃保溫1h。
(3)力學試驗結果表明,工字梁結構機翼的承載效率最高,其次為C型梁結構機翼,然后是蒙皮-加筋結構機翼,蒙皮-夾芯機翼承載效率最低。
(4)蒙皮-夾芯機翼表現為加載處上蒙皮壓縮破壞;蒙皮-加筋機翼則表現為支點處的剪切破壞;梁式結構機翼表現為支點與加載點中間的前緣剪切破壞;有限元結果與試驗結果吻合良好。
[1]楊乃賓.新一代大型客機復合材料結構[J].航空學報,2008,29(3):596 -604.
[2]曹春曉.一代材料技術,一代大型飛機[J].航空學報,2008,29(3):701 -706.
[3]SERESTA O,GURDAL Z,ADAMS D B,et al.Optimal design of composite wing structures with blended laminates[J].Composites:Part B,2007,38(4):469 -480.
[4]CHANG N,YANG W,WANG J,et al.Design optimization of composite wing box for flutter and stiffness[R].AIAA-2010-1510,2010.
[5]PERERA M,GUO S J.Optimal design of a seamless aero-elastic wing structure[R].AIAA-2009-2195,2009.
[6]HADDADPOUR H,KOUCHAKZADEH M A,SHADMEHRI F.Aeroelastic instability of aircraft composite wings in an incompressible flow [J].Composite Structures,2008,83(1):93 - 99.
[7]GUO S J.Aeroelastic optimization of an aerobatic aircraft wing structure [J].Aerospace Science and Technology,2007,11(5):396 - 404.
[8] AHOPELTO E.Application of low temperature curing prepregs and vacuum bag molding technique to the manufacturing of a composite wing[R].AIAA-86-1019,1986.
[9]MADAN R C,SUTTON J O.Design,testing,and damage tolerance study of bonded stiffened composite wing cover panels[R].AIAA-88-2292,1988.
[10]ANDERSON T C,HOLZWARTH R C.Design and manufacture of low-cost composite-bonded wing[R].AIAA-98-1870,1998.
[11]KONG C W,PARK J S,CHO J H,et al.Testing and analysis of downscaled composite wing box[J].Journal of Aircraft,2002,39(3):480 -485.
[12]KLEIN D J.KOSMATKA J B.Novel designs and manufacturing processes of composite wings for small unmanned aircraft[R].AIAA-2008-2249,2008.
[13]張紀奎,酈正能,程小全,等.復合材料整體結構在大型民機上的應用[J].航空制造技術,2007,28(4):38 -43.
[14]RAIS-ROHANI M,DEAN E B.Toward manufacturing and cost considerations in multidisciplinary aircraft design[R].AIAA-96-1620,1996.
[15]戴棣.大型飛機復合材料結構相關成型工藝評述[J].航空制造技術,2007.(9):26 -29.
[16]陳紹杰.淺談復合材料的整體成型技術[J].高科技纖維與應用,2005,30(1):6 -9.
[17]范玉青,張麗華.超大型復合材料機體部件應用技術的新進展——飛機制造技術的新跨越[J].航空學報,2009,30(3):535 -543.
[18]MUSICMAN A,REINERT H.Composite wing/fuselage integral concept[R].AIAA-80-0744,1980.
[19] KROPP Y.Development of a stitched/RFI composite transport wing[R].AIAA-96-17712,1996.
[20]SCOTT M L,RAJD J A S,CHEUNG A K H.Design and manufacture of a post-buckling co-cured composite aileron[J].Composite Science and Technology,1998,58(2):199-210.
[21]TEUFEL P,MAXWELL M,RICHARD G.Low cost composite manufacturing method for a general aviation aircraft wing[R].AIAA-2003-2768,2003.
[22]TAKAHIRA A,YOKOZEKI T.Some of the topics in composites research projects in Japan[R].AIAA-2009-2347,2009.
Design,Manufacturing and Testing of Composite Wing Model via Integral Forming Process
LUO Chu-yang1,2, YI Xiao-su2, LI Wei-dong2, ZHOU Yu-jing2, ZHU Yi-gang2, LIU Gang2
(1.School of Transportation Science and Engineering,Beihang University,Beijing 100191,China;2.Science and Technology on Advanced Composites Laboratory,Beijing Institute of Aeronautical Materials,Beijing 100095,China)
Four different structure wings were designed according to the given configuration.Based on the optimized curing process of the resin,the four composite wing models were manufactured via integral forming technique.The three point bending test results show that the I-beam wing has the highest load-carrying efficiency,then the following is the C-beam wing.The skin-foam wing has the minimum load-carrying efficiency.The failure of skin-foam wing is caused by compression failure of upper skin at loading point,while the skin-stiffened wing is failures from the shear break of support point.The C-beam and I-beam structure wings both have shear failures at the wing leading edge between loading point and support point.The finite element analysis(FEA)result is consistent well with those of experiment.
composite wing;integral forming;three-point bending;FEA(finite element analysis);foam core
10.3969/j.issn.1005-5053.2011.4.011
TB332
A
1005-5053(2011)04-0056-08
2010-12-27;
2011-04-08
國家自然科學基金資助項目(E050603),航空科學基金資助項目(20095251024)
羅楚養(yǎng)(1984—),男,博士,主要從事復合材料結構設計的研究,(E-mail)cyluo@ase.buaa.edu.cn。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(yè)(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
應用化工(2014年10期)2014-08-16 13:11:29
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
無機化學學報(2014年4期)2014-02-28 17:31:11
